Какой ток должен быть при сварке электродами

Правильная настройка силы тока – один из самых важных принципов работы со сваркой. От него зависит качество и внешний вид сварного шва. Для выбора нужных параметров надо опираться на диаметр электрода и его марку, основной металл, который собираетесь варить, многослойность сварки, нужную полярность и тип тока.
В этой статье мы рассмотрим вопрос как настроить ток при сварке электродами, выбор рода тока: переменный или постоянный, прямой или обратной полярности. Настройка силы тока в зависимости от марки и диаметра электрода, и толщины свариваемого металла. А также рассмотрим некоторые популярные марки материалов.
Больше полезных материалов:
Почему это так важно?
Неправильный подбор параметров для настройки сварочного тока никогда вам не даст хорошего и прочного результата сварки. Так, например, если сила сварочного тока будут слишком низкая, то это приведет к нестабильному горению дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение. Если параметры наоборот будут слишком высокими, то это приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
Какой нужен ток для сварки электродами?
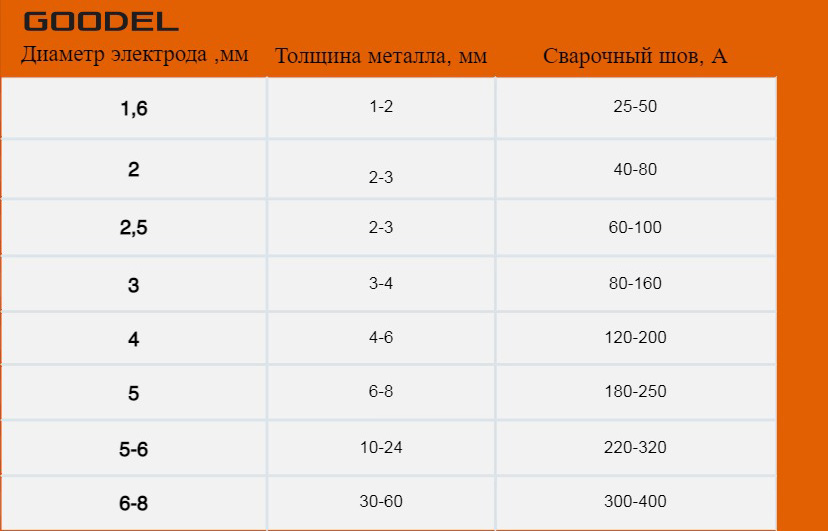
Прежде чем начать работать со сваркой определитесь, какие электроды вам нужны, какой марки и какого диаметра. Марка электрода выбирается по принципу – состав электродов должен соответствовать типу металла. Диаметр выбирается на основании размера зазора в металле, который был до сварки и толщине свариваемого металла. Когда вы определились с расходными материалами, то можете прочесть на упаковке или на сайте производителя, какая сила тока необходима именно этой марке и диаметру электродов. Если такой возможности нет, то можете воспользоваться примерными параметрами на основании диаметра стержня. Так, например, электроды диаметром 2 мм лучше всего работают при силе тока от 30 до 80 ампер. Большой разброс в значениях зависит от металла и выбранного пространственного положения. Для электродов диаметром 3 мм ток должен находиться в границах от 65 до 130 ампер. Разброс достаточно большой, поэтому советуем перед началом работ попробовать данные электроды на среднем значении 80-90 А и в зависимости от результата регулировать показатели. При работе со стержнем диаметром 4 мм средние показатели силы тока от 110 до 200 ампер. Это одни из самых универсальных электродов, которые можно использовать для работы и с большими, и с маленькими швами, поэтому уметь с ними работать очень полезный навык, который можно освоить только с помощью опыта. Чтобы быстро узнать нужное напряжение для других диаметров электродов, можете сохранить себе удобную и универсальную таблицу:
- I – сила тока в амперах (А)
- D – диаметр электрода в миллиметрах (мм)
А для электродов диаметром 4-8 мм используется формула I = (20 + 6d)*d с теми же обозначениями. И все-таки, даже по формуле вы получите только приблизительные показатели, и их придётся донастраивать в процессе.
