6. В результате какого процесса газ становится электропроводным?
6. В результате какого процесса газ становится электропроводным?
Голосование за лучший ответ
В результате ионизации
Похожие вопросы
Ваш браузер устарел
Мы постоянно добавляем новый функционал в основной интерфейс проекта. К сожалению, старые браузеры не в состоянии качественно работать с современными программными продуктами. Для корректной работы используйте последние версии браузеров Chrome, Mozilla Firefox, Opera, Microsoft Edge или установите браузер Atom.
Урок 124. Электрический ток в металлах. Электрическая проводимость различных веществ. Электронная проводимость металлов

Цель: установить различия в условиях существования электрического тока в твердых, жидких и газообразных телах.
I. Анализ контрольной работы
II. Изучение нового материала
Для существования электрического тока необходимо два условия — существование электрического поля и свободные заряженные частицы. Мы уже знаем, что в металлах свободными зарядами являются электроны. Познакомились с вольт- амперной характеристикой этих проводников.
Немецкий физик К. Рикке 1901 г. проделал следующий опыт. Три предварительно взвешенных цилиндра (два медных и один алюминиевый) Рикке сложил отшлифованными торцами так, что алюминиевый оказался между медными. Затем цилиндры были включены в цепь постоянного тока: через них в течении года проходил ток. Вторичное взвешивание цилиндров показало, что масса цилиндров не изменялась. При исследовании торцов не было обнаружено проникновение одного металла в другой.
Результаты свидетельствовали о том, что в переносе заряда в металлах ионы не участвуют. Для выявления природы носителей тока в металлах Л. Н. Мандельштам и Н. Д. Папалекси в 1913 г. провели следующий опыт.
Если металлический стержень движется поступательно со скоростью v, то носители тока в результате их взаимодействия с кристаллической решеткой движутся так же со скоростью v. При резком торможении стержня носители тока будут продолжать двигаться по инерции. Поэтому в замкнутой цепи появляется кратковременный ток, который обнаруживается с помощью гальванометра. В этих опытах было определено отношение заряда к массе носителей заряда. Зная заряд электрона, можно было определить массу частиц. Она оказалась порядка 10 -30 кг, что в несколько тысяч раз меньше массы иона.
Вывод: носителями могли быть только электроны.
Немецкий физик П. Друзе в 1900 г., опираясь на представление об электрическом токе в металлах как упорядоченном движении свободных электронов между ионами кристаллической решетки под действием внешнего электрического поля, создал теорию электропроводимости металлов. В основе этой теории лежат следующие допущения:
1. Свободные электроны в металлах ведут себя как молекулы идеального газа: «электронный газ» подчиняется законам идеального газа.
2. Движение свободных электронов в металлах подчиняется законам классической механики Ньютона.
3. Свободные электроны в процессе их хаотического движения сталкиваются не между собой, а с ионами кристаллической решетки.
4. При столкновении электронов с ионами электроны передают ионам свою кинетическую энергию полностью.
Эти допущения огрубляют истинную картину явления, не несмотря на это, на основе электронной теории и удалось объяснить основные законы электрического тока в металлах.
Построить удовлетворительную количественную теорию движения электронов в металле на основе законов классической механики невозможно. Движение электронов в металле подчиняется законам квантовой физики.
Наряду с металлами хорошими проводниками являются водные растворы или расплавы электролитов.
Пропускание электрического тока через водный раствор поваренной соли. В обычных условиях газ является изолятором, но если газ ионизировать, то он становиться проводником.
Электрическая дуга. К двум угольным электродам присоединяют трансформатор типа КАТ, у которого имеются гнезда на 30 В. Сводят угли до соприкосновения и разводят. Наблюдается горение дуги в воздухе.
Кроме проводников и диэлектриков имеется группа веществ, проводимость которых занимает промежуточное положение между проводниками и диэлектриками. Они получили название полупроводники.
III. Закрепление изученного
1. В чем заключается опыт Рикке? Какова его основная идея?
2. В чем заключается идея опыта Мандельштама — Папалекси.
3. Каковы основные положения электронной теории электропроводимости металлов.
4. Какие вещества называют полупроводниками?
5. Какие вещества относятся к электролитам?
6. В результате какого процесса газ становится электропроводным?
В результате какого процесса газ становится электропроводным
Генерация теплоты в печи происходит путем превращения химической или электрической энергии в теплоту.
В зависимости от источника тепловыделения печи делятся на топливные, автогенные и электрические.
Топливные печи
В топливных печах источником теплоты является химическая энергия твердого, жидкого или газообразного топлива.
Теплота выделяется в результате сгорания топлива.
Теплоносителями являются газообразные продукты сгорания топлива – дымовые газы.
Топливные металлургические печи подразделяются на два класса: пламенные и слоевые.
Рабочее пространство пламенных печей в малой степени заполнено обрабатываемым материалом, который располагается на поду.
Основной объем рабочего пространства заполнен пламенем и дымовыми газами, передающими теплоту материалу.
Современные пламенные печи работают на газообразном или на жидком топливе — мазуте.
Для сжигания газообразного топлива служат горелки, для сжигания мазута – форсунки.
К классу пламенных печей относятся сталеплавильные (мартеновские) печи, печи для плавки медных концентратов на штейн, печи для рафинирования меди, разнообразные печи прокатного и кузнечно-прессового производства: нагревательные колодцы, методические, кольцевые, роликовые печи, печи с выкатным подом, вращающиеся трубчатые печи для обжига сыпучих материалов.
Известны три разновидности слоевых топливных печей: с плотным, «кипящим» и со взвешенным слоем обрабатываемого материала.
В вертикальных шахтных печах с плотным слоем шихта, в состав которой может входить и твердое кусковое топливо, расположена по всему объему печи и медленно опускается сверху вниз.
Горячие газы – продукты горения топлива – движутся через слой между кусками шихты снизу вверх, т.е. в противотоке.
Шахтные печи с плотным слоем шихты широко распространены в металлургии.
К ним относятся доменные печи, вагранки, печи для производства извести путем обжига известняка, печи никелевых и свинцовых заводов.
В печах с «кипящим» слоем под действием движущихся снизу вверх газов размельченная шихта, в состав которой может входить и размельченное топливо, разуплотняется.
Отдельные частицы шихты потоком газов поднимаются над слоем подобно кипящей жидкости.
Иногда вместе с воздушным дутьем снизу в печь подают газообразное топливо.
В цветной металлургии печи с «кипящим» слоем применяют для обжига сульфидных концентратов различных материалов, для сушки глинозема.
В печах со взвешенным слоем обрабатывают материалы, доведенные до пылевидного состояния.
