Что такое паяльный флюс
Для качественной и надежной подсветки недостаточно только премиум оборудование. Важную роль в работе осветительного оборудования играет монтаж, который произведен по всем техническим нормам. Одной из слабых зон монтажа является соединение и подключение элементов оборудования.

Многие установщики используют быстрозажимные клеммы или специальные соединительные коннекторы, но это не совсем верно. В данном варианте подключения возможны выгорания элементов при длительном нагреве или же коррозия самих контактов.

Для качественного и долговечного монтажа led оборудования применяется пайка соединений. Ведь только с помощью пайки можно обеспечить бесперебойную работу при возможных перегрузках оборудования. Для того чтобы выполнить пайку соединений понадобится паяльный флюс. Важно понимать, что для различных типов металлов, он подбирается индивидуально.

Что же такое паяльный флюс?
Флюс представляет собой специальный реагент, позволяющий обеспечить хорошее растекание припоя, при этом является активатором надежной адгезии при соединении металлов к припою. Если говорить по-простому, то флюс паяльный способствует прилипанию припоя к металлу.

По своей консистенции, флюсы бывают:
- твёрдые флюсы (канифоль);
- жидкие (флюсы Ф-1, Ф-3, Ф-5, Ф-6, ЛТИ-120);
- пастообразные (ZJ-18, RMA-223, Ф-99, Ф-2000);
- гелеобразные (флюс гель ТТ).
Кроме вышеперечисленных видов флюсов, существует смесь паяльного припоя с флюсом. На сайте Foton.ua можно такой флюс купить, он называется Solder paste FLY801-T3.

Перед применением паяльного флюса необходимо знать некоторые особенности. А именно, с каким материалом будете работать, его температура плавления, необходимость удаления остатков флюса. Также, для большинства флюсов применяются припой, в составе которого имеется свинец.
В процессе пайки необходимо соблюдать правила работы с паяльными флюсами:
- нанесение флюса на каждую основу, которая будет сцепляться с припоем;
- важно не переусердствовать с количеством флюса, так как он при нагреве вступает в активную фазу, и малого количества достаточно для удаления пленок и очистки материала;
- удаление остатков флюса, при необходимости.
Для пайки металлов применяются разные типы флюсов по составу, время нагрева, температуры активности. Они могут быть органическими и неорганическими. Выбор нужного варианта зависит от применения материалов пайки. Органические флюсы, а точнее большинство из них не имеют коррозийных свойств. Что касается некоторых разновидностей кислотных флюсом, то они склонны вызывать коррозию. Поэтому, применение флюсов в такими свойствами не приветствуется для пайки печатных плат или микросхем. Органические паяльные флюсы изготавливаются на основе растворителей и низкомолекулярных кислот. Они растворяются при нагреве и создают азеотропную смесь.

В основу органических флюсов входят следующие компоненты:
- активаторы (данные вещества активируют воздействие на оксиды металлов);
- протекторы (создают защитный слой и предохраняют от оксидного налета);
- растворители (формируют необходимую консистенцию);
- дополнительные добавки (красители, сгустители, стабилизаторы).
Что касается неорганических флюсов, их можно поделить на два вида: канифольные и синтетические.

Канифольные флюсы предназначены для низкотемпературной пайки. Основой их состава являются растворы канифоли. С помощью растворителей флюс приобретает жидкую структуру, которая легко наносится в процессе пайки. Современные неорганические флюсы обладают высокой активностью и при этом являются некоррозийнными.
Синтетические флюсы изготовлены на основе синтетических смол. Они производятся с дозированным молекулярным растворителем. При использовании остатки флюса можно не удалять, так как они служат защитным слоем. Если все-таки возникает необходимость убрать остатки, то нужно знать, что они трудно поддаются отмывке.
По поводу отмывки флюсов. В описании флюса производитель указывает о необходимости отмывки флюса после выполнения пайки. Высокоактивный флюс, а также флюс с неорганическими активаторами требует обязательной отмывки. В противном случае, оставшиеся частички флюса могут электролизироваться и привести к короткому замыканию контактов. Кроме этого, остатки паяльного флюса в дальнейшем приводят к коррозии контактов.

