ПАЙКА СВИНЦА
Основные затруднения, возникающие при пайке свинца, обусловлены его сильной окисляемостью при нагреве на воздухе и образованием плотной окисной пленки, препятствующей пайке, а также легкоплавкостью свинца. При пайке свинца нагрев, как правило, производится кислородно-водородной горелкой с избыточным содержанием в пламени водорода, достаточного для удаления окисной пленки с поверхности металла, а также паяльной лампой или методом натирания. Пайка свинцовых деталей паяльником ведется редко. При пайке в пламени паяльной лампы детали нагревают до темп-ры, при к-рой конец прутка припоя при соприкосновении с паяемой поверхностью расплавляется и облуживает ее. Поверхности детали перед пайкой методом натирания механически очищают, а места вблизи спая покрывают жиром. От натекания припоя детали защищают слоем сажи. Пайку натиранием производят при помощи ветоши или кожи, пропитанных жиром; припой предварительно наносят на поверхность подогретой паяемой детали на ветошь или кожу. Для пайки свинца применяют оловянносвинцовые припои, чаще всего ПОСЗО, имеющие широкий интервал кристаллизации и пригодные для пайки способом натирания (см. Припои легкоплавкие).
Технология пайки намного проще, чем обычно считается. Изучив внимательно следующие рекомендации и проведя затем пробные пайки, можно убедиться, .
bibliotekar.ru/spravochnik-27/60.htm
Пайка . Для соединения различных металлических деталей часто применяется пайка (рис. 33 и 34). В процессе пайки швы между соединяемыми деталями заполняются .
bibliotekar.ru/teh-tvorchestvo/20.htm
Пайкой называют неразъемное соединение деталей специальным сплавом, называемым припоем. В отличие от сварки при пайке расплавляется только припой, .
bibliotekar.ru/spravochnik-58/14.htm
Пайка — это процесс получения неразъемного соединения металлических материалов и деталей из них расплавленным припоем. Припой — это металл или сплав, .
bibliotekar.ru/spravochnik-82/13.htm
Приемы пайки крепким припоем различаются, смотря по размерам и роду работы. Слесаря-замочники склеивают сплавом воска с канифолью пригнанные части, .
bibliotekar.ru/bep/97.htm
Свинцовая пайка. — свинец, благодаря его свойствам, о которых см. в ст. . При пайке листы своими очищенными с поверхности краями накладываются друг на .
bibliotekar.ru/bes/129.htm
Для пайки нихрома можно в качестве флюса использовать аспирин. Под разогретым жалом паяльника он плавится, хорошо смачивает нихромовую проволоку и легко .
bibliotekar.ru/spravochnik-83/51.htm
Производственные технологии. Смотрите также: Пайка. Технология пайки. припои · БРОКГАУЗ И ЕФРОН. Паяние. Пайка и припои .
bibliotekar.ru/spravochnik-132-proizvodstvo/6.htm
Пайка же медной проволоки сечением в несколько квадратных миллиметров потребует паяльника . Пайка требует использования специальных декапирующих средств. .
bibliotekar.ru/spravochnik-31/34.htm
Последние добавления:
Pereosnastka.ru

Типы соединений при пайке свинца
К атегория:
Типы соединений при пайке свинца
Нахлесточные соединения
Нахлесточные соединения более предпочтительны, чем стыковые. Для паяных соединений минимальная величина нахлестки равна 10 мм при толщине листов до 3 мм. Соединяемые поверхности обоих свинцовых листов зачищают и покрывают жировым флюсом. Кромку нижнего листа следует зачищать на 3 мм шире, чем верхнего. Кромку и внешнюю сторону верхнего листа также следует зачистить и офлюсовать на расстоянии примерно 10 мм. Затем детали собирают в узел и для плотной пригонки обстукивают деревянным или покрытым резиной молотком. После этого листы прихватывают припоем в нескольких местах через определенный интервал. Часто целесообразно ввести добавочное количество флюса, например за счет использования трубчатых припоев с канифолевым или стеариновым заполнением. Если применяется сплошной прутковый припой, то порошкообразную канифоль или стеарин можно наносить непосредственно на место соединения. Паяют обычно паяльником, припоем, содержащим 50% олова и 50% свинца.
Соединения в замок
Паяные соединения в замок обладают значительно большей прочностью и предпочтительны во всех тех случаях, когда соединение работает на растяжение. Эти соединения изготовляются так же, как и нахлесточные, с замковым соединением шириной 12,0 мм и более. Припой должен затекать внутрь замка между двумя соприкасающимися поверхностями.
