Какой флюс лучше для пайки алюминия
При упоминании такого процесса, как пайка алюминия, многих мастеров бросает в холодный пот. Этот материал настолько коварный, что так и норовит напакостить бедному пользователю. Однако практика показывает, что большая часть проблем связана с банальным незнанием особенностей алюминия и применением присадок для других металлов. В результате обычная пайка превращается в сущий ад.
Сегодня мы расскажем про все тонкости работы с этим металлом, чтобы развеять ваши страхи.
Почему алюминий плохо паяется
Металл, а также его сплавы, категорически не переносят пайку. Любые попытки нанести припой в зону соединения заканчиваются провалом – он просто не пристанет. В сравнении с медью и другими материалами, алюминий можно смело назвать самым худшим.
Причина кроется в таком явлении, как оксидная пленка. Алюминий достаточно активно и быстро реагирует с находящимся в воздухе кислородом. Даже после зачистки места пайки, поверхность быстро покрывается новым слоем оксида.
Пленка является собственной защитой алюминия. Она выдерживает большие температуры без разложения. Оксид отличается химической стойкостью, именно этим объясняется инертность алюминия к окружающей среде. Металл попросту не чувствителен к флюсам, которые используется при классической пайке цветных материалов.
Кроме того, в состав классического припоя входят олово, кадмий и другие элементы. Алюминий крайне неохотно контактирует с этими металлами, отказываясь образовывать соединение.
Сам металл обладает относительно низкой температурой плавления – около 660 градусов. Оксидная пленка наоборот, показывает высокие показатели стойкости к нагреву. Такая разница температур вызывает дополнительные осложнения в процессе спаивания.
Используем правильные компоненты
Чтобы пайка дала качественный, прочный шов, необходимо использовать припой с добавлением цинка. Этот элемент отличается хорошей растворимостью с алюминием и позволяет паять высокопрочные соединения.
Второй важный момент – удаление оксидной пленки. Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Более эффективными являются флюсы для алюминия. Их преимущества:
- быстрое действие;
- полное удаление оксида в зоне работы паяльником;
- способствуют более прочному соединению.
Для алюминия подходят только активные составы с достаточной реакционной способностью!
Основными компонентами таких растворов являются муравьиная, уксусная, олеиновая кислоты. Показатель их реакционной способности возрастает с нагревом. Таким образом, оксид полностью разрушается под флюсом, оставляя чистое место.
Выбор оптимального флюса
Для алюминиевых деталей подходят следующие составы:
- Ф59 – предназначен для относительно небольших температур, подходит для сплавов с медью и сталью;
- Ф61 – кроме алюминия подходит для других цветных металлов при температуре паяльника до 320 градусов;
- Ф54 (А) – выполнен на основе триэтаноламина, подходит для домашних работ;
- Ф64 – активный флюс для алюминия и сплавов (дюраль, силумин).
На практике также применяются и другие, импортные составы, однако их действие схожее с описанными.
Стоит отметить, что каждый флюс для Al имеет активные компоненты в своем составе: хлориды, кислоты и другие компоненты, небезопасные при контакте с человеком. Чтобы уберечь себя от последствий воздействия агрессивной среды, в процессе работы важно соблюдать правила безопасности.
Не стоит волноваться – при соблюдении правил пайка алюминия не вызовет трудностей.
Проблемы пайки алюминия и его сплавов
Опасность разупрочнения и расплавления алюминия при пайке
Алюминий— металл, не имеющий полиморфного превращения, с относительно невысокой температурой плавления ( 660°С ), легкий (плотность 2,7 г/см 3 ), с высокой теплопроводностью и коррозионной стойкостью в атмосферных условиях и некоторых кислотах. При нагреве его модуль упругости быстро снижается, поэтому алюминиевые конструкции при температурах 250—300°С и выше могут терять устойчивость. Температура солидуса промышленных алюминиевых сплавов низкая (500—640°С). Велика вероятность их перегрева, поэтому высокотемпературная пайка проводится в узких интервалов нагрева. Температура рекристаллизации алюминия и его сплавов составляет 250—300 °С, при ней происходит разупрочнение алюминиевых сплавов, упрочненных предварительно наклепом.