Флюсы со средней активностью можно не удалять, так как они имеют низкую химическую активность. Правда, некоторые производители предостерегаются и рекомендуют смывать флюс.
Низкоактивные флюсы – отмывки не требуют.
Для пайки контактов светодиодных лент, сверхярких светодиодов и прочей светодиодной продукции лучше всего использовать низкоактивный флюс. В интернет магазине Foton.ua имеется широкий ассортимент припоев и флюсов. Кроме этого есть в ассортименте паяльная паста купить которую можно по низкой цене.
Паяльные флюсы и пасты предохраняют расплавленный материал от реакции с кислородом, вследствие этого хорошая адгезия припоя, а также идеальный качественный шов. Аккуратная и качественная пайка зависит от правильно подобранного флюса.
Флюс для пайки

В тех вариантах, когда осуществляется пайка деталей из меди, для равномерного распределения припоя по месту предполагаемого соединения, а также для очистки металлической поверхности от хлористого цинка, соляной и борной кислоты, грязи, пыли, применяют флюс. Благодаря этому появляется защита от молекул кислорода, находящихся в воздухе. В качестве флюса могут использоваться материалы, богатые воском, смолой, канифолью.
Очень важно верно подобрать флюс. Для этого нужно учесть типы металлического состава, припоев, температурного режима нагревания. Различают три основных вида флюсов.
- Антикоррозийный флюс. Это вещество, в состав которого входит фосфор и специальные растворители. Благодаря взаимодействию эти вещества дают органическое соединение. Преимущество данного флюса в том, что после пайки нет необходимости в применении дополнительных очистителей.
- Золотой флюс. В состав этого вещества входит большое число составляющих. Состав готовится из салициловой кислоты, золота, этилового спирта, вазелина. Шов при пайке с использованием такого состава отличается ровной и аккуратной формой.
- Активировочный флюс. Сюда можно ввести буру и канифоль. Температура плавления буры 700 °С. Кроме того, при пайке не происходит выделения вредных веществ в воздух. Эти флюсы можно приготовить самим. Для этого смешиваются части между: канифолью, анилином, салициловой кислотой, ангидридом, диэтиламином.
Флюс надёжно предохраняет расплавленный металл от реакции с кислородом воздуха, поэтому такие соединения отличаются качественными швами. От того, что поверхность металла покрыта шлаками, кристаллизация проходит с повышенной скоростью. Следствием чего является отсутствие включений и пор. Единственным недостатком пайки с использования флюса это растекающаяся консистенция расплавленного металла.
Особенности паяльных соединений с применением флюса
Если сравнивать соединение медного материала с использованием флюса со сваркой вручную, то первый вариант увеличивает эффективность рабочего процесса в пятеро. Почему такое происходит? Когда применяется паяние с применением флюса, подача электротоков производится через электродный проволочный элемент на вылет.
При применении флюса допускается пользоваться более высокой плотностью сварочных токов. Благодаря этому не будет риска перегрева электродного элемента в вылете и отслойки обмазки. Если используются увеличенные сварочные токи, основной металл проплавляется на значительную глубину. Благодаря этому пайка производится без разделения утолщённых краёв.
Как подобрать флюс
Для того, чтобы верно подобрать вид флюса для того или иного случая, нужно принимать в расчёт несколько факторов. Если вы хотите избежать образования оксидной плёнки на шве, нужно контролировать температурные режимы припоя и металлического состава, они должны быть одинаковыми. Поэтому при выборе флюса нужно ориентироваться на вид припоя. Если температуры металлического и припойного состава одинаковы, то флюс может послужить температурным индикатором и позволит избежать повреждения деталей.
Флюсы могут быть трёх видов консистенции: паста, порошок, жидкость. Использование жидкого флюса практикуется при использовании мягкого припоя. Они могут храниться в тюбиках. Порошковый вариант иногда бывает неудобным в использовании. Паста наносится равномерно, удобно хранится, применяется без предварительной подготовки.
Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди. ». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
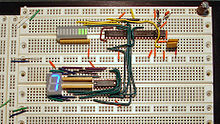
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.