Стыковые соединения
Стыковые соединения наименее благоприятны для пайки изделий из свинца. Их следует применять только в случаях, если другой тип соединения применить нельзя. Соединяемые кромки свинцовых листов скашиваются под углом в 45° или более к вертикали. После этого подготовленные кромки стыкуются и прихватываются с шагом в 10—15 мм. Бумажные полоски, пропитанные резиной и приклеенные параллельно кромкам на расстоянии от 6 до 10 мм, способствуют формированию паяного шва. Рекомендуется, как и для нахлесточных соединений, наносить добавочное количество флюса.
Припой вводят в разделку кромок и плавят паяльником. Следует вводить достаточное количество припоя, чтобы паяный шов получился слегка выпуклым.
Соединение труб
Для получения хороших результатов при пайке труб предварительная подготовка имеет также значение, как и непосредственно процесс пайки. При соединении труб одну из них вставляют в развальцованный раструб той трубы, в которую подается вода или какая-либо другая жидкость. Для плотного прилегания торец, входящий в раструб трубы, скашивается. Соприкасающиеся поверхности соединения, а также прилегающий к нему участок зачищаются скоблением. Затем наносится тонкий слой жира. После этого с обеих сторон вне зоны пайки наносится паяльный грунт или приклеиваются полоски бумаги, чтобы предотвратить излишнее растекание припоя. Подготовленные таким образом трубы собирают вместе и обжимают (обстукивают деревянным молотком). Полностью собранный узел закрепляют, так чтобы предотвратить смещение во время пайки.
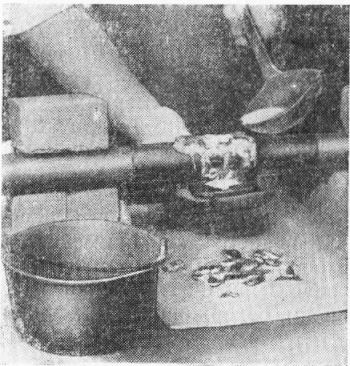
Рис. 1. Пайка путем заливки стыка припоем. Припой снизу удерживается салфеткой.
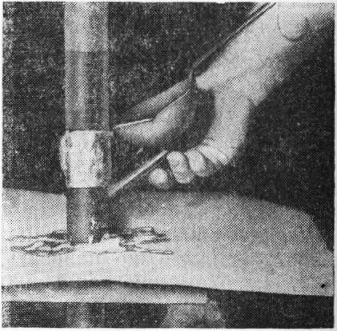
Рис. 2. Заливка припоем стыка паяного соединения труб, расположенных вертикально. Припой удерживается с помощью салфетки.
При горизонтальной пайке труб, показанной на рис. 1, место соединения медленно заливается сверху припоем при соответствующей температуре (около 315 °С) с последующим натиранием. Стекание припоя и формирование паяного шва регулируется паяльщиком вручную. Для этой цели применяются пропитанные жиром хлопчатобумажные концы, которыми натирается пастообразный припой. Когда процесс полностью закончен, соединение следует охладить.
При вертикальной пайке труб, показанной на рис. 2, подготовка соединения и пайка производятся так же, как и при горизонтальной, за исключением того, что припой наносится вокруг трубы у верхней границы зоны пайки, а концы для натирания держат непосредственно под ковшом у нижней границы.
Присоединение патрубков к свинцовым трубам производят следующим образом. В свинцовой трубе вырезают небольшое отверстие овальной формы. Края отверстия отбортовывают до необходимых размеров, образуя ввод, в который плотно вгоняется патрубок со скошенными кромками. Дальнейшая подготовка соединение и пайка натиранием производится так же, как описано выше.
Чашечные соединения труб подобны соединениям враструб, с той лишь разницей, что развальцованный конец свинцовой трубы не обжимается и пайку производят преимущественно паяльником, а не натиранием. Паять такие соединения можно только в вертикальном положении. Подготовка соединения под пайку состоит из скашивания кромок входящего конца трубы, развальцовки трубы, зачистки и нанесения флюса на те участки, которые образуют стык соединения. Вне этой зоны следует нанести грунт или приклеить бумагу. После этого трубы собирают и прихватывают припоем в нескольких точках. С помощью паяльника, имеющего заостренный наконечник, припой расплавляют по всей окружности соединения, пока он не заполнит его примерно наполовину. Полностью весь зазор соединения заполняется припоем с помощью паяльника с тупым наконечником.
Соединение кабелей
Место соединения кабелей в свинцовой броне из-за увеличения объема спаянных жил имеет больший диаметр, чем сам кабель. Поэтому необходимо применять свинцовые муфты.
Свинцовая муфта подбирается по диаметру соединяемого кабеля, а ее длина должна перекрывать стык на несколько сантиметров в обе стороны. Внутренние поверхности обоих концов муфты зачищают примерно на длине 25 мм и сразу же флюсуют жиром или стеариновой кислотой. Наружная поверхность муфты также зачищается и флюсуется на длине 50—75 мм в зависимости от диаметра, после чего муфта надевается на один из концов кабеля. После этого производится сращивание жил. Участки свинцовой брони, подлежащие пайке, зачищают скребком или шабером и покрывают флюсом, после чего муфта надвигается на место соединения кабеля.
