Какой припой лучше использовать с канифолью или без?

В продаже появились различные виды припоев. Радиолюбители интересуются, какие из расходных материалов лучше применять для пайки – с содержанием внутри канифоли или без этого вещества. Необходимо учесть, что такая операция как соединение элементов с термическим воздействием, не может произойти без использования вспомогательных компонентов.
Припой с канифолью
При сборке или ремонте электронных плат, различных электрических устройств, радиодетали фиксируют пайкой. Работники прикрепляют их на нужных участках паяльником, где расходными материалами служат припои.

При этом, обрабатываемые части остаются твердыми, они не подвергаются расплавке. Плавится сплав, который смачивает и присоединяет электронные элементы. Для хорошего сцепления необходима очистка поверхностей флюсами. Чтобы упростить рабочий процесс и повысить качество соединений, создали универсальные канифольные припои. Разработчики избавили мастеров от комплектации дополнительных веществ и выполнения лишних операций, включив в состав изделия оптимальное количество смолы.
Их производят в виде полых проволок, пространство которых заполнено компонентами:
- Канифольными.
- Синтетическими.
- Водосмываемыми.
Для пайки с трубчатым материалом не нужно дополнительное флюсование, отчего повышается производительность. При производстве припои отличаются:
- Содержанием канифоли.
- Толщиной проволок.
Готовые изделия поступают в продажу разные по комплектации в виде:
- Катушек – где на стержень намотана проволока толщиной до 2мм. Наплавочный материал удобно использовать в домашних и промышленных мастерских, необходимо только подбирать параметры.
- Тубусов – формируют для работ в домашних условиях по причине небольшого количества в одном комплекте.
- Бухт – которые больше подходят для промышленных предприятий. Здесь упакована проволока разных размеров, покупатель выбирает по своим потребностям толщину и длину.
При выборе потребитель опирается на удобство и качество проводимых работ. Для стандартных процедур с известными режимами исполнения подойдет любая марка из разряда ПОС – 61, 60, 90. Основным компонентом в этих припоях будет сплав из серебра или олова. Сниженная крепость соединений, увеличивает мягкость и смачиваемость заготовок.
Для соединения тугоплавких металлов используют наплавку без внутренних флюсов.
Виды и особенности припоев без канифоли
Элементы электроники не соединяют сваркой, при ремонте используют пайку. Для этого процесса необходим хороший припой и вспомогательный компонент – канифоль или флюс любого типа. Металлический сплав, которым фиксируют детали смачивает соединяемые участки, а канифоль их очищает. Припой должен быть термически и электрически стабильным.

Расходный материал бывает:
- Твердым с температурой плавления выше 450 град.
- Мягким.
Выпускают расходный материал:
- Гранулами.
- Прутками.
- Проволокой.
- Порошком.
- Фольгой.
- Пластинами.
При выборе нужного припоя учитывают:
- Свойства соединяемого металла.
- Механическую прочность спайки.
- Коррозийную устойчивость с удельной проводимостью.
Для скрепления плат в радиоаппаратуре применяют марку ПОС-61 по причине приемлемой температуры плавления (до 190 град.). Если работают с чувствительным к перегреву прибором выбирают ПОСК 50—18. Для обработки предметов с твердыми свойствами подойдет маркировка ПМЦ, в состав которых входит медь с цинком. «ПСр» указывает на сплав из серебра с добавками в разном процентном содержании:
Есть еще образцы, куда кроме металлической составляющей добавляют фосфор.
Общие свойства припоев
По своему назначению расходные материалы с канифолью и без, выполняют одну задачу, спаивают электронные элементы. Можно подчеркнуть одинаковую:
- Форму, если производство выпускает припои в виде проволоки.
- Высокую степень смачивания, соединяемых поверхностей.
- Использование одного инструмента для работы – паяльника.
- Процесс происходит с нагреванием и расплавлением припоя.
- Состав сплавов для низких температур плавления.
- Легкую пайку.
В продаже много разных видов припоев, что не создает трудностей в их выборе.
Чем отличаются расходные материалы
Один и тот же признак создает как схожесть изделий с друг с другом, так и различие. Это их изготовление в виде проволок. Но в образцах без канифольных:
- Нет полого пространства, их выполняют цельными.
- Для пайки нужно отдельно использовать флюс.
- Кроме проволочных видов, выпускают различные конфигурации и формы – пласты, порошки.
Все предметы с внутренним заполнением:
- Имеют трубчатый вид.
- Полое пространство заполнено канифолью.
- Операции пайки выполняются без флюсования.
- Не применяют для тугоплавких металлов.
Мастер выбирает состав, с которым ему будет удобно работать в каждом конкретном случае.
Кому и когда лучше использовать каждый из припоев
Радиотехник применяет трубчатый элемент, полость которого заполнена канифолью, когда необходимо провести пайку:
- В приборе, отремонтировать электронное устройство.
- Небольших по объемам участков, использовав тубусы или катушечную комплектацию.
- На промышленном предприятии, при наличии бухты с соблюдением соответствия всех технологических процессов и свойств напаиваемого металла.
- С низкими температурами плавления.
Пайка без внутренних наполнителей позволяет осуществлять действия с разными:
- Тугоплавкими металлами.
- Температурными режимами плавки в зависимости от состава сплава.
- Чувствительными к перегреву элементами – предохранителями, транзисторами.
- Радиотехническими изделиями – проводами, техническими платами.
- Лудить и соединять медные, бронзовые детали для получения герметичного шва.
Мастер определяет область работ и выбирает то вещество, которое подойдет для конкретных работ. Радиодетали хорошо прикреплять, используя проволоку с канифолью. Для соединения элементов из висмута или кадмия лучше подобрать отдельно припой и флюс, которые соответствуют требованиям сплавов.
Какой флюс и припой лучший для пайки электроники
Для соединения металлов существуют много различных способов, это и сварка электрическим током, который плавит металл и резьбовые/клепочные соединения и конечно же пайка. В отличие от контактного соединения (разъёмы и колодки) пайка обеспечивает более долговечное и что самое важное электропроницаемое соединение, что способствовало ее применению в электронике.
Для любой пайки металлов нужно два элемента ПРИПОЙ и ФЛЮС. В редких случаях, когда пайка производится однородных и чистых от оксидный пленки металлов применяют исключительно припой, но в большинстве случаев добавляют еще и флюс, который выступает дезинфектором поверхности перед нанесением припоя

12 января 2016
Припой

Припой может быть флюсованный и офлюсованный , где отличие одного от другого расположение флюса, как правило для высокотемпературной пайки МАПП газом припои офлюсованные т.е. снаружи идет флюс, а припой внутри. Для низкотемпературной пайки припой идет со флюсом внутри и называется флюсованным.
Температура плавления олова 231 °C, а температура плавления свинца 327,5°C но если их смешать то температура плавления будет ниже
ПОС-15 — 280 °C. (15% олова, 85% свинца)
ПОС-25 — 260 °C.
ПОС-33 — 247 °C.
ПОС-40 — 238 °C
ПОС-61 — 183 °C
ПОС-90 — 220 °C (90% олова, 10% свинца)
Как мы поняли оптимальное содержание свинца и олова 39 на 61, хотя многие иностранные припои купленные на аллиэкспресс и других сайтах имеют соотношение 63 на 37.
Оценка припоя на качество

Основных оценок припоя две, это текучесть, т.е. насколько хорошо припой растекается по поверхности контакта и структура поверхности после пайки (матовая или блестящая). Считается что чем легче растекается припой и чем блестящей его поверхность после пайки, тем лучше его качество. Так же встречаются припои которые после пайки на своей поверхности оставляют бугры и неровности, что считается недопустимым, так же как и трещины после остывания
Что лучше ПОС 40 или ПОС 61
Если изогнуть эти два припоя то ПОС 40 будет гнуться без хруста, в то время как пос 60 грустить при изгибании, это и говорит о недостатки одного и преимуществах другого, ведь именно гибкость и пластичность очень часто нужна в радиомонтаже, так же встречается и вибрационные нагрузки, которые естественно лучше выдерживает ПОС 40, но при его применение поднимается температура, а следовательно возрастает риск перегрева радиокомпонентов или дорожек
Сплав розе
Олово 25 Свинец 25 Висмут 50
Температура плавления 95%
В отличие от справа ВУДА обладающего теми же параметрами менее тактичный, так как не содержит кадмий
Для пайки не применяется, так как материал более хрупкий по сравнению с ПОС 61 припоем, но лудить можно в воде, где поднимают температуру кипения добавлением глицерина (кипение 290 градусов), чтобы не было испарение воды и металлы не попадали вместе с паром в легкие человека
Так же при лужении в раствор воды и глицерина можно добавлять лимонную кислоту, что увеличивает качество, так как раствор становится флюсом. Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора
Безсвинцовые припои
В последнее время все больше и больше трубиться тема экологии, если ты не сделал экономичную шубу или электрокар ты плохой и не нужно покупать товар у тебя больше. Не важно, что для производства электрокара урон экологии идет такой же если не больше, но на начальном этапе производства батарей и их утилизации в дальнейшем. Да сам процесс безопасен для экологии по сравнению с бензиновыми двигателями, но это лишь иллюзия если считать со стадии производства до стадии утилизации.
Экологичный вопрос терзает и производителей электроники, которые стали убирать из состава своих припоев свинец, на мой субъективный взгляд это приводит к более сложному ремонту и одноразовости техники.
Какой диаметр припоя купить?