Каждая частица материала находится во взвешенном состоянии под действием потока газов, идущего снизу вверх, и движется вместе с потоком.
Применяют в этих печах размолотое и газообразное топливо.
Их используют в цветной металлургии для плавки сульфидов цветных металлов.
Автогенные печи
Источником теплоты в этих печах является тепловой эффект экзотермических реакций окисления и горения ряда элементов, содержащихся в обрабатываемых материалах.
В черной металлургии примером автогенных печей являются кислородные, сталеплавильные конвертеры и двухванные сталеплавильные печи.
В них при продувке жидкого чугуна кислородом происходит окисление углерода и ряда других элементов с выделением теплоты.
Этот процесс не требует расхода топлива.
В цветной металлургии при производстве материалов из сульфидного сырья основным источником теплогенерации является процесс выгорания серы, содержащейся в сульфидах.
В мартеновской печи, наряду с выделением теплоты сгорания топлива, происходит тепловыделение от окисления углерода и других элементов, содержащихся в жидкой ванне.
Такие печи занимают промежуточное положение между топливными и автогенными печами.
Электрические печи
По способу преобразования электрической энергии в теплоту можно выделить три класса печей, применяемых в металлургии: электродуговые, индукционные и печи сопротивления.
В дуговых печах используется принцип пропускания электрического тока через газовый промежуток между двумя электродами.
Под действием электрического напряжения газ между электродами ионизируется и становится электропроводным.
При этом в газовом промежутке возникает электрическая дуга, представляющая собой яркосветящуюся смесь электронов, положительных ионов, атомов и молекул. Дуга является зоной, в которой энергия электричества преобразуется в теплоту, при этом температура дуги составляет от 3000 до 20000 К.
В индукционных печах используется свойство переменного электрического тока создавать вокруг проводника переменное магнитное поле.
Если поместить в такое поле нагреваемое тело, являющееся проводником, то в нем будут индуктироваться вихревые токи.
Энергия вихревых токов преобразуется в теплоту, которая выделяется внутри нагреваемого тела.
Работа так называемых печей сопротивления основана на действии закона Джоуля-Ленца, согласно которому при протекании тока в проводнике выделяется теплота, пропорциональная его электрическому сопротивлению.
В печах сопротивления можно использовать постоянный и переменный ток.
В металлургии электрические печи применяют для выплавки стали, производства ферросплавов, для нагрева металла перед обработкой давлением и при термической и термохимической обработке металлоизделий.
Классификация печей по технологическому назначению и по режиму работы
По технологическому назначению металлургические печи разделяют на плавильные и нагревательные.
Плавильные печи служат для получения и переплавки металлов.
В этих печах материалы, как правило, изменяют своё агрегатное состояние.
Плавильные печи могут быть чугуноплавильными, сталеплавильными, медеплавильными и т.д.
Нагревательные печи служат для нагрева материалов без изменения их агрегатного состояния.
Нагревательные печи применяют в металлургии для обжига огнеупорных изделий, известняка, магнезита, для сушки литейных форм, руды, песка, для придания металлу пластических свойств перед обработкой давлением, для термической обработки металла с целью изменения его структуры и механических свойств.
По режиму работы печи можно разделить на два класса: непрерывного и периодического (циклического) действия.
К печам непрерывного действия относятся рудовосстановительные дуговые печи, шахтные слоевые печи, печи «кипящего» и взвешенного слоя, туннельные печи для обжига огнеупорных изделий, трубчатые вращающиеся печи, такие печи прокатного производства, как методические печи с шагающими подом или балками, кольцевые и роликовые печи.
В этих печах технологический процесс идет непрерывно, материалы, как правило, перемещаются от загрузочных устройств к устройствам для выпуска готовой продукции.
К печам периодического действия относятся сталеплавильные дуговые и мартеновские печи, конвертеры, нагревательные колодцы, садочные камерные печи с выкатным и с неподвижным подом, применяемые в кузнечно-прессовом производстве и в термических цехах и отделениях.
Эти печи работают циклами. Цикл состоит из последовательных операций загрузки шихты или изделий, их тепловой обработки и затем выпуска или выгрузки готовой продукции.
Между циклами проводят подготовительные и текущие ремонтные работы, как, например, заправка подины мартеновской печи или нагревательного колодца, разогрев печи перед началом следующего рабочего цикла.
Топливо и его сжигание в печах
Преобразование химической энергии топлива в теплоту происходит в процессе горения, который представляет собой цепную реакцию окисления горючих элементов топлива.
Продукты горения топлива в печах должны быть газообразными и безвредными для человека и природы.
До недавнего времени считалось, что этим требованиям удовлетворяют два химических элемента – углерод (С) и водород (Н), а также их химические соединения – углеводороды.
К настоящему времени выяснилось, что безвредным топливом является только водород, в результате горения которого образуются пары воды.
Теплота сгорания
Это наиболее важная характеристика топлива.
Теплота сгорания показывает, какое количество теплоты выделяется при полном сгорании единицы топлива.
Для твердого и жидкого топлива такой единицей служит 1 кг, для газообразного – 1 м 3 при нормальных условиях.
Единица измерения теплоты сгорания – Дж/м 3 или кратные единицы кДж/кг, кДж/м 3 , МДж/кг. МДж/м 3 .
Используют также внесистемную единицу ккал/кг и ккал/м 3 (1 ккал = 4,187 кДж).
Твердое и жидкое топливо содержит следующие элементы: углерод (С), водород (Н), кислород (О), азот (N), серу (S), а также золу (A) и влагу (W).
Содержание каждого элемента измеряется в % массы.
Различают органическую, горючую, сухую и рабочую (влажную) массу топлива.
Газообразное топливо состоит из смеси газов, содержание которых измеряют в % объема.
Различают составы сухого и влажного (рабочего) газа.
Теплоту сгорания обычно относят к 1 м 3 влажного (рабочего) газа и к 1 кг влажного (рабочего) твердого и жидкого топлива.
Её обозначают Qp.
Основные виды топлива для металлургических печей
Условное топливо
Кокс – твердое топливо для доменных печей — производится на коксохимических предприятиях путем термической обработки (коксования) каменного угля в коксовых печах (батареях).
Каменный уголь нагревают до 800 °С без доступа воздуха, при этом из него выделяются смолы, газообразные вещества (летучие), и в печи остается кокс – твердый остаток в виде отдельных кусков.
В органической массе кокса содержатся С о = 96,5-97,5%; Н о = 0,5-0,8%; О о = 0,3-0,4%; в горючей массе есть сера S г = 0,5-1,5%.