и припой c флюсом внутри:

- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
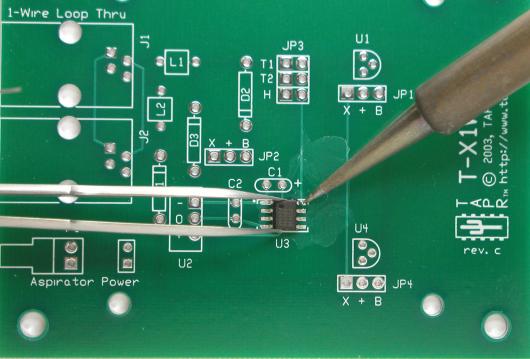
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



-
Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Для чего нужен флюс при пайке – от А до Я
Производство и ремонт электроники, сборка компонентов на печатных платах невозможна без флюсов для пайки. От качества и состава смеси зависит надежность протравки металла, контакт и долговечность соединений. Какие разновидности существуют и зачем нужен флюс при работе с паяльным оборудованием, подробно рассмотрено ниже.

Что это такое — паяльные флюсы
Флюсом называется вещество, применяемое в пайке. В процессе работы с металлами, а так же при их хранении, на поверхности образуется оксидная пленка, возможно появление иных загрязнений. Назначение флюсов — удалять все лишние вещества, которые ухудшат контакт в зоне пайки или качество лужения. Для чего еще нужен флюс — вещество производит своеобразное смачивание поверхности. За счет формирования “поверхностного натяжения” у нагретого металла распределение припоя происходит быстрее.
Выбор паяльного флюса, припоя и оборудования — взаимосвязанная цепочка. Все компоненты должны отвечать запросам производимых работ — лужение, монтаж smd компонентов, пайка медного трубопровода.

Основные функции и свойства
Процессы, ведущие к появлению оксидных пленок, происходят на металлических поверхностях постоянно. Блокировать их развитие может только изоляционный защитный слой — например, лак. В остальных случаях потребуется использовать флюс при пайке.
- очистка поверхности металла перед пайкой от окислов;
- эффект поверхностного натяжения и способствование равномерному лужению;
- защитный эффект протравленной зоны, замедление окисления металла.
Так как для определенной группы металлов существует свой флюс, выделяются характеристики и свойства, присущие конкретному веществу:
- остаточные фракции — могут потребовать очистки зоны пайки после работы;
- температура пайки;
- консистенция — паста, жидкость, плотная субстанция;
- сопротивление;
- выделение вредных веществ при нагреве;
- рабочий расход и стоимость.

Каждая характеристика влияет на подбор флюса под конкретную работу. Канифоль для пайки в твердом варианте постепенно вытесняется жидкой формой. Некоторые разновидности имеют срок годности и должны быть использованы вовремя — хранить долго их не получится. Флюс-паста удобен для мелкого компонентного ремонта, но имеет высокую стоимость.
Требования к флюсам
Требования к химическому составу флюса формируются на основе рабочей зоны. Для пайки радиодеталей без дальнейшей отмывки в составе смеси исключается присутствие кислоты. Для электронных систем военного и медицинского характера важна стабильная работа зоны контакта при длительной эксплуатации в обычных и тяжелых условиях. Поэтому важно пользоваться флюсом, обеспечивающим максимальную прочность обработанного контакта. Особенно это важно для СМД элементов и греющихся компонентов — радиаторов, чипов.

Классификация по типу
Химический состав вещества и область применения формируют виды флюса:
- активный;
- бескислотный или нейтральный;
- активированный.
Нейтральные имеют дополнительное разделение на антикоррозийные и защитные типы.

Например, высокотемпературная пайка производится флюсами средней активности. Кислотность низкая, так как в припоях для высоких температур присутствует алюминий.
Активные
В своем составе активный флюс имеет кислоту. Поэтому он отлично убирает окислы, паять или лудить данным составом удобно. При работе с активным флюсом важно обеспечивать вентиляцию помещения — при нагреве будут выделяться токсические вещества, требующие удаления.
Работа с кислотой производится максимально аккуратно. Обязательно использование защитных средств, а при попадании на кожу или слизистые оболочки потребуется срочная промывка.

Зона пайки после работки потребует очистки от остатков флюса. Кислота химически активна и способна вступать в реакции в рабочей зоне даже при комнатной температуре.
В дальнейшем это приведет к разрушению контакта — от микротрещин до окисления. Как хороший проводник, кислотный остаток может стать причиной короткого замыкания. Очистка прилегающей к пайке области – обязательно.
Применение активного флюса на основе кислоты оптимально в случае большого количества окислов и спайки разных металлов.
Бескислотные
Разновидность нейтральных флюсов. При нанесении на плату или контакт данного типа вещества реакции с окружающими элементами не будет. Представляют доступную ценовую категорию. Может применяться канифоль для пайки — если температура работы не выше 150 градусов. Нейтральные флюсы подходят для паек мелких компонентов на платах в радиотехнике и электронике.