К тому же, на то, какой ток используется при сварке, влияет еще несколько факторов, которые тоже обязательно нужно учитывать.
Переменный и постоянный ток
Для работы с ручной дуговой сваркой важно обращать внимание на то, с каким током работают необходимые вам электроды. Они могут относиться к переменному току и подходить для любых работ, в том числе для работы с постоянным током. Или быть предназначенными только для постоянного тока.
Важно понимать, что универсальные электроды зачастую чуть менее надежные, хотя и более простые в использовании, и подойдут только для неответственных конструкций.
Электроды для сварки переменным током (универсальные):
- Электроды марки АНО-21 предназначены для сварки рядовых конструкций из углеродистых сталей марок: по ГОСТ 380. К преимуществам марки относится: легкое возбуждение, стабильное и мягкое горение дуги, незначительное разбрызгивание, малое количество и легкое отделение шлаковой корки.
- МР-3 – электроды с рутиловым покрытием. Из преимуществ ー легкое первичное и повторное зажигание сварочной дуги, хорошее формирование сварных швов, мелкочешуйчатые швы, легкое отделение шлаковой корки, средняя и короткая длина дуги.
- Марка электроды GOODEL-ОК46 одна из популярных на рынке. Они хорошо работают во всех пространственных положениях короткой дугой. Допускается сварка средней длиной дуги. Обеспечивают высокое качество шва, в том числе и при сварке в вертикальном положении. В качестве источников питания можно использовать трансформаторы, выпрямители и инверторы.

Электроды для сварки постоянным током:
- УОНИ 13/55 – универсальные электроды для работы на ответственных конструкциях. Их большие плюсы в том, что: они обеспечивают отличную защиту сварочной ванны, обладают стабильными техническими характеристиками, а металл шва устойчив к низким температурам и знакопеременным нагрузкам.
- Электроды ОЗЛ-6 – это электроды с основным покрытием, предназначенные для сварки конструкций из жаростойких сталей марок 10Х23Н18, 20Х23Н13, 20Х23Н18 и др., работающих при температуре до 1000 °С.
- Электроды ЦЛ-11 предназначенные для сварки конструкций из коррозионностойких хромоникелевых сталей марок: 12Х18Н10Т, 12Х18Н10, 09Х18Н12Б и им подобных, работающих в агрессивных средах. При использовании данных электродов по нержавейке, металл шва характеризуется высокой стойкостью против межкристаллитной коррозии.

Прямая и обратная полярность для дуговой сварки
Полярность зависит от определенного варианта подключения аппаратуры, почти все аппараты по этому критерию универсальны, так как для переключения полярности достаточно переместить клеммы по схеме.
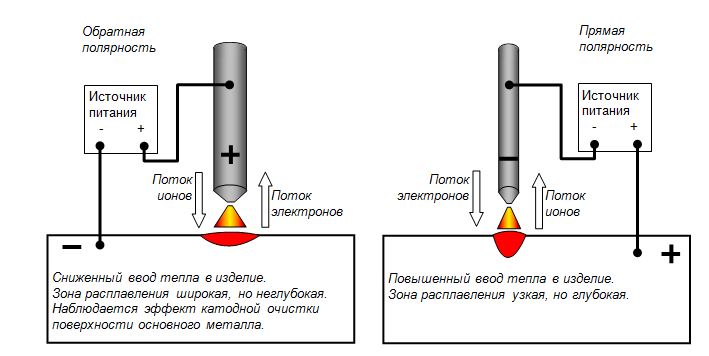
В чем различия между прямой и обратной полярностью?
Прямая полярность больше подходит для тех случаев, когда необходимо соединить две толстые детали, а швы должны быть глубокими. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них (анодное) возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
Обратную полярность используют для противоположных случаев, когда нужно работать с тонкими и легкоплавными металлами, так как анодное, более горячее, пятно может образоваться только на расходнике, а значит, на изделие попадает значительно меньше тепла, которое сильнее расходится по поверхности металла и создает более широкую, но менее глубокую зону проплавления.