Основным правилом в выборе диаметра припоя считается объем пайки, если Вы используете припой для пайки силовых установок с толстыми проводниками, то Вам необходим припой с диаметром 1.5 мм или даже 3 мм, а иногда и все 10 мм. Если же Вы паяете исключительно «тонкую» электронику, микроконтроллеры и симисторы в малых корпусах, то Вам достаточно диаметра в 1 мм. Некоторые предпочитают не увлекаться с количеством припоя, так как его излишек, так же не считается нормой и используют диаметры в 0.5 мм
ФЛЮСЫ Отмывочный и безотмывочный

Второй элемент любой качественной пайки является флюс, который может быть в двух состояниях жидкий и твердый. Под твердыми флюсами мы понимаем классическую канифоль, а под жидкими ЛТИ или раствор глицерина
Профессиональные мастера по ремонту электроники очень чистоплотны, ведь после их работы не должно остаться ни единого следа, тем более на плате не должно оставаться следов флюса. В зависимости от агрессивности флюса он может хорошо работать в процессе пайки, но и так же хорошо разрушать проводник после пайки и через 2-3 года после ремонта техника может вернуться обратно в ремонт, изрядно подмочив репутацию мастера. Поэтому большинство мастер предпочитают всегда отмывать плату от флюса.
Канифоль или Глицерин
Канифоль применяется для пайки/лужения меди и ее сплавов, а так же стали и цинка, но она не применятся для пайки алюминия и алюминиевых сплавов, для их необходим свой флюс по алюминию
Сама по себе канифоль является диэлектриком, но по мимо этого она очень хорошо впитывает влагу из атмосферы, поэтому возникает коррозия соединения и места пайки, а так же усиливает вероятность токов утечки, которые приводят к сбоям в работе
ГЛИЦЕРИН — это органическое вещество относящееся к спиртам, но в отличие от своих младших братьев метанола (один атом углерода) и этиленглюколя (два атома углерода) не токсичен и имеет сладковатый вкус. По мимо применения в пайки радиокомпонентов глицерин применяется и в популярный на текущий момент у молодежи, электронных сигаретах, а в прошлом глицерин применялся для производства динамита
По мимо глицерина часто применяют такие вещества как вазелин или паяльный жир, но по сравнению с флюсом ТАГС на основе глицерина они уступают в спектре применения, ведь ТАГС подходит для пайки как меди, так и стали, никеля и сплавов меди (латунь и бронза)
ЛТИ-120

По своей сути флюс ЛТИ состоит из канифоли, растворенной в спирту и добавлены активаторы, которые позволяют паять комфортно не только медь, но и латунь с бронзой. В отличие от глицерина флюс ЛТИ хуже справляется со сталью, но окислительный процесс у него ниже чем у глицерина, хотя так же как и глицерин требует тщательной отмывки изопропиловым спиртом
Химия для пайки
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.

Припой (олово).
Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие — температура плавления до 300°C и твёрдые — выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.

Канифоль.
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Она помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.

Флюс.
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта ~ 60%, канифоли ~ 40% и абсолютно не вреден для печатных плат.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.

Паяльный жир и паяльная кислота.
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т. к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
 Бура.
Бура.
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.

Лак цапон.
Лак цапон применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Лак цапон , нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Лак цапон бывает разных цветов: зеленого, красного, синего. Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать л аком цапон (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Лак цапон удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
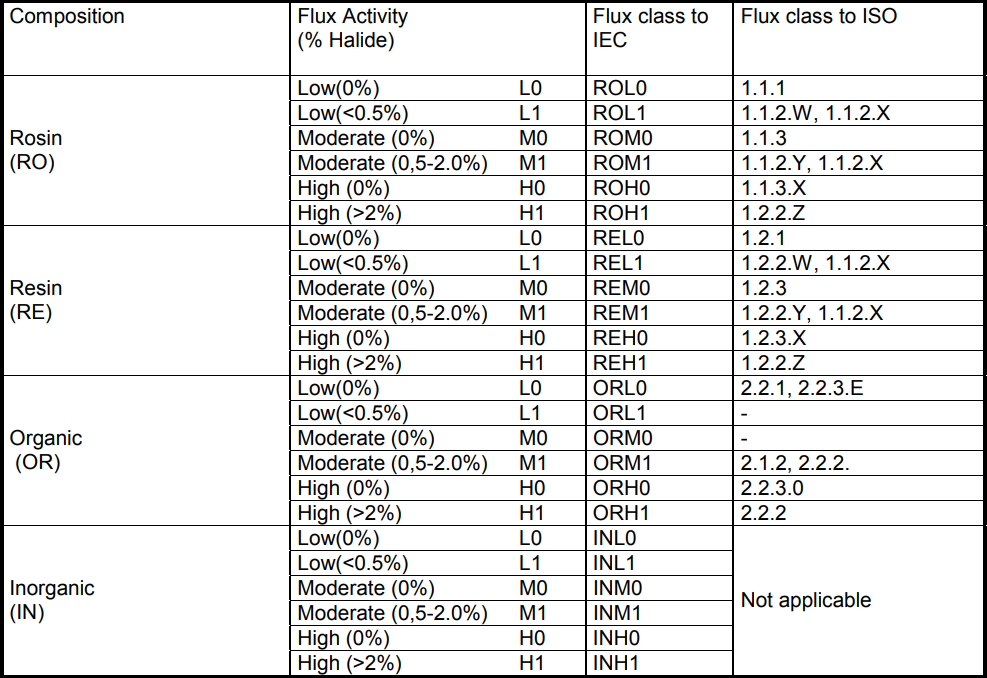
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
- Производство и разработка электроники
- DIY или Сделай сам
- Электроника для начинающих