Теплота сгорания кокса зависит от количества золы и влаги.
В среднем она равна 29,3 МДж/кг (7000 ккал/кг).
Газообразные вещества, выделившиеся при коксовании, также используются в качестве топлива, которое называют коксовым газом.
Теплота сгорания составляет в среднем 17 МДж/м 3 (∼ 4000 ккал/м 3 ).
Природный газ поступает на предприятия с помощью компрессорных установок по газопроводам.
Он содержит 92-98% метана (СН4) и имеет высокую теплоту сгорания 33-38 МДж/м 3 , а в среднем его Q= 35 МДж/м 3 (8300 ккал/м 3 ).
Наиболее бедным газообразным топливом является доменный газ, который получают при выплавке чугуна.
В его составе только третья часть объема содержит горючие вещества, в основном СО.
Состав сухого доменного газа следующий: СО с = 28,5-29,5%; СН4= 0,1-04%; Н2= 1,3-2,5%; СО2= 10-11%; N2= 58-59%.
Он имеет низкую теплоту сгорания 3,5-4,0 МДж/м 3 (850-950 ккал/м3).
Основной вид жидкого металлургического топлива – мазут.
Это продукт перегонки нефти. Его привозят на металлургические предприятия с нефтеперегонных заводов в железнодорожных цистернах, из которых сливают в цеховые мазутохранилища.
По содержанию горючих веществ мазут относится к богатым видам топлива.
Температура горения топлива
Если бы вся теплота, которая выделяется при полном сгорании топлива, шла только на нагрев образующихся продуктов сгорания, то они могли бы нагреться до максимальной для данного топлива температуры, которую называют калориметрической.
По этой условной температуре, которую определяют расчетным путем, судят, пригодно ли данное топливо для применения в данной печи.
При этом учитывают, что действительная температура продуктов сгорания может достигнуть не более 65-75% калориметрической, так как часть теплоты сразу же при горении топлива отдается в печи продуктами сгорания нагреваемым материалам и огнеупорному ограждению (футеровке).
Условия воспламенения и взрываемости газообразного топлива
Для того, чтобы холодная смесь топлива с воздухом воспламенилась, нужен местный нагрев смеси до температуры воспламенения.
Температура воспламенения – это минимальная температура смеси, при которой развивается цепная реакция горения.
Температура воспламенения различных видов печного газообразного топлива в воздухе, при атмосферном давлении, составляет примерно 650-750 °С.
При зажигании топливо и воздух подают на запальники, которыми могут быть раскаленная футеровка, горящий факел, электрическая искра.
Газовоздушная смесь может воспламеняться, когда доля топлива в объеме смеси находится в определенных пределах. Дело в том, что в определенном интервале соотношений объема топлива и воздуха, а именно между нижним и верхним пределами воспламенения, возникают условия для протекания цепной реакции горения.
Наименьшее содержание горючего газа в смеси с воздухом, при котором смесь при начальной температуре 20 °С, загорается от источника огня называется нижним пределом воспламенения, наибольшее содержание горючего газа, при котором смесь загорается, — верхним пределом.
Для доменного газа нижний предел воспламенения составляет 40%, верхний – 70%, для коксового газа – соответственно 6% и 30%, для природного газа – 5% и 15%.
Содержание горючего газа в смеси с воздухом при полном сжигании топлива в печах и контролируемом избытке воздуха всегда находится в интервале между нижним и верхним пределами.
При обычном горении смесь горючего газа и воздуха не заполняет весь объем печи.
Горение происходит в месте встречи потоков газа и воздуха на выходе из горелки.
Вследствие разогрева дымовых газов до температуры горения их объем увеличивается по сравнению с объемом газовоздушной смеси.
Дым заполняет объем печной камеры, но при непрерывном удалении его из печи через дымоходы давление дымовых газов на ограждение печи незначительно отличается от атмосферного.
Если же замкнутый объем пространства, например, холодная печь или газопровод будут заполняться горючим газом, содержание которого в смеси с находившимся в печи или в газопроводе воздухом достигает предела воспламенения, может произойти взрыв.
Достаточно источника местного загорания смеси как вследствие детонации в доли секунды готовая для горения смесь воспламенится во всем объеме загазованного помещения.
Дымовые газы мгновенно разогреваются до температуры, близкой к теоретической.
Они стремятся увеличиться в объеме, чему препятствует ограждение печи или стенки газопровода.
Давление дымовых газов сразу же возрастает пропорционально росту их температуры, что и может вызвать разрушение печного ограждения или оболочки газопровода и привести к человеческим жертвам.
Особенно велика опасность взрыва при разогреве холодной печи после ремонта, пока температура её футеровки ниже температуры воспламенения, и горение газа вследствие этого неустойчиво.
При затухании факела печь может заполниться взрывоопасной смесью.
Аналогичная аварийная ситуация может возникнуть при заполнении газом газопровода после окончания ремонта.
Взрывоопасная смесь образуется вследствие перемешивания газа с воздухом, заполнившим газопровод во время проведения ремонтных работ.
По правилам безопасности в газовом хозяйстве металлургических предприятий, газопровод следует продуть паром или газом на свечу, прежде чем пустить газ в печь.
Горелки для сжигания газа
Важнейшим элементом топливной печи являются устройства для сжигания газа или мазута.
Устройства для сжигания газа называют горелками, для распыливания и сжигания мазута – форсунками.
И те и другие состоят из собственно горелки (форсунки) и огнеупорного горелочного туннеля, через который смесь воздуха и топлива поступает в печь.
Процесс сжигания топлива состоит из трех операций: смешивание топлива с воздухом, подогрев компонентов горения до температуры воспламенения и собственно химическая реакция горения.
Самая медленная операция – смешивание компонентов горения.
В зависимости от её организации различают конструкции газовых горелок с предварительным смешиванием газа с воздухом внутри корпуса горелки и без предварительного смешивания.
К горелкам с предварительным смешиванием относятся инжекционные.
В таких горелках воздух засасывается (инжектируется) в корпус под воздействием струи газа, выходящей с большой скоростью из газового сопла.
Эти горелки не нуждаются в вентиляторах, а при работе на холодном воздухе и в воздухопроводах.
К таким горелкам подводят только газ, их называют однопроводными в отличие от двухпроводных (или дутьевых) горелок, к которым подводят не только газ, но и воздушное дутьё по воздухопроводам.
В корпусе-смесителе горелки происходит предварительное смешивание газа с воздухом.
Газовоздушная смесь нагревается и сгорает в пределах длины горелочного туннеля.
В печи нет видимого пламени. Поэтому инжекционные горелки называют беспламенными.