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Заключение
То, какой ток необходимо выставлять при ручной дуговой сварке зависит от нескольких критериев, которые в свою очередь зависят от специфики конкретных работ и желаемого результата. Чтобы выставить силу тока надо обратить внимание на диаметр электрода и толщину свариваемого металла. Для понимания на каком роде тока работать, необходимо знать марку электродов. Выставление полярности зависит от основного металла, который собираетесь варить.
Все эти нюансы легко понять, когда у сварщика есть большой опыт работы. Но если его нет, то методом изучения правил использования или с помощью предварительных тестов выбранных параметров можно добиться необходимого результата. Главное в этом именно практика. А о том как выбрать электроды для сварки можно почитать здесь.
Подпишись, у нас интересно:
Поделиться с друзьями:
Реальная сила тока в сварочных аппаратах инверторного типа
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей.
В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата.
На инверторе написано 250 Ампер, а по факту 180.
Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:
Все, что видим мы — видимость только одна.
Далеко от поверхности моря до дна.
Полагай несущественным явное в мире,
Ибо тайная сущность вещей не видна.
Как правило, указанную на корпусе сварочного инвертора информацию, например ММА-200 или ММА-250, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так. Особенно, если речь заходит про инверторы произведенные в Китае. На самом же деле, на практике — это маркетинговый ход производителей. Большинство таких аппаратов имеют реальную рабочую силу тока от 140 до 180 Ампер. А порой, встречаются инверторы с током и в 120 Ампер, на корпусе которых гордо указана цифра — 250. Более того, как правило, шкала регулировки тока, тоже подвергается модификации, получая градацию значений до 250 Ампер (которых по сути в инверторе нет), а это уже добавляет сложности пользователю в регулировке сварочного тока при работе с различными типами электродов, либо при регулировании уровня провара металла.
Поэтому первое что стоит запомнить при выборе сварочного инвертора, не ориентируйтесь на то что написано на панеле аппарата.
Как же понять — какая сила тока в том или ином инверторе?

Если этот показатель вам необходимо знать совершенно точно, тогда полезно будет раздобыть токоизмерительные клещи с датчиком Холла, тогда вы сможете проверить выдаваемый сварочным аппаратом ток прямо во время покупки, включив инвертор, установив на его регуляторе максимальное значение и померив ток, который может генерировать инструмент.
Более того, одного замера тока недостаточно, ведь аппарат может выдать ток в 200 или 250 Ампер, но рабочим этот ток едва ли можно назвать. Здесь потребуется замер сварочного напряжения, и если при номинальном токе в 200 Ампер, напряжение окажется ниже требуемого, тогда рабочими 200 Ампер в сварочном инверторе назвать нельзя.
Стоит понимать что рабочее сварочное напряжение для различной силы тока будет отличаться, но посчитать необходимое не составит труда. Для этого нужно применить следующую формулу:
Рабочее сварочное напряжение=20+0,04*Сила тока аппарата
Так легко вычислить, что для аппарата в 160 Ампер напряжение должно составлять 26,4 Вольта; для 200А — 28В, а для 250А — 30В
Но как быть, если приборов нет, либо вы выбираете инвертор в интернет магазине?
Тогда нужно просто немного внимательней изучить другие характеристики. Правильно их сопоставив, вы сможете определить приблизительную к реальной силу тока сварочного выпрямителя.
1. Мощность, которую потребляет инвертор (ее указывают в киловаттах, — кВт)
Нужно понимать, что чем большую силу тока способен генерировать сварочный инвертор, тем больше ему для этого необходимо потребить электроэнергии. И если вы сравниваете похожие по конструкции сварочные устройства (например инверторные сварочные выпрямители на IGBT транзисторах), с одинаковым КПД (80-90%), тогда можно руководствоваться следующими соотношениями:
- Сварочные инверторы, которые генерируют на выходе 160 Ампер, имеют максимальное потребление (мощность) — 5-5,5 кВт.
- Если аппарат способен выдать около 200 Ампер, он максимально будет потреблять 6,5 — 7 кВт
- При 250 Амперах — максимальная мощность потребления инвертором составит 8,5 — 9 кВт.