Алюминиевые сплавы, упрочняемые по механизму дисперсионного твердения («старения»), при нагреве под пайку разупрочняются в результате коагуляции упрочняющих их фаз. В связи с этим пайке подвергают только алюминий и небольшое число деформируемых, термически необрабатываемых сплавов систем Al — Si, Al—Si—Mg, Al—Mg—Si, Al—Mg—Mn и др. Практически не подвергаются высокотемпературной пайке деформируемые, термически обрабатываемые сплавы систем Al—Сu—Mg (дюралюминий) и Al—Zn— Mg, а также литейные сплавы систем Al—Si—Mg, Al—Сu—Si, Al—Mg, Al—Сu—Ti; Al—Сu—Ti—Si. Одной из причин этого является близость температур нагрева при закалке этих сплавов к температурам их солидуса и опасность вследствие этого пережога паяемых сплавов. Закалка паяных соединений после пайки от более низких температур не обеспечивает достаточной прочности паяных соединений.
Слабая растворимость компонентов припоя
Алюминий с большинством легкоплавких элементов, составляющих основу легкоплавких припоев (Sn, Pb, Cd, Bi, In, Li, Na), образует монотектические диаграммы состояния, с весьма слабой взаимной растворимостью компонентов (кроме цинка, образующего с алюминием эвтектику при температуре 382°С и широкую область твердых растворов со стороны алюминия и олова). Поэтому низкотемпературная пайка алюминия и его сплавов применяется весьма ограниченно.
Большинство депрессантов алюминиевых припоев, таких, как Сu, Сг, Mn, Mg, Ti, имеют с алюминием высокое химическое сродство и образуют химические соединения, входящие в эвтектики. Такой компонент алюминиевых припоев, как кремний, образует с алюминием сплавы с простой, относительно пластичной эвтектикой.
Наиболее прочной является эвтектика с серебром (σв = 24,4 МПа), а затем по мере убывания прочности располагаются эвтектики Al—Si—Сu, Al—Сu; Al—Ni, Al—Mg—Si. Наименее прочной является эвтектика Al—Mg—Сu (σв = 7,5 МПа).
Барьер из оксидной пленки
Первые же попытки паять алюминий припоями и флюсами, пригодными для сталей и медных сплавов, потерпели неудачу. Этот металл и его сплавы не смачивались припоями, пригодными для пайки сталей и медных сплавов. Более двух десятилетий алюминий считали трудно паяемым и даже непаяемым металлом. Причина этого заключалась прежде всего в высокой химической стойкости его оксида.
Пленка оксида, образовавшаяся на воздухе при 20°С, состоит из двух слоев. Внутренний слой оксида, прилежащий к металлу (барьерный), — компактный, с недостроенной кристаллической решеткой, т. е. аморфный, который может перейти в кристаллическую модификацию после длительной выдержки на воздухе или после двухчасовой выдержки при температуре свыше 20°С.
Наружный слой так называемой воздушно-оксидной пленки состоит из более проницаемого пористого оксида; его толщина зависит от продолжительности реакции и влажности окружающей атмосферы.
Наибольшая выдержка при температуре до ∼500°С приводит к образованию аморфного оксида. После выдержки при температуре до 475°С в течение 10—12 ч или после выдержки при температуре 500°С в течение 2—4 ч наблюдается частичный переход оксида в кристаллическое состояние. Длительное окисление при температуре свыше 475 °С ведет к полному переходу оксида в кристаллическое состояние.
После погружения в воду при температуре 60 °С на поверхности алюминия мгновенно образуется пленка байерита (Al2O3·ЗН2O) . При контакте с водой на поверхности алюминия образуется также гидрат оксида алюминия.
Состав и структура оксидной пленки, покрывающей алюминий, обусловливают ее свойства. При температуре 20°С теоретическая плотность α- Al2O3 составляет 3,97 г/см 3 .
В интервале температур 0—100°С средний коэффициент линейного расширения оксида алюминия α= (6—8) 10 -6 °С -1 . Температура плавления α- Al2O3 составляет 2045°С, температура кипения равна °С. Коэффициент его теплопроводности при температуе 20°С λ = 30,145 Вт/(м·°С). Давление паров α- Al2O3 при температуре его плавления равно 455 Па; давление диссоциации α- Al2O3 при температуре 2000 °С — 1,33·10 -3 Па , т. е. оксид Al2O3 практически не восстанавливается в используемых для этой цели газообразных средах и не испаряется при пайке. Этот оксид устойчив к действию воды и кислот.