Скорость выхода смеси из носика горелки в туннель должна быть больше скорости распространения пламени в готовой для горения смеси во избежание обратного «проскока» пламени в корпус горелки, что может привести к его прогару, если горелку своевременно не отключить.
«Проскоки» пламени при малых расходах газа делают узким диапазон регулирования расходов газа в этих горелках.
Подачу газа в горелку по сравнению с максимальной расчетной уменьшают не более, чем в 2-3 раза.
Во избежание «проскоков» нельзя подогревать воздух и газ до высокой температуры, близкой к температуре воспламенения.
Преимуществом инжекционных горелок является полное сжигание газа с небольшим коэффициентом расхода воздуха, близким к единице, вследствие хороших условий смешивания компонентов горения.
Смесь газа с воздухом образуется вне корпуса горелки, в туннеле и в рабочем пространстве печи.
По мере смешивания происходит горение в видимом факеле. Поэтому такие горелки называют факельными.
Горелки типа «труба в трубе» с почти параллельными потоками газа и воздуха отличаются длинным пламенем ввиду медленного перемешивания параллельных потоков.
Газовая труба расположена по оси горелки, воздух проходит по кольцевому зазору между наружной и внутренней трубами.
Эти горелки применяются для сжигания газов с низкой и с высокой теплотой сгорания.
Дутьевые горелки для сжигания природного газа низкого давления типа ГНП имеют улучшенное смешивание по сравнению с горелками «труба в трубе» и более короткий видимый факел.
С этой целью перед выходным отверстием для воздуха установлены лопатки для закручивания воздушного потока, а наконечник для выхода газа делают сменным: с одним центральным выходным отверстием или с несколькими расположенными под углом к потоку воздуха.
Все перечисленные дутьевые и инжекционные горелки устанавливают, как правило, в стенах печей.
В своде печи устанавливают плоскопламенные горелки.
Газ подают по трубе, расположенной вертикально по оси горелки.
Поток воздуха закручивают направляющим винтом или благодаря смещенному от оси (тангенциальному) его подводу.
Газ закручивают, применяя косые прорезы в наконечнике газовой трубы.
Выходя из горелки, закрученная газовоздушная смесь прижимается к стенкам огнеупорного туннеля, имеющего форму грамофонной трубы.
Пламя размыкается и направляется вдоль свода печи под прямым углом к оси горелки, приобретая форму плоского диска.
Достоинство плоскопламенных горелок заключается в том, что горение происходит на поверхности огнеупорной футеровки свода.
Раскаленный свод, имеющий бóльшую излучательную способность, чем дымовые газы, передает металлу, нагреваемому в печи, больший лучистый тепловой поток.
Плоскопламенные горелки рассчитывают на работу с природным, коксовым и с различными смесями газов.
Для большинства дутьевых горелок расход газа без ухудшения работы горелки можно изменять в 3-4 раза.
Все конструкции газовых горелок перед применением в печах проходят государственные испытания и получают сертификат с указанием допустимого режима эксплуатации: диапазона расходов газа, давления газа и воздуха, коэффициента расхода воздуха.
Метод выбора и расчета горелок изложен в специальной литературе.
- Г-горелка;
- ГМ — газомазутная;
- Д-с удлиненной газовой частью;
- Р — ротационная.
Числом обозначается номинальная производительность котла, для которого первоначально была спроектирована горелка (Гкал/час).
Классификация горелок по типу работы
Горелки вентиляторные
Вентиляторные горелки (их же называют дутьевыми, наддувными) имеют следующее свойство: воздух в них поступает благодаря встроенному вентилятору принудительно.
Уже в самой горелке он смешивается с каким-либо топливом, после чего образованная смесь нагнетается в топку.
Вентиляторные горелки могут работать на газе или на жидком топливе (дизеле, отработанном масле).
При работе на газе, вентиляторные горелки менее всего зависят от того, газ какого давления будет поступать, даже при падении давления на 50%, котел будет нагревать теплоноситель.
Вентиляторые горелки намного дороже, чем газовые, но менее зависимы от давления газа в сети: даже если оно упадет на 50%, то котел все равно будет нагревать теплоноситель, правда, с потерей мощности.
Вместе с тем вентиляторные горелки достаточно шумные (до 60 дБ).
Шумит не столько вентилятор, сколько факел, под давлением выходящий из сопла горелки.
Для защиты от шума производители котлов предлагают ряд мер, в том числе глушитель, который устанавливается в месте соединения дымохода с котлом.
Диффузионные горелки и горелки промежуточного типа
В диффузионных горелках, необходимый для сгорания топлива воздух доставляется их окружающего пространства непосредственно к фронту горения за счет диффузии.
Диффузионные газовые горелки характеризуются более равномерной температурой по длине факела.
Однако эти газовые горелки требуют повышенного коэффициента избытка воздуха (по сравнению с инжекционными), создают более низкие тепловые напряжения топочного объёма и худшие условия для догорания газа в хвостовой части факела, что может приводить к неполному сгоранию газа.
Диффузионные газовые горелки применяют в промышленных печах и котлах, где требуется равномерная температура по длине факела.
В некоторых процессах диффузионные газовые горелки незаменимы.
Например, в стекловаренных, мартеновских и др. печах, когда идущий на горение воздух подогревается до температур, превышающих температуру воспламенения горючего газа с воздухом.
Успешно применяются диффузионные газовые горелки в некоторых водогрейных котлах.
В мощных топочных камерах газ вполне успешно сжигается при помощи диффузионных горелок с малым сопротивлением по газу и воздуху.
Эти последние не требуют предварительного смешения газа и воздуха, допускают большие скорости выхода газа и воздуха в топку.
При применении таких горелок отпадают огнеупорные туннели значительного суммарного сечения, требующие при высококалориином газе огнеупора высокого качества и сравнительно частого ремонта.
Наконец, диффузионные горелки легко конструируются как смешанные газомазутные, допускающие эффективное сжигание газообразного и жидкого топлива (а если это нужно, — пылевидного твердого).
Поэтому в мощных котлоагрегатах, сжигающих либо природный газ, либо доменный газ и угольную пыль, применяют обычно горелки диффузионного или смешанного типа.
В диффузионных горелках газ и воздух подаются в топку раздельно и смешение газа и воздуха происходит в самой топочной камере.
При этом обычно воздух до смешения с газом успевает подогреться до температуры, достаточной для интенсивного горения, поэтому процесс горения происходит весьма быстро и фронт горения, т. е. зона диффузионного горения, разделяющая области смеси горючего с окислителем (воздухом) и смеси продуктов горения с избыточным воздухом, является весьма тонким слоем.
В горелках промежуточного типа смешение частично осуществляется в самой горелке и из нее в топку входит поток воздуха, пронизанный отдельными струями смеси, богатой газом.
Диффузионные горелки обычно работают на газе низкого и среднего давления.
В котлах получили распространение т. н. подовые газовые горелки, являющиеся разновидностью диффузионных газовых горелок, которые размещаются внутри топки, в нижней её части.
Подовая газовая горелка состоит из одной или нескольких газораспределительных труб, в которых просверлены отверстия.
Труба с отверстиями устанавливается на колосниковой решётке или поду топки в щелевом канале, выложенным из огнеупорного кирпича.
Через огнеупорный щелевой канал поступает требуемое количество воздуха.
При таком устройстве горение струек газа, выходящих из отверстий в трубе, начинается в огнеупорном канале и заканчивается в топочном объёме.
Подовые горелки создают малое сопротивление прохождению газа, поэтому они могут работать без принудительного, дутья.
Для наблюдения за процессом горения и розжига газовой горелки служит смотровое окно.
Подовые горелки могут работать на низком и среднем давлении газа и используются в секционных котлах.
Мазутные горелки
Применение мазута, то есть тяжелой фракции, остающейся после того, как будет переработана нефть, в промышленности встречается отнюдь не редко.
Главным образом, мазутные горелки, как автономные, так и промышленные, применяются для того, чтобы преобразовать мазут в тепловую энергию, причем осуществляется это путем сжигания.
По большей части в мазутных горелках используется система механического распыления топлива, с применением либо пара, либо сжатого воздуха.
Некоторые из модификаций мазутных горелок оснащаются соплами низкого давления, направлено это на эффективное снижение расхода топлива.
Кроме того, такой вид мазутного горелочного устройства изнашивается медленнее своих аналогов, а это, в свою очередь, снижает как себестоимость процесса, так и расходы на техническое обслуживание.
Мазутные горелки, выпускающиеся в наше время, оснащаются таким оборудованием, как электрощиты, система регулирования, двигательно-насосная группа подачи топлива.
Горелочное устройство на мазуте, имеющее подобную комплектацию, автоматически очистит сопло, как только можно будет говорить об окончании работы, что также ведет к снижению необходимости в техническом обслуживании оборудования.
В мазутных горелках применяется система подогрева топлива.
Делается это для того, чтобы мазут постоянно поддерживался в вязком состоянии.
Распыление же горючего происходит при помощи сжатого воздуха или пара под давлением 8 Бар.
Существуют и такие модификации, в которых газовая горелка разжигается за счет запальной газовой горелки.
Мазутные горелки по праву считаются экономичными и практичными.
В виду этих свойств мазутные горелочные устройства применяются повсеместно и широко, причем и как основной источник тепловой энергии, и как вариант-подстраховка, если вдруг будут перебои с подачей другого топлива.
Промышленная мазутная горелка нашла свое применение в производственных целях и в городских теплоцентралях, обеспечивая централизованное отопление жилых домов.
Газо-мазутные и пыле-газовые горелки
Для оперативного перехода с одного вида топлива на другой (особенно в зимние месяцы), а также для совместного сжигания различных видов топлива используют комбинированные горелки: газо-мазутные и пыле-газовые.
Комбинированные горелки применяют также, когда требуется создать светящееся пламя или когда на газе невозможно обеспечить нужную температуру в топке.
Газо-мазутная горелка состоит из газовой, воздушной и жидкостной частей, обеспечивающих соответственно подвод необходимых для сжигания количества газа, воздуха и мазута.
В пыле-газовой горелке для сжигания природного газа в крупных котлах электрических станций газ поступает через периферийные отверстия и направляется к центру, смешиваясь по пути с закрученным потоком воздуха.
Горелка снабжена телескопическим устройством с винтовым приводом, позволяющим убирать внутрь трубу, по которой подаётся в топку воздушно-пылевая смесь при работе котлов на газовом топливе.
Телескопическое устройство препятствует попаданию пыли в щели между передвижной и стационарной частями трубы.
Инжекционные горелки
В инжекционных горелках воздух для горения засасывается (инжектируется) за счёт энергии струи газа и их взаимное смешение происходит внутри корпуса горелки.
Иногда в инжекционных газовых горелках подсасывание необходимого количества горючего газа, давление которого близко к атмосферному, осуществляется энергией струи воздуха.
В горелках полного смешения (с газом перемешивается весь необходимый для горения воздух), работающих на газе среднего давления, образуется короткий факел пламени, а горение завершается в минимальном топочном объёме.
В инжекционные газовые горелки частичного смешения поступает только часть (40-60%) требующегося для горения воздуха (т. н. первичный воздух), который и смешивается с газом.
Остальное количество воздуха (т. н. вторичный воздух) поступает к факелу пламени из атмосферы за счёт инжектирующего действия газо-воздушных струй и разрежения в топках.
В отличие от инжекционных газовых горелок среднего давления, в горелках низкого давления образуется однородная газо-воздушная смесь с содержанием газа больше верхнего предела воспламенения; эти газовые горелки устойчивы в работе и имеют широкий диапазон тепловой нагрузки.
Инжекционные горелки различают: по давлению — низкого и среднего давления; по виду факела — многофакельные (с распределительным коллектором) и однофакельные; по количеству сопел — односопловые и многосопловые; по расположению сопел — с центральным и периферийным расположением.
Объемные соотношения газа и воздуха, засасываемого инжекционной горелкой, определяются коэффициентом инжекции и коэффициентом избытка воздуха.
Чем выше теплота сгорания газа, тем больше требуется воздуха для его сгорания и тем больше при одном и том же коэффициенте избытка воздуха должен быть коэффициент инжекции, т. е. тем больше воздуха должен подсасывать 1 м 3 газа.
В интервале давления газа от 2000 до 9000 кгс/м 2 инжекционная способность горелки почти не меняется при изменении давления газа перед горелкой и разрежения в топке.
При давлениях ниже 2000 и особенно ниже 1000 кгс/м 2 коэффициент избытка воздуха возрастает с уменьшением давления и с увеличением разрежения в топке.
Для обеспечения нормального процесса горения большое значение имеет постоянство состава газового топлива.
Изменение плотности приводит к изменению инжектирующей способности горелки, а изменение теплоты сгораниятребует соответствующего изменения количества подаваемого для горения воздуха.
При небольших колебаниях указанных характеристик газового топлива (числа Воббе) необходимый коэффициент избытка воздуха можно поддерживать изменением давления перед горелкой и степени открытия воздушно-регулировочной заслонки.
