2. Электрохимическая обработка
В основе электрохимической обработки (ЭХО) металлов и сплавов лежит принцип анодного растворения обрабатываемой заготовки в растворе электролита. Для осуществления процесса необходимо иметь два электрода, из которых один — заготовка (анод), другой — инструмент (катод), электролит между ними, а также источник питания. Совокупность двух электродов (анода, катода) и электролита между ними называется электролитической ячейкой. Разновидности ЭХО можно условно разделить на две различные группы:
1.Электрохимическая обработка в стационарном электролите или медленно перемешиваемом.
2. Электрохимическая размерная обработка в проточном электролите (ЭХРО).
К 1 группе могут быть отнесены такие операции, как очистка поверхностей металлов от окислов, ржавчины, жировых пленок и других загрязнений; заострение и затачивание режущего инструмента; электрополирование; гравирование и маркирование по металлам и др.
Отличительной особенностью операций 1 группы являются то, что:
- обработка осуществляется при низких плотностях тока (не более 2 А/см );
- обеспечиваются сравнительно небольшие скорости растворения (10 — 10 мм/мин);
- общий объем удаляемого материала невелик;
- в межэлектродном пространстве отсутствуют (или имеется лишь малое количество) нерастворенных продуктов процесса;
- межэлектродное расстояние достаточно велико и может составлять сотни миллиметров.
На рис. 2.1 показана принципиальная схема электрохимической обработки в стационарном электролите для наиболее типичной операции — электролитического полирования, которая широко применяется при изготовлении различных деталей приборов (например, сильфонов, зубчатых колес, упругих элементов, полупроводниковых подложек для интегральных схем и др.). Прохождение электрического тока через электролит 3 и электроды 1 и 5 сопровождается растворением поверхности анода 5 в электролите 3 и образованием продуктов растворения 6, которые задерживаясь в углублениях шероховатой поверхности, изолируют последние от проходящего тока, сосредотачивая силовые линии 2 на незащищенных выступах поверхности анода. Выступы растворяются значительно быстрее впадин и сглаживаются. Процесс протекает при режимах: напряжение на электродах U =7-15 В, температура электролита (20-90) °С, плотность тока (2,5-100) А/дм . Из многих электролитов для полирования наиболее употребительными являются растворы на основе ортофосфорной, серной кислоты и хромового ангидрида, которые применяются при обработке черных и цветных металлов. С целью интенсификации процесса анодного растворения в 1928г. советские инженеры В.Н.Гусев и Л.П.Рожков предложили непрерывно обновлять электролит в межэлектродном промежутке. Их работы послужили основой для развития способов группы, которые объединены общим названием электрохимическая размерная обработка в проточном электролите (ЭХРО) (см. рис. 2.2). Эта обработка осуществляется при напряжении на электродах (5-35) В и характеризуется:
- интенсивной циркуляцией электролита в межэлектродном пространстве (скорость электролита 5-50 м/с);
- малым межэлектродным зазором (0,8-0,1 мм);
- большой анодной плотностью тока ( от 10 А/см до 500 А/см );
- высокой скоростью растворения (съема) металла (до 10 мм/мин);
- большим объемом удаляемого металла в единицу времени по сравнению с обработкой в стационарном электролите.
Изготовление изделий с использованием способов ЭХРО имеет ряд преимуществ по сравнению с другими известными видами размерной обработки:
- принципиальная возможность обработки почти всех токопроводящих материалов — независимо от их химического состава и механических свойств;
- производительность ЭХРО деталей сложных форм в 5-15 раз выше, чем при обработке резанием, а себестоимость операции — в 2-7 раз ниже;
- электрод-инструмент не изнашивается;
- обеспечивается высокое качество поверхности: шероховатость выработанной поверхности Ra=2,5-0,32 мкм, отсутствуют остаточные напряжения и упрочненный поверхностный слой после обработки. Существуют, однако, следующие недостатки использования этого процесса, которые несколько ограничивают область его применения:
- высокая энергоемкость процесса (8-25 кВт-ч/кг), обусловленная переходом металла в качественно новое (ионное) состояние, на что тратится большое количество энергии;
- необходимость надежной антикоррозионной защиты элементов оборудования;
- в ряде случаев относительно низкая точность обработки.