Концы муфты обжимают или обстукивают деревянным молотком для плотного прилегания зачищенных и офлюсованных участков брони кабеля, после этого наносят дополнительный тонкий слой флюса. Для того чтобы предохранить участки брони вне зоны пайки от прилипания припоя, на броню приклеивают полоски бумаги или наносят паяльный грунт. После указанных операций производят пайку методом натирания так же, как пайку свинцовых труб (рис. 3).

Рис. 3. Пайка свинцовой брони кабеля.
Рис. 4. Пайка в стык свинцовых листов.
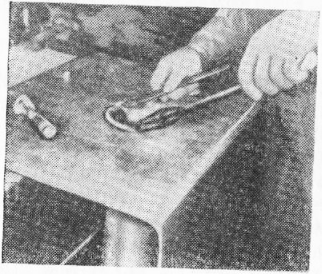
Рис. 5. Пайка свинцового листа с трубой.
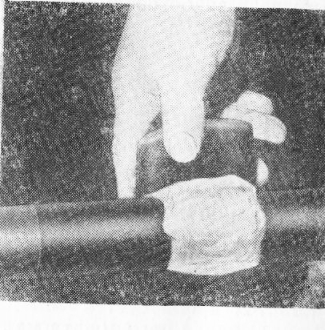
Рис. 6. Удаление излишка припоя и сглаживание паяного шва на свинцовой трубе.
Для улучшения герметичности шва, в котором могут возникать поры, рекомендуется дополнительно запаивать швы сплавом с температурой плавления около 90°. Сплав для запаивания укладывается на готовое соединение в виде тонкого прутка сразу же, как только затвердеет основной припой. Под действием остаточного тепла паяного соединения этот сплав расплавляется и его разглаживают салфеткой по поверхности паяного шва. Один из таких сплавов, применяемых для запаивания, содержит 52,5% висмута, 32% свинца и 15,5% олова.
Как спаять свинец со свинцом

| Текущее время: Сб мар 16, 2024 03:34:36 |
Часовой пояс: UTC + 3 часа
Запрошенной темы не существует.
Часовой пояс: UTC + 3 часа

Powered by phpBB © 2000, 2002, 2005, 2007 phpBB Group
Русская поддержка phpBB
Extended by Karma MOD © 2007—2012 m157y
Extended by Topic Tags MOD © 2012 m157y
Работоспособность сайта проверена в браузерах:
IE8.0, Opera 9.0, Netscape Navigator 7.0, Mozilla Firefox 5.0
Адаптирован для работы при разрешениях экрана от 1280х1024 и выше.
При меньших разрешениях возможно появление горизонтальной прокрутки.
По всем вопросам обращайтесь к Коту: kot@radiokot.ru
©2005-2024
Подобрать припой
У многих людей, осуществляющих пайку свинца, возникают определенные трудности, связанные, прежде всего, с тем, что этот металл имеет высокий уровень окисляемости при нагреве на открытом воздухе (не в вакуумной атмосфере), поэтому при работе начинает образовываться уплотненная окисная пленка, которая всячески затрудняет пайку. Кроме того, нельзя не отметить легкоплавкость свинца, поэтому пайка без проблем выполняется и в домашних условиях.
Если пайка свинца осуществляется в заводских условиях профессионалами, то нагрев металлов осуществляется с помощью специальной горелки, в пламени которой отмечается повышенной содержание водорода. За счет водорода окислы будут эффективно удаляться с паяной поверхности.
Свинцовые элементы с помощью традиционного электрического паяльника паяются достаточно редко, это обусловлено вполне понятными причинами. Одновременно с этим, если пайка осуществляется с помощью паяльной лампы, то свинцовые элементы будут нагреваться до того уровня температуры, при которой край припойного прутка при касании паяной поверхности будет активно расплавляться.
Перед пайкой свинца необходимо очистить детали механическим способом, а зоны около паяной поверхности требуется покрыть жиром. Чтобы припой не натекал, свинцовые детали рекомендуется защитить сажей. Пайка свинца натиранием осуществляется с помощью кожи или ветоши, которые были предварительно пропитаны жиром.
Пайка свинца выполняется, в большинстве случаев, традиционными оловянно-свинцовыми припоями марки ПОС, которые могут похвастать достаточно широким диапазоном кристаллизации. Помимо этого, пайка серебра может быть осуществлена достаточно большим количеством разнообразных легкоплавких припоев с низкой температурой плавления.
Обращаем внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях информационные материалы и цены, размещенные на сайте, не являются публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса РФ.