Достоинства инжекционных горелок: использование энергии газа для подсоса воздуха; хорошее перемешивание газа и инжектируемого воздуха и поддержание, в определенных диапазонах, расчетного соотношения их количеств при изменении тепловой мощности горелки.
Основными недостатками горелок с одним газовым соплом являются значительная длина, особенно при больших тепловых мощностях: необходимость строгого совпадения оси сопла с осью горелки; высокий уровень шума, а горелок низкого давления — значительная длина факела и зависимость поступления вторичного воздуха от разрежения в топке.
Форсунки для сжигания мазута
В качестве жидкого топлива для отопления печей в металлургии используют, как правило, высоковязкие топочные мазуты.
Мазуты характеризуются вязкостью, температурой вспышки и воспламенения, температурой застывания.
Температурой вспышки называют температуру, при которой пары мазута в смеси с воздухом загораются при поднесении огня.
Она находится в пределах 70-150 °С в зависимости от состава мазута.
Температура вспышки значительно ниже температуры воспламенения, при которой жидкий мазут воспламеняется произвольно, без воздействия огня.
Температура воспламенения мазутов в среднем равна 500-600 °С.
Температура застывания равна 5-25 °С.
Для удобства транспортирования и распыливания в форсунках вязкость мазута снижают путем подогрева до температуры на 15-20 °С ниже температуры вспышки.
Мазут перед сжиганием подвергают распыливанию, чтобы увеличить площадь контакта капель с кислородом воздуха.
В металлургии для сжигания мазута применяют форсунки высокого и низкого давления с паровым и воздушным распыливанием.
Распыливание происходит в результате взаимодействия струй мазута и распылителя, движущихся с разными скоростями.
В форсунках низкого давления распылителем является идущий на горение вентиляторный воздух с давлением 5-20 кПа, при котором обеспечивается скорость его истечения 80-100 м/с.
Мазут обычно истекает со скоростью ∼ 10 м/с.
Достоинство форсунок низкого давления в том, что они не нуждаются в подводе распылителя высокого давления.
Их применяют на небольших металлургических печах.
Качество распыливания и сжигания лучше, а пределы регулирования расхода мазута выше в форсунках высокого давления.
В них распылитель – компрессорный воздух или водяной пар – подают в небольших количествах, но с большой скоростью.
Необходимое давление воздуха 400-600 кПа, пар может быть сухой насыщенный или перегретый с температурой 200-300 °С под давлением 700-900 кПа.
Скорость истечения распылителя составляет сотни метров в секунду.
Форсунки высокого давления могут иметь большую пропускную способность.
Их применяют на крупных металлургических печах.
Огнеупорные и теплоизоляционные материалы
Огнеупорные изделия применяют для строительства рабочего пространства и других элементов печей, работающих в условиях высоких температур и воздействия агрессивных сред – расплавов, окалины, газов.
Чтобы уменьшить потери теплоты, футеровку печи по толщине делают, как правило, комбинированной: рабочий слой выполняют из огнеупорных, наружный слой – из теплоизоляционных изделий.
Различают формованные огнеупорные изделия в виде кирпичей, блоков, панелей и неформованные: порошки, набивные массы, смеси для изготовления огнеупорного бетона.
Виды огнеупорных изделий для строительства печей и их свойства
Огнеупорность определяется как температура Тогн, при которой происходит деформация стандартного образца в форме усеченной пирамиды при отсутствии механического и физико-химического воздействия.
Огнеупорные изделия подразделяют на три группы: средней огнеупорности – Тогн до 1720 °С; высокой огнеупорности Тогн от 1720 °С до 2000 °С, высшей огнеупорности – Тогн – выше 2000 °С.
Предельная рабочая температура службы огнеупоров в условиях эксплуатации T max значительно ниже, чем Тогн.
В таблице 1 приведены свойства наиболее широко используемых печных огнеупоров.
Все огнеупоры характеризуются такими важными эксплуатационными показателями, как термостойкость, шлакоустойчивость, строительная прочность. изменение обьема при нагреве.
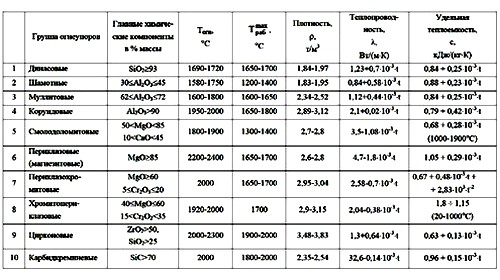
Таблица 1 – Свойства огнеупоров, наиболее широко используемых в печах
Термостойкостью называют способность огнеупоров выдерживать циклическое изменение температур при нагреве и охлаждении, так называемые теплосмены.
Термостойкость характеризуют числом теплосмен до потери 20% первоначальной массы огнеупора в результате образования трещин и скалывания.
Шлакоустойчивость характеризует способность огнеупора выдерживать воздействие жидкого шлака и металла, окалины, газов.
Характеристики и область применения некоторых печных огнеупоров
Динас содержит более 93% SiO2 и относится к кремнеземистым, кислым огнеупорам.
Обладает высокой строительной прочностью, высокой температурой начала деформации под нагрузкой и соответственно рабочей температурой службы 1650–1700 °С.
Устойчив к воздействию кислых расплавов и газовых сред, но не выдерживает контакта с основными расплавами металлов и их оксидов.
Термостойкость динаса по стандартной методике не превышает 1-2 водяных теплосмен.
Однако, если колебания температуры происходят в области значений выше 300 °С и особенно выше 600 °С, то термостойкость динаса исключительно высока.
Динас широко применяют для изготовления высокотемпературной части насадки доменных воздухонагревателей и регенераторов нагрева-тельных колодцев, которая не охлаждается ниже 600 °С, для кладки распорных сводов.
Шамот относится к алюмосиликатным огнеупорам, содержащим кроме SiO2 до 45% Al2O3.
Обладает более высокой термостойкостью (10-20 водяных теплосмен), но низкой шлакоустойчивостью.
Наиболее широко применяется в печестроении при температурах до 1350 °С для строительства стен, сводов, не контактирующих с оксидами металлов, для низкотемпературной части регенеративной насадки.
Не выдерживает истирающего действия при высоких температурах.
Муллит и корунд относятся к высокоглиноземистым алюмосиликатным огнеупорам.
По мере увеличения содержания Al2O3 повышается их рабочая температура службы, прочность и постоянство объема при разогреве.
Термостойкость превышает 150 водяных теплосмен.
Применяются вместо шамота в условиях более высоких температур: муллит – до 1650 °С, корунд – до 1800 °С.
Плавленые корундовые изделия обладают высокой шлакоустойчивостью и выдерживают давление и истирающее действие металла и шихты.