Таким образом, при определении целесообразности использования ЭХРО необходимо учитывать не только преимущества, но и недостатки процесса, при этом окончательное решение о выборе метода обработки должно основываться на экономическом сравнении различных вариантов технологического процесса изготовления детали. 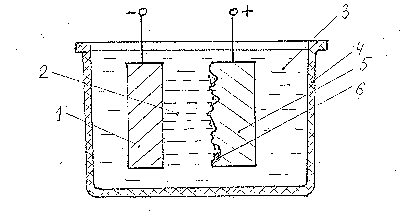 Рис. 2.1 Схема электролитического полирования (обработка в стационарном электролите):
Рис. 2.1 Схема электролитического полирования (обработка в стационарном электролите):
- катод, 2- силовые линии тока, 3- электролит, 4- ванна, 5- заготовка (анод), 6- продукты растворения.
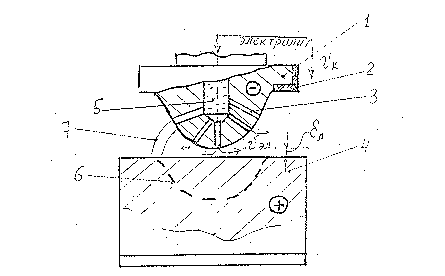 Рис. 2.2 Схема электрохимической размерной обработки: 1- инструмент-катод, 2- электроизоляционное покрытие, 3- каналы для подачи электролита, 4- заготовка, 5- электролит, 6- профиль обработанной поверхности, 7- силовые линии тока.
Рис. 2.2 Схема электрохимической размерной обработки: 1- инструмент-катод, 2- электроизоляционное покрытие, 3- каналы для подачи электролита, 4- заготовка, 5- электролит, 6- профиль обработанной поверхности, 7- силовые линии тока.
Электрохимическая обработка
Электрохими́ческая обрабо́тка, совокупность способов обработки изделий из металлов, сплавов или полупроводниковых материалов с использованием электрохимических процессов, происходящих на границе металла и электролита (сплава и электролита, полупроводника и электролита) при прохождении через них постоянного электрического тока. Практическое использование электрохимических методов началось с 1830-х годов (гальванопластика, гальванотехника). Методы электрохимической обработки разделяют на анодные и катодные (электролиз), по технологическим возможностям — на поверхностные и размерные.
Поверхностная электрохимическая обработка заключается в том, что под действием электрического тока в электролите происходит растворение материала анода (анодное растворение), причем быстрее всего растворяются выступающие части поверхности, что приводит к ее выравниванию. При этом материал снимается со всей поверхности, в отличие от механического полирования, где снимаются только выступающие части. Скорость анодного растворения зависит от расстояния между электродами: чем расстояние меньше, тем интенсивнее растворяется анод. Поэтому при идентичных по форме электродах выступы поверхности анода растворяются быстрее, чем углубления. Этот принцип лежит в основе таких технологических операций, как полирование, травление, очистка. Электролитическое полирование позволяет получить поверхности малой шероховатости. Отличием от механического полирования является отсутствие изменений в структуре обрабатываемого материала.
К размерным методам электрохимической обработки относятся анодно-гидравлическая обработка и анодно-механическая обработка. Если поверхность анода сравнительно ровная, а катод имеет выступы, то при малом расстоянии между электродами (десятые доли мм) и большой плотности тока (десятки А/см) на поверхности анода образуются выемки, точно повторяющие форму выступов катода. Размерная электрохимическая обработка позволяет при помощи электролитических методов изготовлять объемные детали. Так, при прямолинейном перемещении фигурного катода в теле анода образуется соответствующей формы полость; пользуясь стержневым катодом, можно «вырезать» объемные детали путем перемещения катода по заданной траектории.
Электрохимическая обработка металлических изделий в протоке электролита применяется для обработки внутренней поверхности каналов труб: удаление припуска по диаметру канала или формирование пазов, в том числе удаление нагартованного слоя. Она применяется также для подготовки поверхности под последующее гальваническое осаждение металлов; улучшает адгезию наносимого покрытия. В электронике различные способы электрохимической обработки применяют для полирования зеркал оптических квантовых генераторов, полирования и разрезания тонких металлических лент, уменьшения толщины дефектного слоя полупроводниковых пластин, контурного удаления слоя металла с поверхности диэлектрика (например, при изготовлении печатных плат), обработки деталей из сверхтвердых или хрупких материалов, полировки тонкостенных волноводов, изготовления специальной технологической оснастки (штампов, пресс-форм, литейных форм).
Основы ЭХО
1. ОСНОВНЫЕ СВЕДЕНИЯ ОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ 1.1. Основы процессов ЭХО Явление анодного растворения. Электрохимическая обработка металлов основана на способности их растворяться в результате оксидных реакций, происходящих в среде .