Другими словами, если в характеристиках указана сила тока 250 Ампер, и в то же время мощность не превышает 5,5 кВт, тогда, скорее всего, реальная производительность подобного сварочного инвертора составляет не более 160 Ампер.
2. Цена на сварочный инвертор
Конечно, наценка может различаться в зависимости от многих факторов: степени популярности и разрекламированности торговой марки, качества самих комплектующих, уровня наценки розничного магазина и прочих моментов, но все-же, исходя из цены на сварочный инвертор, можно сделать некоторые предположения о его производительности.
Как правило если цена инвертора составляет менее 2000 грн, тогда вряд ли стоит ожидать, что аппарат выдаст более 160 Ампер. Транзисторные сварочные аппараты с силой тока от 200 Ампер, находятся в ценовом диапазоне от 2500 до 3000 грн. А цена на инверторы, которые способны реально выдать 250 Ампер уверенно перескакивает 3000 грн.
Какая же сила тока нужна сварочному инвертору?
Здесь в первую очередь мы советуем оттолкнутся от тех задач, которые вы поставите перед аппаратом.
Начните с вопроса: А нужно ли вам 250 Ампер?
Для справки: тока 160 ампер вполне достаточно для качественного провара металла толщиной 4 мм, ели вы будете использовать электрод диаметром 4 мм. Что уже говорить о электродах с меньшим диаметром.
Для того, чтобы более точно подобрать производительность инвертора в зависимости от толщины используемого электрода, предлагаем ознакомится со следующей таблицей.
Толщина металла, мм
Диаметр электрода
Сила тока, А
Инвертор постоянного или переменного тока – какой выбрать
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.

Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Какой сварочный источник выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током — уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока.
Подборка инверторных аппаратов постоянного тока от производителя КЕДР на официальном сайте:




Сварка электродом и сила тока: ключевые моменты
Работа со сварочным аппаратом – это навык, освоение которого приходит с практикой. Выбор правильных электродов и силы сварочного тока считается не менее легким процессом из-за широкого диапазона электродов. Все зависит от типа металла, его механических свойств. Электроды работают с определенным типом источника сварочного тока. Перед включением сварочного и начала работ вам нужно определиться с факторами выбора электродов и расчета силы сварочного тока.
В этом обзоре мы рассмотрим основные принципы расчета силы токов при сварке электродом и рассмотрим теорию, рекомендации специалистов, которые помогут на практике избежать типичных ошибок. Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание. В современных моделях есть автоматический режим.
Сварочный ток: что нужно знать о нем
Сам процесс варки зависит от двух составляющих – диаметр электродов и сила тока при сварке электродом. Если вы правильно определяете их, проблем в работе не возникнет. При работе с металлом также обратите внимание на марку электродов, положение аппарата при сварке, полярность тока для сварки. Перед началом работы определить со швом, который вы хотите получить в результате, насколько для вас важна его аккуратность, точность. Тогда уже переходите к установке режима сварки и силы сварочного тока.
Для новичков важно запомнить базовое правило: сила сварочного тока определяется после ознакомления с диаметром электродов, который вы намерены использовать для сварки. Это базовый фактор для планирования работы.
Сварка металла электродом: как выбрать
Чтобы правильно подобрать электрод, оцените состав выбранного металла. Суть заключается в том, что состав электродов должен соответствовать типу металла. Только в этом случае удастся обеспечить прочный сварочный шов. Если определить состав металла проблематично, разберитесь в следующих моментах:
- Внешний вид металла. Если вы работаете со сломанной деталью, проверьте внутреннюю поверхность и определите, является ли подобранный металл литым.
- Магнитный или нет. Если металл магнитится, вероятнее всего, речь идет об углеродистой или легированной стали. Если основной металл не магнитится, материал может быть марганцевой сталью, нержавеющей сталью серии, цветным сплавом (алюминий, латунь, медь или титан).
- Образовавшиеся искры. Если во время прикосновения к дробилке металл образовывает большое количество иск, это свидетельствует о содержании углерода.