На поверхности сплавов Al—Mg (с 2,8—8 % Mg) при нагреве до 120°С образуется пленка аморфного оксида Al2O3 ; при 120— 350°С — γ- Al2O3 . При нагреве выше 400°С растет двухслойная оксидная пленка: сверху оксид MgO, а под ним γ- Al2O3 , что обусловлено большим давлением пара магния.
Вследствие перестройки кристаллической решетки и изменения физических свойств при нагреве до температуры пайки в оксиде алюминия возможны местные нарушения ее сплошности и другие дефекты, по которым может происходить контакт паяемого металла с жидким припоем.
Перед пайкой поверхность алюминиевых сплавов нуждается в подготовке
Пайка алюминия и его сплавов
Алюминий — металл, не имеющий полиморфного превращения, с относительно невысокой температурой плавления (660 °С), легкий (плотность 2,7 г/см 3 ), с высокой теплопроводностью и коррозионной стойкостью в атмосферных условиях и некоторых кислотах. При нагреве его модуль упругости быстро снижается, и поэтому алюминиевые конструкции при температурах 250—300 °С и выше могут терять устойчивость. Температура солидуса применяемых в промышленности алюминиевых сплавов довольно низкая (500—640 °С). Поэтому велика вероятность их перегрева, что при высокотемпературной пайке требует весьма узких интервалов нагрева. Температура рекристаллизации алюминия и его сплавов составляет 250—300 °С, и при ней происходит разупрочнение алюминиевых сплавов, упрочненных предварительно наклепом.
Алюминиевые сплавы, упрочняемые по механизму дисперсионного твердения («старения»), при нагреве под пайку разупрочняются в результате коагуляции упрочняющих их фаз. В связи с этим пайке подвергают только алюминий и небольшое число деформируемых, термически необрабатываемых сплавов систем Al—Si, Al—Si—Mg; Al—Mg—Si; Al—Mg—Мп и др. Практически не подвергаются высокотемпературной пайке деформируемые, термически обрабатываемые сплавы систем Al—Сu—Mg и Al—Zn— Mg, а также литейные сплавы систем Al—Si—Mg; Al—Сu—Si: Al—Mg; Al—Сu—Ti; Al—Сu—Ti—Si. Одной из причин этого является близость температур нагрева при закалке этих сплавов к температурам их солидуса и опасность вследствие этого пережога паяемых сплавов. Закалка паяных соединений после пайки от более низких температур не обеспечивает достаточной прочности паяных соединений.
Алюминий с большинством легкоплавких элементов, составляющих основу легкоплавких припоев (Sn, Pb, Cd, Bi, In, Li, Na), образует монотектические диаграммы состояния, с весьма слабой взаимной растворимостью компонентов (кроме цинка, образующего с алюминием эвтектику при температуре 382 °С и широкую область твердых растворов со стороны алюминия и олова). Поэтому низкотемпературная пайка алюминия и его сплавов применяется весьма ограниченно.
Большинство депрессантов алюминиевых припоев, таких, как Сu, Cr, Mn, Mg, Ti, имеют с алюминием высокое химическое сродство и образуют химические соединения, входящие в эвтектики. Такой компонент алюминиевых припоев, как кремний, образует с алюминием сплавы с простой, относительно пластичной эвтектикой.
Наиболее прочной является эвтектика с серебром (oB = = 24,4 МПа), а затем по мере убывания прочности располагаются эвтектики А1—Si—Сu; А1—Сu; А1—Ni; Al—Mg—Si. Наименее прочной является эвтектика А1—Mg—Сu (oв = 7,5МПа).
Первые же попытки паять алюминий припоями и флюсами, пригодными для сталей и медных сплавов, потерпели неудачу. Этот металл и его сплавы не смачивались припоями, пригодными для пайки сталей и медных сплавов. Более двух десятилетий алюминий считали труднопаяемым и даже непаяемым металлом. Причина этого заключалась прежде всего в высокой химической стойкости его оксида.