образующихся при предварительной термической или химической обработке заготовок или деталей. В зависимости от толщины оксидной пленки и ее химического состава применяют несколько способов электрохимического травления. Для удаления тонких оксидных .
перекрещивающихся отверстий, с крупномодульных шестерен и шлицевых валов. На рис. 1.9, а показана схема электрохимического растворения заусенцев небольшого размера. Электролит (на рисунке указан стрелками) прокачивается между электродом-анодом и .
укладывают трафарет с нужным изображением; рабочая часть электрода-инструмента имеет плоскую (непрофилированную) форму. При бестрафаретном маркировании рабочая часть электрода-инструмента (штемпеля) повторяет в зеркальном изображении наносимую .
высоким электрическим сопротивлением. При напряжении на электродах ниже 15 В силикатная пленка разрушается перемещающимся относительно обрабатываемой поверхности инструментом, что активизирует последующее анодное растворение. Одновременно .
ный раствор хлористого натрия. Жидкостно-абразивная обработка протекает устойчиво при 10—15%-ной концентрации его в воде. Однако применение электролита пониженной концентрации может привести к коррозии деталей из конструкционных сталей. Для .
Приготовление электролитов. При электрохимической обработке работы, связанные с приготовлением электролитов, производят для полной или частичной их замены. Полную замену электролита выполняют при переходе на обработку других металлов или при .
количество твердых растворяемых веществ засыпают мерной тарой в специальный бак или резервуар, а затем в него наливают в необходимом количестве воду. Чтобы ускорить приготовление электролита, полученную смесь перемешивают. При приготовлении .
вышением удельной электропроводности увеличивается производительность. Наибольшей электропроводностью среди водных растворов солей обладает 50%-ный раствор азотнокислого аммония NH4 N03 в воде. Его удельная электропроводность при рабочей температуре .
Для получения детали с заданным номинальным размером Н (рис. 1.25, а) с заготовки снимают определенный слой металла — припуск z. При этом совершают процесс формообразования при одном и том же размере X и межэлектродном промежутке, равном заданному .
Снизить значения этих погрешностей можно тщательной подготовкой (протиркой, удалением забоин) базовых поверхностей приспособления и заготовки перед закреплением последней, проверкой размеров электродов-инструментов перед установкой на станок, .
Источник питания и вспомогательные устройства чаще всего являются нормализованными узлами и могут выполняться в виде самостоятельных агрегатов или встраиваться в станок. Баки для электролита, теплообменник для его охлаждения или подогрева, источники .
Движение ленты осуществляется при вращении нижнего шкива, расположенного под крышкой 3 и приводимого в действие электродвигателем. Верхний (ведомый) шкив расположен под крышкой 6. Чтобы предотвратить падение отрезаемой заготовки, станок оснащен .
впитом через шестерни 4, 5. Для визуального контроля перемещения пиноли и соответственно глубины обработки имеется линейка 10; она связана с пинолью и перемещается вместе с ней относительно нониуса 11. Привод пиноли обеспечивает скорость ее .
ручного перемещения стола 2 и рукоятка 11 отвода и подвода шлифовальной бабки, кнопка толчковой подачи, рукоятки управления скоростью продольного перемещения стола. Бабка 4 изделия может разворачиваться с помощью поворотного стола и промежуточной .
Максимальный припуск, снимаемый за один цикл, 1,5 мм. Шероховатость обработанных поверхностей Ra =0,16-0,32 мкм. Для заточки задних поверхностей указанных резцов предназначен станок модели ЗЕ624Э. Он также работает в полуавтоматическом режиме. .
вания электролита крышка камеры закрывается клиновыми зажимами, которые приводятся в действие также от гидравлической системы станка. Часть гидравлической аппаратуры смонтирована в станине, а часть — на верхней ее плите, т. е. справа и слева от .
специальным механизмом перпендикулярно оси шлифуемой заготовки на глубину врезания. Передняя бабка 4 служит для закрепления и вращения заготовки с одновременной подачей на нее электрического тока от источника питания. В корпусе передней бабки .
тывают постоянное напряжение с помощью генератора, который работает от электродвигателя переменного тока. Наряду с указанным достоинством — наименьшей пульсацией — электромеханические ИП имеют недостатки: шум, вибрации, низкий КПД. Указанных .