Применяются в установках внепечной обработки стали, в монолитных подинах методических нагревательных печей, в качестве насадки шариковых регенераторов.
Периклаз (или магнезит) содержит не менее 85% MgO.
Температура начала размягчения под нагрузкой значительно ниже огнеупорности.
Максимальная рабочая температура 1700 °С.
Термостойкость изделий невысока и составляет 1-2 водяных теплосмены.
Шлакоустойчивость по отношению. к основным расплавам – металлам и шлакам, богатым оксидами металлов и известью, исключительно высока.
Поэтому магнезитовые кирпичи используются для кладки элементов печей черной и цветной металлургии, которые контактируют с расплавами металлов и основных шлаков.
Магнезитовый порошок используют для заполнения швов при кладке подин плавильных печей.
Периклазохромитовые и хромитопериклазовые огнеупоры содержат в качестве основы MgO и хромит Cr2O3.
Свойства этих огнеупоров существенно отличаются от периклазовых и зависят от соотношения хромита и магнезита.
Максимальная термостойкость соответствует отношению Cr 2 O3:MgO = 30:70.
Шлакоустойчивость выше при содержании хромита 20%.
В сводах сталеплавильных печей наибольшую стойкость имеют изделия с содержанием хромита 20-30%.
Они изнашиваются из-за образования трещин и сколов, к которым приводят термические напряжения, возникающие при колебании температуры в рабочем пространстве печи.
Смолодоломитовые безобжиговые огнеупоры содержат в качестве основы MgO и СаО, а также углерод в виде смоляной связки в количестве 2-4%.
Они применяются для футеровки конвертеров.
Известь СаО взаимодействует с силикатами конвертерного шлака, благодаря чему на поверхности футеровки образуется гарниссаж, препятствующий проникновению шлака в футеровку.
Углеродистые огнеупоры изготавливаются из доступного сырья – графита, кокса – с высокой температурой плавления ≥ 3500 °С.
Они не смачиваются расплавами и поэтому устойчивы против них, имеют высокую термостойкость, но начинают окисляться в продуктах горения топлива при температуре ≥ 600 °С.
Поэтому их используют для службы в восстановительной среде: в электрических печах для производства ферросплавов, алюминия, свинца, в лещади доменных печей, в качестве припаса для разливки металлов, для изготовления электродов дуговых плавильных печей.
Карбидкремниевые огнеупоры содержат в качестве главного компонента SiC – карборунд.
Они покрыты защитной плёнкой SiO2, поэтому не окисляются как углеродистые.
Имеют высокую прочность, износоустойчивость, термостойкость.
Устойчивы против нейтральных и кислых расплавов, нестойки против основных.
Применяются для изготовления трубок керамических рекуператоров, огнеупорных муфелей.
Неформованные огнеупоры применяют для изготовления монолитных футеровок из огнеупорного бетона и набивных масс.
Огнеупорный бетон представляет собой смесь огнеупорного наполнителя (бой огнеупорных изделий) с размером частиц от 0,5 до 70 мм, вяжущего и добавок.
В качестве вяжущего используют твердеющие в холодном состоянии огнеупорные цементы (глиноземистый, магнезиальный), жидкое стекло, фосфатные связки на основе ортофосфорной кислоты Н3РО4.
Добавки могут регулировать скорость схватывания и твердения, улучшать пластические свойства, уменьшать усадку.
Широко распространены динасовые бетонные блоки и панели для стен нагревательных колодцев, глинистокварцитовые массы для набивной футеровки ковшей. Применяют монолитную футеровку стен и сводов нагревательных печей из жидкого (литого) бетона с креплением её к металлическому каркасу печи с помощью анкерных кирпичей, распределенных по площади стен и свода.
Защитные гарниссажи образуются на рабочей поверхности ограждения плавильных, шахтных и дуговых печей из спекающихся или расплавленных материалов при интенсивном охлаждении стен печи водой или воздухом.
В плавильных печах цветной металлургии гарниссаж является эффективным средством защиты, а иногда и замены футеровки.
Теплоизоляционные материалы, применяемые в печестроении
Для тепловой изоляции металлургических печей применяются два вида изделий:
1) легковесные пористые огнеупорные кирпичи: шамот-легковес, динас-легковес, диатомитовый и другие;
2) изделия в виде плит, ваты, войлока, картона, изготовленные на основе керамического волокна в смеси со связующим материалом, так называемые волокнистые огнеупоры.
Легковесные огнеупорные кирпичи обладают большой пористостью и поэтому меньшей плотностью и теплопроводностью, чем обычные огнеупорные кирпичи (табл. 2).
Марка кирпича в табл. 2 расшифровывается так: Д – динас, Ш – шамот, Л – легковес, числа после тире означают плотность.
Чем меньше плотность кирпича, тем лучше его теплоизоляционные свойства, но ниже максимальная рабочая температура.
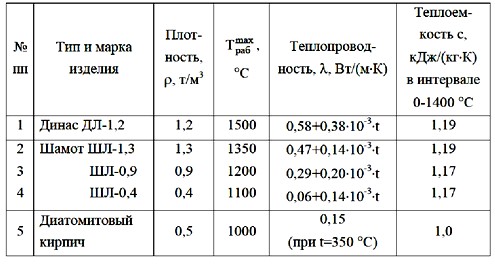
Таблица 2 – Свойства легковесных огнеупорных изделий
По сравнению с обычными огнеупорами шамот-легковес и другие легковесы имеют более низкую прочность, шлакоустойчивость и термостойкость.
Их можно применять не только для теплоизоляционного слоя футеровки, но и для рабочего слоя, в термических печах.
Диатомитовый кирпич применяют только для наружного слоя тепловой изоляции стен и свода нагревательных печей.
Волокнистые плиты, как и шамот-легковес, применяют для изготовления не только изоляционного, но и рабочего слоя футеровки термических печей с целью снижения потерь теплоты в рабочем пространстве печи.
При этом уменьшаются два вида потерь: на аккумуляцию теплоты футеровкой и теплопроводностью через футеровку в окружающую среду.
Электрическая дуга, способы сварки и сварные соединения

Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
По длине дугового промежутка дуга разделяется на три области (рис. 1): катодную, анодную и находящийся между ними столб дуги. Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней.
Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400 — 2700°С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области UK составляет порядка 12 — 17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 — 11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000 — 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е — напряженность по длине, lс — длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е.
Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры- сила тока и напряжение- находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается выше, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги.
Это обусловлено тем, что с увеличением силы тока увеличиваются площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуга. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными.
Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуга. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Особенности дуги на переменном токе
При сварке на постоянном токе в установившемся режиме все процессы в дуге протекают с определенной скоростью и горение дуги отличается высокой стабильностью.
При питании дуга переменным током полярность электрода и изделия, а также условия существования дугового разряда периодически изменяются. Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 4).
Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги. Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой -дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
При сварке плавящимся электродом, близким по составу к основному металлу, на режимах, обеспечивающих устойчивое горение дуги, выпрямляющее действие дуги незначительно и кривые тока и напряжения располагаются практически симметрично относительно оси абсцисс.
Технологические свойства дуги
Под технологическими свойствами сварочной дуги понимают совокупность ее теплового, механического и физико-химического воздействия на электроды, определяющие интенсивность плавления электрода, характер его переноса, проплавление основного металла, формирование и качество шва. К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
Важными технологическими характеристиками дуги являются зажигание и стабильность горения дуги. Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, межэлектродного промежутка и его длины. Для надежного обеспечения процесса зажигания дуй? необходимо подведение к электродам достаточного напряжения холостого хода источника питания дуги, но в то же время безопасного для работающего. Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 — 2,5 раза, а на постоянном токе — в 1,2 — 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Вторым условием является наличие ионизации в дуговом промежутке. Степень протекания этого процесса зависит от химического состава электродов и газовой среды в дуговом промежутке. Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее — стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
К технологическим характеристикам дуги относятся также пространственная устойчивость и эластичность. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отклонения и перемещения без затухания под воздействием внешних факторов. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может взаимодействовать. При этом взаимодействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Возникновение его объясняется тем, что в местах изменения направления тока создаются напряженности магнитного поля. Дуга является своеобразной газовой вставкой между электродами и как любой проводник взаимодействует с магнитными полями. При этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может перемещаться, как любой проводник, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Возникновение магнитного дутья вызывает непровары и ухудшение формирования швов. Устранить его можно за счет изменения места токоподвода к изделию или угла наклона электрода, временным размещением балластных ферромагнитных масс у сварного соединения, позволяющих выравнивать несимметричность магнитных полей, а также заменой постоянного тока переменным.
Понятие о сварке и ее сущность
Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов). Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании или совместным действием того и другого.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмасс, керамик или их сочетаний.
Для получения сварных соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов.
Для получения сварного соединения совершенно недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи могут установиться только тогда, когда соединяемые атомы получат некоторую дополнительную энергию, необходимую для преодоления существующего между ними определенного энергетического барьера. При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Сближение свариваемых частей и приложение энергии активации — необходимые условия для образования неразъемных сварных соединений.
В зависимости от вида активации при выполнении соединений различают два вида сварки: плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Оплавленные поверхности кромок покрываются расплавленным металлом, который, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации и течению металла облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
Классификация видов сварки
В настоящее время различают более 150 видов сварочных процессов. ГОСТ 19521-74 устанавливает классификацию сварочных процессов по основным физическим, техническим и технологическим признакам.
Основой физических признаков классификации является форма энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому.
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, — газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления,— контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, — холодная, трением, ультразвуковая, взрывом и др.
К техническим признакам классификации сварочных процессов относят способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации (рис. 7).
Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т. п.
Основные разновидности дуговой сварки
Источником нагрева при дуговых способах сварки является сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания такого разряда нужной продолжительности необходимо применение специальных источников питания дуги (ИПД). Для питания дуги переменным током применяют сварочные трансформаторы, при постоянном токе- сварочные генераторы или сварочные выпрямители. На рис. 8 показана схема электрической цепи дуговой сварки.
Разработка дуговой сварки обусловлена открытием электрической дуги в 1802 г. русским физиком В.В. Петровым. Впервые для соединения металлических частей с помощью электрической дуги, горящей между неплавящимся угольным электродом и свариваемым изделием, было осуществлено Н.Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
Дальнейшее совершенствование дуговой сварки шло по двум направлениям: 1) изыскание средств защиты и обработки расплавленного металла сварочной ванны; 2) автоматизация процесса. По характеру защиты свариваемого металла и сварочной ванны от окружающей среды могут быть выделены способы дуговой сварки с шлаковой, газошлаковой и газовой защитой. По степени автоматизации процесса способы разделяют на ручную, механизированную и автоматическую сварку. Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Дуговая сварка покрытыми электродами (рис. 9). При этом способе процесс выполняется вручную. Сварочные электроды могут быть плавящиеся — стальные, медные, алюминиевые и др. — и неплавящиеся — угольные, графитовые, вольфрамовые.
Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение — повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва. Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Дуговая сварка под флюсом (рис. 10). Электрическая дуга горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом. Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором — сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
Дуговая сварка в защитных газах (рис. 11). Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом можно использовать как неплавящийся, так и плавящийся электроды, а выполнять процесс ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Электрошлаковая сварка (рис. 12). Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
Сварные соединения и швы
Согласно ГОСТ 2601-84 устанавливается ряд терминов и определений связанных со сварными соединениями и швами.
Сварное соединение — это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного соединения определяется взаиморасположением свариваемых частей. При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дуговой сваркой.
Металлическую конструкцию, изготовленную сваркой из отдельных деталей, называют сварной конструкцией. Часть такой конструкции называют сварным узлом.
Стыковое соединение представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 13, а). Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1 — С48.
Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис.13, б). Условные обозначения угловых соединений: У1 — У10.
Тавровое соединение — это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 13, в). Условные обозначения тавровых соединений: Т1 — Т8.
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 13, г). Условные обозначения: H1 — Н9.
Торцовое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 13, д). Условных обозначений в стандарте пока нет.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Сварочная ванна — это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. Углубление, образующееся в сварочной ванне под действием дуги, называют кратером. Металл соединяемых частей, подвергающихся сварке, называют основным металлом. Металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом. Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва. В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от доли участия основного и присадочного металлов в формировании шва его состав может изменяться. Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемых кромок в зависимости от толщины основного металла и способа сварки им придают наиболее оптимальную форму, выполняя предварительно подготовку кромок. На рис. 15 приведены применяемые формы подготовки кромок для различных типов сварных соединений. Основными параметрами формы подготовленных кромок и собранных под сварку соединений являются е, R, b, a, с — высота отбортовки, радиус закруглений, зазор, угол скоса, притупление кромок.
Отбортовку кромок применяют при сварке тонкостенных деталей. Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Значения параметров формы подготовки кромок и их сборки регламентируются ГОСТ 5264-80. В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первый вид швов используется при получении стыковых сварных соединений. Второй вид швов используется в угловых, тавровых и нахлесточных соединениях.
Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.