Антикоррозийные
Цель применения — удаление последствий коррозии на поверхности метала перед пайкой и создание защитной пленки. В основе лежит ортофосфорная кислота. В отличие от кислотных флюсов, смесь не рушит структуру металла. Коррозия удаляется путем протекания химической реакции при нагревании паяльником.
Защитные флюсы
Использование направлено на защиту металлов от окислительных процессов. Химическое взаимодействие флюса и обрабатываемой плоскости отсутствует из-за нейтральной природы входящих в его состав компонентов. В производстве могут задействоваться воск, вазелин, иные масла. Подойдет для пайки медных проводов, плат и микросхем.
Активированные
Основной компонент для производства флюса — солянокислый анилин, может быть использована салициловая кислота. За счет состава не требуют предварительно очистки большого количества окислов — хорошо растворяются на стадии обработки. Предлагается как безотмывочный флюс, но остатки желательно удалить. Применение находит в соединениях с механической нагрузкой.
По состоянию
Особенности состава и взаимодействия компонентов выражаются в форме готового продукта. Это может быть как жидкий флюс, так и паяльная паста. Некоторые смеси можно наносить обычной кистью или выдавливая из тюбика. Часть производителей предусматривают более удобные форматы работы — пистолет для флюса с дозированием объема вещества.
Жидкие
Одна из наиболее распространенных форм и доступна как в магазинах для радиолюбителей, так и в бытовых отделах. Вещество удобно наносить кисточкой, но необходимо следить за излишками. Есть риск разлива, непредвиденных капель на плату или контакт – их потребуется удалить для исключения появления дефектов.
Пример жидкая канифоль или ортофосфорная кислота для лужения и пайки. При нагреве происходит быстрое высыхание и выделение вредных веществ. Потребуется использование средств индивидуальной защиты и оперативное выполнение работ.
Твердые
Большим плюсом является ценовая доступность, а также низкая химическая активность по отношению к металлу. Твердые флюсы для пайки неудобно наносить, качество удаления окислов у них чуть ниже. Популярная канифоль для пайки в кристаллическом виде при разогреве выделяет вредные вещества.

Пастообразные
Использовать флюс пасту для пайки наиболее удобно. Одна из популярных марок – rma 218. Его удобно наносить, время высыхания выше чем у других форм. В работе задействуется паяльник и фен — подойдет любое устройство. За счет своей популярности качественные флюсы иногда подделывают, поэтому выбор и приобретение следует совершать в проверенных магазинах.

Поставка — шприц или тюбик, позволяет наносить вещество локально в нужном объеме.
Как правильно выбрать флюс
Подборка состава и марки флюса происходит на основе анализа задачи. Учитываются материалы, которые будут паяться, условия эксплуатации и наличие статических или динамических нагрузок. Несколько примеров:
- Флюс вами, вещество в виде порошка. Необходим, если паяется алюминиевый контакт, а также сплав на его основе. Высокая температура работы не влияет на безопасность — флюс для пайки алюминия не подвержен возгоранию, взрывам.

- Свинцовые и без свинцовые платы прекрасно паяются, если использовать флюс Martin. Он безотмывочный, что исключает дополнительные операции с компонентами по завершении паек.
- Гель rma 218 не требует удаления остатков и применяется для замены smd компонентов на платах, замены чипов, для пайки bga. Температура работы выше 70 градусов. rma 218 может быть оперативно убран с платы при помощи flux-off аксессуара. Флюс rma 223 – имеет схожие характеристики с небольшим отличием в составе. Область применения та же.

- В процессе лужения и пайки токоведущих элементов задействуется ФППУ 25. Вещество является универсальным флюсом, наследием советской промышленности. При использовании вспомогательных компонентов пайке может подвергаться сталь.

- Флюс ЛТИ относится к активной группе веществ. Паять можно медь и нержавейку. В состав ЛТИ 120 вошла канифоль (1/4) и спирт (3/4) с активными добавками. Полученная нейтральная смесь исключает дальнейшую реакцию при наличии остатков флюса в зоне пайки. Зачистить излишки можно техническим спиртом и кистью.
- Флюс СКФ — еще один представитель спиртово – канифольной смеси. Припой, используемый в работе с данным вещество — низкотемпературный. Подойдет для радиомонтажных работ и пайки печатных плат.

- Флюс для пайки трубопроводов из меди создается на основе из кислот и серебра. Прочность соединения позволяет подавать давление до 20 атмосфер в систему водо- и газоснабжения. Шов после пайки и сам медный трубопровод потребуется очистить – остатки флюса могут со временем добавить зеленого оттенка на паяных участках.

- d500 – разновидность флюсов, аналог rma. Низкий остаток после работы и безотмывочные характеристики не требуют дополнительных взаимодействий с платой. Целевые объекты — ремонт сотовых телефонов, бытовых электроприборов.

Важно учитывать необходимость последующей отмывки и ее сложность. Поэтому безотмывочный rma 218 и подобные пасты гели – выбор электронщиков, выполняющих мелко компонентные ремонтные работы.
Для ответственных узлов и мелких элементов подойдут нейтральные, слабоактивные флюсы. Вещества на основе кислот, в жидком формате и низком ценовом диапазоне выбираются при лужении и большом объеме паек – например, в сфере промышленного энергоснабжения, на подстанциях, в железнодорожной инфраструктуре.
Как пользоваться флюсом для пайки
Правильное применение зависит от агрегатного состояния флюса:
- для твердого формата жало паяльника касается флюса, после чего берется припой;
- жидкие вещества наносят кисточкой на поверхность металла в зону пайки;
- для пасты предусмотрены шприцы или специальные пистолеты.

Порядок действий следующий:
- Удаление окислов — если флюс обладает такими свойства, данный шаг пропускается.
- Нанесение флюса в рабочую зону.
- Разогрев зоны пайки оборудованием с внесением припоя.
По завершению работы необходимо выдержать соединение до затвердения припоя. Для печатных плат возможно восстановление защитного слоя лака — особенно для устройств, работающих в агрессивных средах. Сюда относится пыль, влажность, повышенная температура.
Удаление остатков
Для упрощения технологического процесса используйте безотмывочные составы — например, rma 218. Если же требуется убрать излишки флюса, потребуется чистая кисть, технический спирт, в отдельных случаях — ацетон. С платами важно быть осторожнее — при очистке аккуратно производить удаление остатка, не травмируя соседние компоненты.
Как приготовить паяльный флюс своими руками
Оптимальные по качеству составы создаются на промышленном производстве. Если не требуется идеально выверенных и точных пропорций можно приготовить флюс для пайки дома своими руками.
Для работы потребуются ряд компонентов, используемых в смеси для пайки нужного типа металла. Подробная инструкция по созданию бюджетного флюса приведена в видео ролике.
Для ремонта электроники лучше приобретать нужный, готовый паяльный флюс. Это уменьшит риск порчи оборудования и повысит качество выполняемой пайки.
Техника безопасности
Применение флюса в процессе пайки потребует использования защитных перчаток, стойких к кислоте. Рабочее место должно проветриваться или оснащаться системой вентиляции для защиты слизистых оболочек от вредных испарений. Возможно использовать респираторы с картриджами, улавливающими мелкодисперсную сухую и влажную взвесь из воздуха. При попадании вещества на открытые участки кожи необходимо промыть места чистой водой.
После окончания работ руки и лицо вымыть с мылом. Это позволит удалить осевшие на коже частички после нагревания флюса. В зоне работы с паяльным оборудование нельзя хранить открытыми продукты питания и воду.
Хранение — срок годности
Для флюсов в жидкой форме обязательно хранение в герметичной таре. Если хранить вещество в открытой емкости, возможно испарение. Результатом будет снижение качества пайки, возможно отравление от рассеянных в воздухе компонентов флюса.
Паста или гель хранятся в помещениях с нормальными показателями влажности и температуры, без попадания прямых солнечных лучей. Емкости — плотно закрыты. Воздействие излишней влажности и повышенной температуре приведет к изменению химического состава и нарушению исходных пропорций флюса.
Слишком низкая температура будет также вредна для вещества. Срок годности указывается производителем на упаковке. По его истечению использовать химический состав нежелательно.
Применение флюса не вызовет трудностей, если осуществить правильный подбор под конкретную рабочую задачу. При поиске вещества для пайки обязательно оценивается состав и пропорции компонентов. Для этого используются инструкции и пояснения от производителя.