в технических описаниях и инструкциях по их эксплуатации. Прежде чем приступить к эксплуатации станка для ЭХО, необходимо тщательно изучить эти документы и работать с ИП в строгом соответствии с их указаниями. Для предотвращения поражения .
наиболее тяжелые частицы электролита (шлам) отбрасываются на стенки барабана, а затем оседают. Ближе к центру ротора центрифуги располагается очищенный электролит, откуда он отсасывается и возвращается в бак или в станок через патрубок 5. По .
Известно несколько систем прерывистого регулирования, отличных по циклам срабатывания. На рис. 2.27, а показана циклограмма движения электрода-инструмента и подачи напряжения на оба электрода. Эта циклограмма поясняет последовательность работы .
подачи электрода-инструмента изображена на рис. 2.30. Система состоит из привода 2, включающего и выключающего электродвигатель и редуктор, блока 3 управления приводом и генератора 4. Вал электродвигателя вращает винт 1, который через резьбовую .
Ограничение размеров разрезаемых заготовок является следствием невозможности использования дисков большого диаметра ввиду их малой жесткости. Диски изготовляют из конструкционных сталей, например СтЗ, а ленты — из стали 65Г. Наружный диаметр дисков .
При анодно-механической отрезке могут возникать определенные неполадки, связанные с отклонениями параметров отрезки от заданных значений. В случае, если диск прекращает вращаться, а лента не перемещается, а также если нет следов оплавления на .
Если же размерная ЭХО осуществляется электродом-инструментом, у которого обрабатывающая (рабочая) поверхность непрямолинейной формы (рис. 3.9), то межэлектродный промежуток в этом случае на различных участках обрабатываемой поверхности имеет .
форме поверхностей с погрешностью 0,5—0,7 мм с использованием водного раствора хлористого натрия в непрерывном режиме. При этом скорость подачи электрода-инструмента составляет 0,8—1,0 мм/мин. Электрохимобработчик осуществляет наладку станка для .
При дальнейшем электрохимическом растворении металла заготовок наступает момент, при котором межэлектродный промежуток приобретает установившиеся, а электрического тока — постоянные значения. Это свидетельствует, что активная часть изготовляемого .
изводительность электрохимического шлифования. Зернистость алмазных кругов на их активной части существенно влияет на производительность процесса ЭХШ и качество обработанной поверхности. Оптимальную производительность и качество электрохимического .
кремния зеленого (K3). Брусок закрепляют на столе станка в тисках или в специальных оправках и подводят вращающийся алмазный круг к бруску. Брусок, многократно воздействуя на активную поверхность алмазного круга при периодической вертикальной подаче .
установленным стандартным размерам. Такие круги серийно выпускаются промышленностью, они служат для получения кругов с профилированной активной частью. Профилирование активной части круга для электрохимического шлифования отличается от правки круга .
ИП. К нижней плоскости основания прикреплена прокладка, выполненная из диэлектрического материала (например, текстолита). Толщина этой прокладки определяет межэлектродный промежуток при маркировании; обычно он составляет 0,2— 0,5 мм. В прокладке .
частью которых служат торец и наружная образующая (рис. 3.32, а). При обработке отверстий или полостей таким электродом-инструментом по мере углубления его в металл заготовки происходит дальнейшее анодное растворение стенок отверстий или полостей со .
струментом, имеющим отверстие (рис. 3.33) диаметром d — = 3 мм, высота выступа с на дне полости или отверстия может составлять 0,1—0,2 мм (рис. 3.33, а). При увеличении диаметра отверстия в электроде-инструменте до d=30 мм (рис. 3.33, б) высота .
С учетом значительной высоты пояска (4,7 мм) у электрода-инструмента и значения ат = 0,3 мм боковой межэлектродный промежуток аб составляет в данном случае 1,6—1,7 мм. При таком большом значении бокового межэлектродного промежутка обеспечить .
доемкость изготовления деталей и дает существенный экономический эффект. При оценке экономической эффективности от применения многоместных электродов-инструментов учитывают также, что изготовление их, как правило, сложнее, а следовательно, они .
На пакет заготовок устанавливают втулку 2 из диэлектрического материала, которую надевают на хвостовую часть электрода-инструмента 1 перед креплением его в цанговом зажиме пиноли станка. Втулку и пакет заготовок крепят в корпусе приспособления .
отверстия в оправках 6 и радиально расположенных в них втулках 11, являющихся электродами-инструментами, в межэлектродный промежуток. Последний образуется между поверхностью центрального отверстия обрабатываемой детали 4 и торцом втулок, .