Пленка оксида, образовавшаяся на воздухе при 20 °С, состоит из двух слоев. Внутренний слой оксида, прилежащий к металлу (барьерный), — компактный, с недостроенной кристаллической решеткой, т. е. аморфный, который может перейти в кристаллическую модификацию после длительной выдержки на воздухе или после двухчасовой выдержки при температуре свыше 20 °С.
Наружный слой так называемой воздушно-оксидной пленки состоит из более проницаемого пористого оксида; его толщина зависит от продолжительности реакции и влажности окружающей атмосферы.
Наибольшая выдержка при температуре до ~500 °С приводит к образованию аморфного оксида. После выдержки при температуре до 475 °С в течение 10—12 ч или после выдержки при температуре 500 °С в течение 2—4 ч наблюдается частичный переход оксида в кристаллическое состояние. Длительное окисление при температуре свыше 475 °С ведет к полному переходу оксида в кристаллическое состояние.
После погружения в воду при температуре 60 °С на поверхности алюминия мгновенно образуется пленка байерита (А120з . 3Н20). При контакте с водой на поверхности алюминия образуется также гидрат оксида алюминия.
Состав и структура оксидной пленки, покрывающей алюминий, обусловливают ее свойства. При температуре 20 °С теоретическая плотность а-Аl2Оз по Р. К. Харту составляет 3,97 г/см 3 .
В интервале температур 0—100 °С средний коэффициент линейного расширения оксида алюминия а— (6-8) 10 -6 °С -1 . Температура плавления а-А120з составляет 2045 °С, температура кипения равна 2980 °С. Коэффициент его теплопроводности при температуре 20 °С A= 30,145 Вт/ (м • °С). Давление паров а-А1203 при температуре его плавления равно 45,5-10 Па; давление диссоциации а-А12Оз при температуре 2000 °С — 1,33 . 10 -3 Па, т. е.
оксид А1203 практически не восстанавливается в используемых для этой цели газообразных средах и не испаряется при пайке. Этот оксид устойчив к действию воды и кислот.
На поверхности сплавов А1—Mg (с 2,8—8 % Mg) при нагреве до 120 °С образуется пленка аморфного оксида А1203; при 120— 350 °С —у-А1203. При нагреве выше 400 °С растет двухслойная оксидная пленка: сверху оксид MgO, а под ним у-А12Оз, что обусловлено большим давлением пара магния.
Вследствие перестройки кристаллической решетки и изменения физических свойств при нагреве до температуры пайки в оксиде алюминия возможны местные нарушения ее сплошности и другие дефекты, по которым может происходить контакт паяемого металла с жидким припоем.
Подготовка алюминиевых сплавов перед пайкой состоит из следующих операций: 1 — обезжиривания; 2 — травления в 10 — 15 %-ном NaOH при 60 °С; 3 — промывки в холодной воде; 4 — обработки в 20 %-ном растворе HN03; 5 — тщательной промывки в проточной горячей и затем холодной воде; 6 — сушки горячим воздухом. Пайка проводится не позже чем через 6—8 ч после подготовки. При низкотемпературной пайке алюминий с чистой блестящей поверхностью можно паять без подготовки. После термообработки или плохих условий хранения необходима ее подготовка, а в некоторых случаях даже шлифование.
Обезжиривать поверхности деталей из алюминиевых сплавов перед пайкой можно в органических растворителях — бензине или ацетоне. Такие растворители пригодны для удаления неомыляемых щелочами жиров и маркировочных знаков. После сушки на воздухе в течение 10—20 мин процесс обезжиривания считается законченным. После предварительного обезжиривания толстый слой оксида может быть удален механически или химически.
Механическую очистку поверхности алюминиевых деталей и припоя проводят металлической щеткой или шлифовальной шкуркой. Детали, обработанные резанием, можно паять без дополнительной зачистки, но с обязательным удалением остатков эмульсии обезжириванием. Перед сборкой механически обработанные детали протирают бензином, этиловым спиртом или ацетоном.
Химическую обработку поверхности алюминиевых сплавов перед пайкой проводят в водных растворах едкого натра или едкого натра с кальцинированной содой и тринатрийфосфатом. Операция обезжиривания в таких растворах имеет пять переходов: травление в ванне, промывка в горячей воде (50—70 °С) в течение 30—40 с, осветление в 20—25 %-ном растворе азотной кислоты при температуре 17—28 °С в течение 10—20 с, промывка в горячей проточной воде и сушка в сушильном шкафу при температуре 80—100 °С в течение 20—30 с.
Алюминиевые сплавы перед пайкой можно травить и в 5 %-ном водном растворе NaON при 150 °С в течение 10—15 с. При этом требуется тщательный контроль температуры.
Для травления алюминия и его сплавов может быть использован водный раствор 20 %-ной фосфорной и 10 %-ной азотной кислот со смачивающим агентом. Процесс травления осуществляют при погружении в раствор при температуре 80 °С с выдержкой 1 мин.
Детали из листов, плакированных силумином, могут быть подготовлены к пайке путем промывки их бензином, затем в 5—8 %-ном растворе каустическй соды NaOH при температуре 60—80 °С, далее в холодной проточной воде и нейтрализованы в 10—15 %-ном растворе азотной кислоты (40—60 с) с последующей промывкой и сушкой в сушильном шкафу. После сушки на них могут быть водяные подтеки, которые не влияют на качество паяного соединения.
Подготавливают поверхности алюминия и его сплавов перед пайкой не позже чем за трое суток.
Подготовленные детали перед флюсовой пайкой собирают с равномерными зазорами шириной 0,15—0,3 мм. Фиксируют детали с учетом размеров и типа конструкции изделия и толщины его стенки путем установки деталей на место под действием собственной массы, точечной сваркой, свинчиванием, кернением, насечкой. Сложные изделия собирают и паяют в специальных прижимных и сборочных приспособлениях с механическими или пневматическими прижимами.
Низкотемпературная пайка алюминия. Пайку нагревом до температуры 450 °С проводят обычно оловянно-цинковыми, кадмиево-цинковыми и цинковыми припоями. Соединения из алюминия и его сплавов, паянные легкоплавкими припоями на основе олова или олова со свинцом, имеют низкую коррозионную стойкость как в условиях хранения, так и во всеклиматических условиях испытаний и в морской воде.
В 50—60-х годах было установлено, что склонность к коррозии может быть снижена при введении в легкоплавкие припои цинка. Однако существенного повышения коррозионной стойкости паяных соединений удается достичь лишь при введении в эти припои >50 %Zn. Вместе с тем подобное содержание цинка в оловянных и оловянно-свинцовых припоях приводит к существенному повышению температуры их полного расплавления (>370 °С). При ограничении температуры пайки 300 °С содержание цинка в припоях Sn—Zn не превышает 20 %. При содержании в припоях 30—40 % Zn частичная замена олова кадмием или кадмием и свинцом мало влияет на их температуру начала и конца кристаллизации.
Положительное влияние цинка на коррозионную стойкость соединений из алюминия и его сплавов, паянных оловянными или оловянно-свинцовыми припоями, по мнению Дж. Д. Дауда, обусловлено улучшением соотношения потенциалов паяемого металла и шва. Однако при этом важную роль играют процессы пассивирования, т. е. образования оксидной пленки на контактирующих поверхностях металлов, тормозящие развитие коррозии. При развитии пассивирования соотношение потенциалов контактирующих металлов может и не оказывать существенного влияния на развитие коррозии. Развитие процессов пассивирования тормозится в узких зазорах между контактирующими металлами из-за затрудненного доступа в эти места кислорода, в результате чего в зазорах развивается щелевая коррозия.
Н. Ф. Лашко и С. В. Лашко высказали предположение, что развитие щелевой коррозии в соединениях из алюминия и его сплавов, паянных легкоплавкими припоями на основе олова или олово — свинец (отслоение шва от паяемого материала без видимых следов коррозии), связано с характером физико-химического взаимодействия олова и свинца с алюминием. Из двойных диаграмм состояния Al—Sn и Al—Рb следует, что при низкотемпературной пайке растворимость алюминия в олове и свинце весьма мала; при пайке алюминия такими припоями весьма слабо развивается диспергация оксидной пленки от мест ее разрушения. Это особенно проявляется при бесфлюсовой пайке с применением ультразвука или абразивной пайки. В результате этого связь между паяным материалом и швом осуществляется лишь по отдельным «мостикам» связи, между которыми располагаются невидимые для невооруженного глаза щели между паяным швом и основным материалом, по которым и протекает щелевая коррозия. При погружении паяного соединения в подсоленную воду образуются продукты коррозии (гидрооксиды), вызывающие изменение состава электролита, в результате чего снижается его рН, что способствует более интенсивному развитию коррозии.
С изложенной точки зрения, положительное влияние на коррозионную стойкость цинка в припоях с оловом и свинцом обусловлено повышением при этом растворимости в припое алюминия и, как следствие, более активным развитием процесса диспергации оксидной пленки на поверхности алюминия при низкотемпературной пайке. Процессу диспергации способствуют также повышение температуры и длительности выдержки при пайке, а также введение в припои других элементов, обладающих достаточно высоким химическим сродством к алюминию, в том числе образующих с ним химические соединения, особенно выше температуры пайки. К таким элементам с высоким химическим сродством к алюминию относятся серебро, сурьма, никель, а также медь, титан, магний, литий и др.
Слабо взаимодействуют с алюминием не только олово и свинец, но и кадмий. С. В. Лашко и В. П. Батраковым показано, что в этом случае введение цинка благоприятно для повышения коррозионной стойкости паяного соединения; припой П300А (60 % Zn—40 % Cd) образует с алюминиевым сплавом АМц коррозионно-стойкие паяные соединения, которые не снижают механических свойств после пребывания их в камере тропической атмосферы в течение четырех месяцев и в условиях полупромышленной атмосферы в течение девяти месяцев.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Пайка алюминия

Трудность пайки алюминия обычными припоями и флюсами обуславливается целым рядом факторов. Прежде всего, это наличие тугоплавкой и химически стойкой оксидной пленки. Оксид Al2O3препятствует смачиванию поверхности припоем и растворению в нем основного металла. Чтобы разрушить его, применяют механическую обработку и сильнодействующие флюсы.
Создает трудности для пайки и низкая температура плавления алюминия, составляющая 660°C. При нагреве прочность металла быстро снижается, и уже при температурах 250-300°С алюминиевые конструкции могут терять устойчивость. Температура солидуса (температура, при которой плавится самый легкоплавкий компонент) основных алюминиевых сплавов, варьируется в интервале 500-640°С. Это оставляет очень узкий температурный интервал для применения высокотемпературной пайки, при которой существует опасность перегрева и расплавления самой паяемой детали.
В отношении большинства элементов, составляющих основу легкоплавких припоев (Sn, Pb, Cd, Bi, In), у алюминия имеет место слабая взаимная растворимость, что снижает прочность паяных соединений. Исключением является цинк, который с алюминием хорошо взаиморастворимы, обеспечивая необходимую прочность соединения.
Материалы для пайки алюминия
Припои
При использовании высокоактивных флюсов и хорошей подготовки поверхности, алюминий можно паять и оловянно-свинцовыми припоями. Однако их выбор все же нельзя считать удачным. Помимо того, что имеет место упомянутая выше плохая растворимость алюминия в системах Sn-Pb, оловянно-свинцовые припои обеспечивают очень низкую коррозионную стойкость паяного соединения. Чтобы преодолеть этот недостаток, соединения, паянные оловянными или оловянно-свинцовыми припоями, необходимо покрывать специальными лакокрасочными покрытиями.
Качественную пайку алюминия обеспечивают припои содержащие цинк, серебро, медь, алюминий, кремний. Существует большое количество составов как отечественного, так и импортного производства, содержащих эти элементы в различном соотношении. Из отечественных припоев можно привести ЦОП40 (60% олова и 40% цинка) и 34А (66% Аl, 28% Cu и 6% Si). Чем выше содержание цинка в цинковом припое, тем большую коррозионную стойкость и прочность имеет паяное соединение.
Большинство припоев является низкотемпературными, однако температура их плавления выше, чем у оловянно-свинцовых. По-настоящему высокотемпературными являются алюминиево-кремниевые (силумины) и алюминиево-медно-кремниевые припои. В качестве первого можно привести припой Aluminium-13 фирмы Chemet, содержащий 13% Si и 87% Аl (припой покрыт флюсом). Его температура пайки составляет 590-600°C. Примером второго может служить, уже упоминавшийся, отечественный припой 34А, состоящий из 66% Аl, 28% Cu и 6% Si. Интервал его температуры пайки — 530-550°C. Если возникает необходимость в применении высокотемпературных припоев, они применяются для пайки алюминия и тех его сплавов, которые имеют достаточно высокую температуру плавления, или деталей имеющих массивные размеры, обеспечивающие хороший теплоотвод.