- Прочность. Сравните минимальную прочность электрода на разрыв с пределом прочности основного металла. Прочность на растяжение электродов на стержне можно определить по первым двум цифрам классификации на боковой поверхности электрода.
- Сварочный ток. Некоторые типы электродов могут использоваться только с источниками питания переменного или постоянного тока, в то время как другие виды электродов работают с обоими. Чтобы определить правильный тип сварочного тока для конкретных электродов, обратитесь к четвертой цифре классификации, которая представляет тип покрытия и тип совместимого сварочного тока.
Какой ток соответствует диаметру электродов

Выбор силы тока: простое объяснение
Поскольку сварка – это дело практики, изначально вы можете протестировать разную силу токов при работе с металлическими изделиями. Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер. Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Если у вас электрод диаметром 4 мм, тогда на аппарате устанавливаем значение от 120 до 200 Ампер. Сварка электродом 4 мм встречается часто и позволяет выполнять швы разного вида. Это наиболее популярный вариант для промышленной сварки. Если вы научитесь настраивать сварочный ток для 4 мм в этом диапазоне, это будет большим плюсом.
При работе с электродами 5-миллиметровым, переходим на более серьезную силу токов – от 160 до 200 Ампер. В этом случае специалисты советуют переходить на полупрофессиональные трансформаторы. Только в этом случае можно гарантировать стабильную работу аппарата и горение дуги.
Если говорить об электродах 8-ми миллиметров и большего диаметра, тогда стоит переходить на профессиональное оборудование. Это единственный вариант. Минимальное значение силы токов составит 250 Ампер, но чаще всего сварщики сталкиваются и с показателями до 350 Ампер.
На современном рынке встречаются инверторные сварочные аппараты. Это компактное оборудование, отличающееся надежностью. Они удобны для домашнего использования, но чаще подходят для сварки проволоки малого диаметра. Следовательно, сила токов не превысит 50 Ампер. Такие сварочные аппараты способны плавно регулировать силу токов с минимальной погрешностью при выполнении сварочного шва.
Даже если вы новичок и ранее не сталкивались со сваркой, ориентируясь на утвержденные стандарты легко выбрать силу тока и не допустить типичных ошибок при сварке электродом. Старайтесь избегать неаргументированных советов экспертов. Если вы ошибетесь с силой тока, есть вероятность, что металл будет прожигаться или не сможет плавиться на необходимую глубину. Значения силы тока для создания качественных швов фиксируются в ГОСТах и нормативных международных документах. Пользуйтесь ими и только с этой информацией вы сможете добиться желаемого результата.

Еще одна более универсальная таблица поможет вам настроить сварочный аппарат под работу с конкретным электродом:
Сила сварочного тока: какие параметры стоит учитывать
Помимо диаметра электрода важно обратить внимание на следующие параметры:
- сварка и толщина металла. Это обязательный фактор, который поможет определиться с диметром электрода;
- положение сварки. Только в нижнем положении вы не сможете сварить детали, других ограничений нет;
- многослойная сварка. Если вам нужно проварить в несколько проходов, тогда придется экспериментировать с силой токов;
- марка электрода. Чаще всего обращают внимание на этот пункт профессиональные сварщики, работающие с несущими конструкциями, в которых нельзя допускать ошибок. В таком случае есть определенные требования и к марке электрода;
- типы токов. Род бывает переменный и постоянный. Поскольку определенные электроды могут работать только с конкретными тирами, это может быть важно;
- какая полярность.
Вывод: почему важно определиться с силой сварочного тока
Если вы работаете со сварочным аппаратом без автоматического режима, определяться с силой токов придется научиться. За счет его изменения реально делать шов более прочным, утолщенным в зависимости от поставленной цели. Ошибки на практике встречаются, и это нормально. Но, если вы не хотите на них учиться, достаточно пользоваться таблицами, которые мы обозначили в обзоре. Сохраните их и при необходимости пользуйтесь. Через время вам удастся настраивать инвертор без погрешностей, чем вы упростите процесс сварки.