полируемой поверхности механически удаляется характерная для электрохимического абразивного полирования оксидная пленка, имеющая темный цвет; в этом случае полируемая поверхность приобретает зеркальный металлический блеск. Производительность .
их кратковременно погружают в бак с 10%-ным раствором кальцинированной соды или 5%-ным мыльным раствором. Если при этом обнаружат на обработанных поверхностях участки с неудаленными продуктами электрохимического растворения, то для их окончательного .
Укладывают такие трубы с небольшим уклоном в сторону стока. При работе с заготовками массой более 20 кг рабочее место электрохимобработчика оборудуют подъемным механизмом (тельфером, краном и т. п.). Целесообразно в этих случаях использовать .
заболеваний и травматизма необходимо соблюдать правила производственной санитарии и гигиены труда. К самостоятельной работе на электрохимических станках допускают лиц не моложе 18 лет, прошедших медицинское освидетельствование, специальное обучение .
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Основы ЭХО

высоким электрическим сопротивлением. При напряжении на электродах ниже 15 В силикатная пленка разрушается перемещающимся относительно обрабатываемой поверхности инструментом, что активизирует последующее анодное растворение. Одновременно перемещающийся инструмент удаляет и продукты растворения из зоны обработки. При указанном напряжении на электродах, т. е. ниже 15 В, съем металла заготовки осуществляется в основном за счет анодного растворения. При повышении напряжения на электродах до 17—20 В происходят электрические пробои межэлектродного пространства и эрозионное разрушение металла заготовки; при этом процесс анодномеханической обработки ускоряется в десятки раз. На рис. 1.15 приведены технологические схемы анодно-механической отрезки металлическим диском и лентой.
Электроэрозионн о-х имическая обработка основана на совмещении электрохимической обработки с электроэрозионным разрушением металла. Одна из особенностей электроэрозионно-химического процесса заключается в том, что напряжение на электродах Uа (рис. 1.16), подводимое к электродам от источника питания, изменяется во времени т. При этом максимальное напряжение Uим электрического пробоя подбирают равным напряжению электрического пробоя Uпр электролита в зависимости от значения апр межэлектродного промежутка (см. рис. 1.17).
В период Т1 (см. рис. 1.16), когда напряжение на электродах возрастает от 0 до Uпр, происходит электрохимическая обработка. При напряжении Uпр наступает электрический пробой межэлектродного пространства, после чего некоторое время металл разрушается за счет эрозии, несмотря на уменьшение напряжения. Эрозионное разрушение металла (рис. 1.17) происходит на участках, где выступы микронеровностей обрабатываемой поверхности максимально приближены к обрабатывающей поверхности электрода-инструмента. Для разрушения металла на следующем участке обрабатываемой поверхности необходимо не только подать на электроды очередной импульс напряжения, но и сблизить их на расстояние п (см. рис. 1.17).
В течение времени тз (см. рис. 1.16) на участке, где в начальный период обработки произошло эрозионное разрушение металла, вновь наступает анодное растворение. Такое чередование стадий обработки протекает только на участках, где произошло эрозионное разрушение оксидной пленки. На участках, не подвергнутых эрозионному разрушению, металл снимается только за счет анодного растворения.
Электроэрозионно-химическую обработку называют также электрофизико-химической. Такой термин объективно отражает сущность этого процесса, так как здесь совмещены электрофизические (эрозия) и электрохимические (анодное растворение) процессы формообразования.
Все рассмотренные процессы ЭХО протекают при наличии электролитов — химических растворов, обладающих электролитической, или ионной, проводимостью, т. е. способностью пропускать электрический ток под действием электрического напряжения за счет движения ионов. Этим же свойством обладают вода, спирт и другие жидкости. Электропроводность электролитов значительно меньше электропроводности металлов, у которых носителями тока являются свободные электроны. С повышением температуры при нагреве электропроводность, являющаяся величиной, обратной электрическому сопротивлению, уменьшается у металлов и увеличивается у электролитов.
Различают слабые и сильные электролиты. Первые лишь частично диссоциируют на ионы, причем с ростом концентрации компонентов степень диссоциации и электропроводность их значительно уменьшаются. Сильные электролиты, наоборот, полностью распадаются на ионы, несмотря на значительные концентрации компонентов, при этом существенно повышается их электропроводность. К сильным электролитам относят почти

все растворы солей и кислот, а к слабым, например, — растворы оснований.