Если говорить о самых удобных материалах, то к ним относятся, конечно, бесфлюсовые низкотемпературные припои, например HTS-2000.

Припой HTS-2000
Флюсы
К выбору флюса нужно подходить очень серьезно, именно его активность определяет паяемость алюминия, особенно при использовании обычных оловянно-свинцовых припоев. Далеко не все флюсы проявляют в отношении алюминия активность, заявляемую их производителями. Одним из отечественных флюсов является состав, называемый предельно информативно — «флюс для пайки алюминия». Ещё есть флюс Ф59А, Ф61А (содержащий триэтаноламин, фторборат цинка, фторборат аммония) и другие. Под названием «флюс для пайки алюминия» могут скрываться Ф59А, Ф61А или другие, даже если это не указано на упаковке.

Флюсы для пайки алюминия
В качестве высокотемпературного флюса можно привести флюс 34А, который содержит 50% KCl, 32% LiCl, 10% NaF и 8% ZnCl2.
Высокотемпературный флюс 34А
Подготовка деталей к пайке
Подготовка алюминия к пайке заключается в обезжиривании и механической зачистке зоны соединения. Целью последней является удаление окисной пленки. Обезжиривание производят ацетоном, бензином или иным растворителем. Зачищают поверхность наждачной бумагой, щеткой или сеткой из нержавеющей проволоки, абразивными кругами. Пленку окислов можно убрать и травлением определенными кислотами, но этот способ является более хлопотным в сравнении с механической зачисткой и применяется гораздо реже.
Нужно понимать, что после удаления старой окисной пленки, взамен ее мгновенно образуется новая, так что полностью избавиться от оксидного барьера все равно не получается. Смысл зачистки состоит в том, что вновь образующаяся пленка оказывается значительно тоньше и слабее старой, в результате чего флюсу с ней легче справляться.
Способы нагрева
В качестве основных инструментов для нагрева относительно массивных алюминиевых деталей применяются газовые горелки, работающие на пропане, бутане, или паяльные лампы.
При нагреве следует проявлять осторожность, чтобы не допустить перегрева основного металла, способного привести к его расплавлению. Нужно постоянно контролировать температуру основного металла, прикасаясь к нему стержнем припоя. При достижении рабочей температуры он начнет плавиться.
Пламя должно быть нормальным — без избытка или недостатка кислорода. В сбалансированной газовой смеси пламя только нагревает металл и не оказывает сильного окислительного действия. В случае сбалансированной газовой смеси пламя горелки обладает ярко-синим цветом и небольшой величиной. Пересыщенное кислородом пламя сильно окисляет поверхность металла, его факел бледно-голубого цвета и маленький.
Мелкие детали с небольшим теплоотводом при использовании низкотемпературных припоев паяются электропаяльниками.
Технология пайки алюминия
Процесс пайки алюминия с флюсом практически ничем не отличается от пайки меди или стали. После очистки деталей и установки их в нужное положение, на зону пайки наносится флюс, после чего соединение подвергается нагреву до температуры, при которой припой начинается плавиться. Плавление осуществляют прикосновением кончика стержня к стыку соединения.
Пайка бесфлюсовым припоем имеет особенность, заключающуюся в том, что для облегчения проникновения припоя через оксидную пленку, её желательно разрушить, осуществляя чиркающие движения твердым концом прутка припоя или стержнем из нержавеющей стали по расплаву. При этом происходит нарушение целостности окисной пленки.

Припой расплавленный на неразрушенную оксидную пленку и соединение после разрушения оксидной пенки чирканьем стержнем припоя по расплаву
Разрушать оксидную пленку можно и щеткой из нержавеющей стали, растирая ею расплавленный припой по поверхности деталей. Соединяемые элементы лучше прижимать друг к другу лужеными поверхностями и нагревать до температуры пайки. Полученное таким способом соединение получается очень прочным.
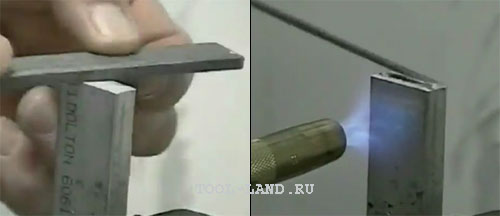
Пайка алюминия: зачистка и плавление припоя

Пайка алюминия: разрушение оксидной пленки щеткой и плавление припоя на второй детали (затем нужно обработать щеткой как первую деталь)

Пайка алюминия: соединение деталей и проверка на прочность
Примеры использования пайки алюминия
Алюминиевой пайкой можно ремонтировать и восстанавливать детали из алюминия и его сплавов любой сложности, начиная от самых простых, используемых в быту, и заканчивая изделиями, к которым предъявляются повышенные требования в отношении прочности и безопасности.
Пайка алюминия широко используется при ремонте автомобилей, тракторов, мотоциклов. Во многих случаях она оказывается предпочтительней, чем сварка, поскольку не приводит к изменению структуры металла и его деформации. Восстановление герметичности протекшего картера из алюминия, пайка алюминиевого радиатора, ремонт изношенной или разрушенной детали — для всех этих случаев пайка может оказаться безальтернативным способом устранения неисправности.
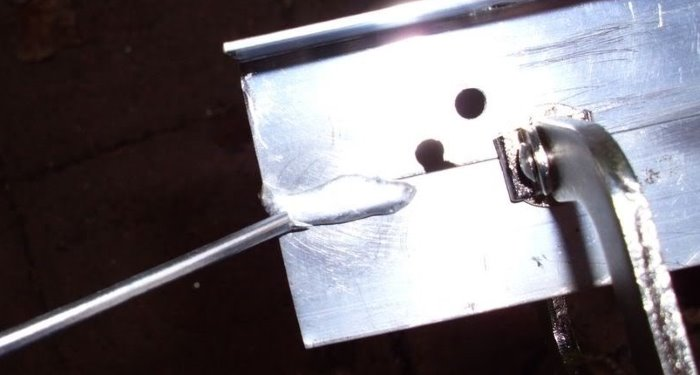
Пайкой можно отремонтировать алюминиевый блок цилиндров, заделать появившиеся на нем трещины, прогары, сколы. Восстановить резьбу в разбитом резьбовом отверстии. Для этого последнее заполняется расплавленным припоем, после чего в него вставляется болт. После охлаждения конструкции остается лишь вывернуть болт. Прочность резьбы, восстановленной таким способом, не уступает прочности исходной.

Восстановление резьбы пайкой: погружение болта в отверстие с расплавленным припоем и выкручивание болта из застывшего расплава
Пайка позволяет заделать отверстия в различных емкостях и изделиях, для которых необходима герметичность. Паять открытым пламенем емкости, в которых хранились воспламеняющиеся жидкости нельзя!!

Запаивание отверстий. После пайки поверхность зашлифовывается.
Пайкой ремонтируют алюминиевые трубопроводы компрессоров, насосов и кондиционеров. Пайка алюминия в домашних условиях позволяет отремонтировать любую вещь, изготовленную из чистого алюминия или его сплава — лестницу, водосточный желоб, посуду, алюминиевый сайдинг. При использовании качественных материалов может быть достигнута такая прочность соединения, что отремонтированное изделие окажется прочнее нового.
Если нет хорошего флюса и припоя
При отсутствии активных флюсов и предназначенных для алюминия припоев можно попытаться паять алюминий оловянными или оловянно-свинцовыми припоями, применяя способ разрушения оксидной пленки под слоем канифоли. Такой способ позволяет избежать мгновенного образования новой оксидной пленки взамен удаленной старой (как это происходит при зачистке на воздухе).
Роль инструмента, разрушающего оксидную пленку, играет специальный паяльник со скребком или добавленные в канифоль железные опилки. При трении облуженного паяльника о деталь, покрытую канифолью, скребок или опилки удаляют старую пленку, а канифоль не позволяет образоваться новой. Одновременно происходит лужение очищенной от окисла поверхности припоем, добавляемым на паяльник по мере необходимости.
Этот хлопотный и не гарантирующий успеха способ целесообразно применять лишь в случае крайней необходимости. Самый простой и естественный вариант — приобретение качественных флюсов и припоев, пайка которыми обеспечивает получение прочного и коррозионностойкого соединения без ненужной траты времени и сил.