Металлы различных марок активно растворяются только в электролитах определенного состава и заданной концентрации. Однако на технологические характеристики процессов ЭХО (производительность, точность и качество обработки) влияют не только состав электролита и концентрация входящих в него компонентов, но и его температура, водородный показатель рН, характеризующие концентрацию ионов водорода в электролите, или кислотность, а также скорость прокачки его в межэлектродном промежутке.
Концентрация, состав и свойства электролита. Концентрация компонентов в электролите является показателем их количественного содержания в растворителе — воде. Ее оценивают в процентах (относительная величина) или в г/л (весовая величина), или в мл/л (объемная величина). В технологической документации концентрацию электролитов указывают в процентах для процессов ЭХО, в которых используют однокомпонентные электролиты на основе солей, поступающие на приготовление электролитов как в сухом, так и в жидком (растворенном) виде. При этом в документации для контроля концентрации электролита дополнительно указывают требуемую его плотность.
Концентрация компонентов в электролите в г/л или мл/л позволяет выполнять более точное дозирование компонентов и указывается в документации при необходимости приготовления многокомпонентных электролитов.
Состав электролита определяют исходя из необходимой производительности и назначения данного процесса ЭХО, точности и качества обработки. Так, при электрохимическом полировании деталей из СтЗ применяют водные растворы фосфорной Н3Р04 или серной H2S04 кислот с добавлением в них хромового ангидрида СгОз, а при электрохимическом формообразовании изделий из той же стали, когда необходимо выдержать размеры и форму с заданной точностью, используют водные растворы азотнокислого натрия NaNOз. В первом случае необходимо обеспечить малую шероховатость полируемой поверхности при относительно минимальной производительности процесса, во втором случае, наоборот, требуется достичь высокой производительности при сравнительно малой шероховатости обрабатываемой поверхности.
При анодно-механической обработке, когда обрабатываемые участки заготовки необходимо предохранить от анодного растворения, применяют электролиты, образующие стойкие к анодному растворению пленки. Например, при анодно-механической отрезке в качестве электролита используют водный раствор си
ликата натрия (жидкое стекло), который образует на необрабатываемых поверхностях заготовки стойкую к анодному растворению пленку; при этом высокая производительность процесса обеспечивается эрозионным разрушением обрабатываемого металла. Для получения более малой, чем при отрезке, шероховатости и достаточной точности размеров при минимальном слое удаляемого металла используют водные растворы сернокислого натрия Na2SO4.
При электрохимическом травлении используют электролиты на основе солей, щелочей и кислот с незначительной концентрацией их в воде. Так, при травлении углеродистых сталей применяют электролит, содержащий в 1 л воды 10 г соляной кислоты, 50 г хлористого натрия и 150 г хлористого железа. Для травления легированных сталей используют водный раствор серной кислоты (100 г/л), а для травления титановых сплавов — водный раствор серной кислоты (200 г/л) с добавкой в него фтористого натрия (50 г/л). Следует отметить, что применение электролитов с большей концентрацией может привести к образованию на поверхности детали оксидных пленок, затрудняющих проведение процесса. При указанных составах и концентрациях оптимальная рабочая температура приведенных электролитов лежит в пределах от 30 до 70°С. Под рабочей температурой принято понимать температуру электролита, поступающего в зону обработки.
В состав электролита для электрохимического полирования алюминия и его сплавов входят фосфорная и серная кислоты и хромовый ангидрид в следующем соотношении: первых двух компонентов — по 400 мл, а последнего — 60 г на 1 л воды. Рабочая температура такого электролита от 65 до 75°С.
Для полирования меди и ее сплавов в состав электролита вводят фосфорную кислоту (800 г/л) и бутиловый спирт (80 мл/л). Наибольший эффект обработки достигается при рабочей температуре электролита от 18 до 30°С. Полирование углеродистых сталей выполняют в электролите, в состав которого входят 650 мл/л фосфорной и 150 мл/л серной кислот, а также 5 г/л хромового ангидрида; рабочая температура электролита 70—80°С.
Электрохимическое абразивное полирование производят в водном растворе азотнокислого натрия. В зависимости от вида обрабатываемого материала концентрацию электролита изменяют в пределах от 10 до 20%. Для механического удаления с обрабатываемых поверхностей оксидных пленок в состав электролита дополнительно вводят абразивные порошки, например оксид хрома.
Наиболее распространен при электрохимической жидкостно-абразивной обработке электролит, представляющий собой вод-
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _