Плазменная резка металла: особенности и преимущества метода

Существует множество способов раскроя металлоизделий. Если в приоритете оперативная обработка при относительно низких затратах, поможет плазменная резка металла. Мощность и, соответственно, производительность специализированного оборудования в 6–7 раз выше, чем у традиционной газопламенной горелки. Качество реза сопоставимо с передовой лазерной технологией, при этом цена более выгодная. Резка металла плазмой — разновидность термического раскроя. В качестве резца выступает плазменная струя — скоростной поток ионизированного раскаленного газа. Если не вдаваться в научные тонкости, плазма представляет собой концентрированный источник тепла, температура которого может достигать 30 000 °С. За счет этого удается резать материалы, с которыми не справляется обычная кислородная горелка.
Основные преимущества плазменной резки
- Универсально. Материалы — черные и цветные металлы, их сплавы, углеродистые, легированные и другие стали. Изделия — лист, труба, профиль, заготовки, детали.
- Оперативно. При резке элементов малой и средней толщины (до 50 мм) скорость работ в 25 раз выше, чем у газопламенной резки.
- Качественно. Одновременно с резкой плазма выдувает излишки расплава. Локальный нагрев исключает тепловую деформацию вокруг зоны воздействия.
- Точно. С помощью профессионального оборудования можно выполнять прямые и криволинейные резы, делать отверстия, в том числе сложной формы.
- Выгодно. Цена плазменной резки металла во многом зависит от применяемого газа, для большинства металлоизделий подходит абсолютно бесплатный воздух.
Особенности технологии
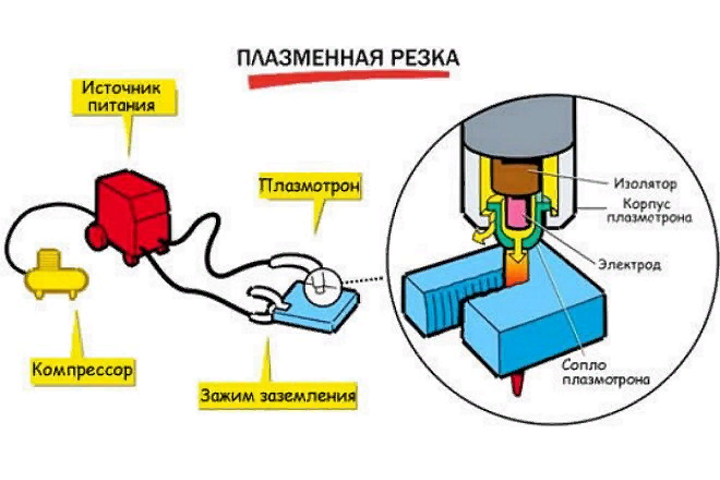
Для образования высокотемпературной и высокоскоростной плазменной дуги (или струи) применяется плазмотрон — генератор плазмы. Сначала оборудование формирует рабочую электрическую дугу — ее температура составляет около 5000 градусов. Затем в сопло аппарата поступает газ — при взаимодействии с электрической дугой он ионизируется и преобразуется в плазму с температурой около 30 000 градусов. В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм.
Эффективность сочетается с качеством — поток плазмы выдувает из полости реза излишки расплава, поэтому на кромках почти нет окалины и грата (наплава). К тому же за счет высокой концентрации плазмы металл нагревается локально, даже в непосредственной близости от линии реза нет теплового напряжения и деформации.
Оборудование для плазменной резки
По принципу действия плазмотроны делятся на два вида:
- дуговой плазменный резак прямого действия формирует дугу между своим электродом и токопроводящим металлическим изделием. У прямой дуги максимально высокий КПД, поэтому плазменно-дуговая резка оптимальна в промышленных масштабах;
- струйный плазменный резак косвенного действия образует собственную рабочую дугу между электродом и соплом. Обрабатываемая поверхность в цепь не включена, поэтому резка плазменной струей менее эффективна. Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
Также оборудование различается по назначению:
- бытовые плазмотроны легкие и компактные, но производительность невысокая. Мощности хватает на резку деталей толщиной 15–20 мм. Средняя скорость распила — 6 м/мин. Держать ручной аппарат приходится на весу — даже опытному оператору сложно добиться высокого качества кроя. Зачастую на краях видны неровности, наплывы, следы рывков;
- промышленные плазмотроны представляют собой мощные высокопроизводительные агрегаты. Как правило, они входят в состав автоматических линий, где с помощью ЧПУ можно программировать самый сложный раскрой. Благодаря гибким настройкам на одном аппарате возможна осуществлять плазменную резку листа, трубы и других прокатных изделий. Точная обработка позволяет соблюсти регламенты ГОСТ по всем основным критериям — перпендикулярности, угловатости, оплавлению верхнего края, шероховатости.
Ясно, что кустарная резка ручным аппаратом не дает гарантии качества. Если нужна точная и оперативная металлообработка (особенно в больших масштабах), стоит обратиться в специализированную фирму с мощной технической базой.
Плазменная резка металла в NAYADA
Наша компания — профессионал в сфере обработки металла, в комплекс услуг входит и плазменная резка. Сотрудничаем с клиентами из Москвы, Подмосковья и других регионов страны — готовые изделия развозим по столице и области (есть свой автотранспорт), организуем доставку по России через надежную ТК.
Работаем со всеми металлами, сплавами, сталями. Режем листовые, трубные и другие изделия толщиной до 100 мм. Техническая база — мощный плазморез прямого действия КЕДР CUT-60G. Оборудование подходит для особо твердых сталей толщиной до 20 мм, может кроить сетчатые и перфорированные изделия. Работы ведутся оперативно — за счет мощного воздушного охлаждения аппарату не требуются длительные перерывы. Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.
Чтобы заказать услуги плазменной резки или проконсультироваться с технологом, позвоните нам, закажите обратный звонок или заполните форму обратной связи на сайте.
Как работает плазменная резка? Преимущества и недостатки

Резку металла можно разделить на две категории — механическую и термическую. Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ.
Это один из широко используемых методов резки толстых металлических листов, но также он может использоваться для листового металла. Прежде чем углубляться в преимущества и возможности плазменной резки, следует ответить еще на один вопрос.
Что такое плазма?
Вы определенно слышали о трех основных состояниях материи — твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних частях атмосферы Земли. Знаменитое полярное сияние — результат солнечного ветра, созданного из плазмы. Освещение и высокотемпературный огонь тоже включает в себя плазму.
В общей сложности она составляет около 99% видимой Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновых вывесках и, конечно же, в плазменных резаках.
Плазма — это электропроводящее ионизированное газоподобное вещество. Это означает, что в некоторых атомах отсутствуют электроны, и также есть свободные электроны, плавающие вокруг.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Вот почему плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время она ведет себя аналогично жидкостям с точки зрения её способности течь под воздействием электрического и магнитного поля.
Как работает плазменный резак?
Процесс плазменной резки — это метод термической резки. Это означает, что для плавления металла используется тепло, а не механическая сила. Общая механика системы всегда одинакова. В плазменных резаках используется сжатый воздух или другие газы, например азот. Ионизация этих газов происходит с образованием плазмы.
Обычно сжатые газы контактируют с электродом, а затем ионизируются для создания большего давления. Когда давление увеличивается, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая поток плазмы. Затем он наносится на заготовку. Поскольку плазма электропроводна, заготовка соединяется с землей через стол для резки.Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Популярные станки для резки металла:
Рабочая зона 1500х3000 мм. Источник 2000 Вт Raycus. Резка нержавеющей стали до 8 мм, углеродистой стали до 16 мм.
Узнайте цену
Листовая станина. Рабочая зона 1500х3000 мм. Источник 1500 Вт IPG. Резка углеродистой стали до 14 мм, нержавеющей стали до 6 мм.
Узнайте цену
Толщина металла, 0,5 — 5 мм. Рабочая скорость, 20 м/мин. Длина, 4500 мм.
Узнайте цену
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть обычно более бюджетная версия, называемая высокочастотным контактом . Это недоступно для плазменных резаков с ЧПУ, потому что высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Возникновение искры происходит при соприкосновении плазменной горелки с металлом. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.

Другой вариант — метод пилотной дуги . Во-первых, искра создается внутри горелки цепью высокого напряжения и низкого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга возникает, когда вспомогательная дуга входит в контакт с заготовкой. Теперь оператор может начать процесс резки.
Третий способ — использование подпружиненной головки плазмотрона . Если прижать резак к заготовке, возникает короткое замыкание, в результате чего начинает течь ток.
При снятии давления образуется вспомогательная дуга. Следующее такое же, как и в предыдущем методе. Это приводит к контакту дуги с заготовкой.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Основными составляющими воздуха являются азот (78,18%) и кислород (20,8%). Сочетание этих двух газов представляет собой очень богатую энергией смесь. Воздух применяется в качестве плазменного газа для резки нелегированных, низколегированных, высоколегированных сталей и алюминия. Обычно воздух используется для ручной резки, а также для резки тонкого листа. Если резка нелегированной стали выполняется с применением в качестве плазменного газа воздуха, то кромки реза получаются прямыми и достаточно гладкими. Однако, как газ для резки, воздух повышает содержание азота на поверхностях реза. Если такие кромки реза далее не подвергаются механической обработке, в сварном шве могут создаться поры.
Кислород применяется в качестве плазменного газа для резки нелегированных и низколегированных сталей. Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
Аргон является единственным инертным газом, который может производиться для коммерческих целей с использованием метода воздушной сепарации при объёмном проценте 0,9325. Будучи инертным газом, он химически нейтрален. Благодаря своей большой атомной массе (39,95), аргон способствует вытеснению расплавленного материала из зоны реза посредством высокой плотности импульсов создаваемой плазменной струи. Из-за своей относительно низкой теплопроводности и энтальпии, аргон не является совершенно идеальным газом для плазменной резки, так как он позволяет достичь только лишь относительно небольшой скорости резки, в результате чего получаются скругления, поверхности имеют чешуйчатый вид.
По сравнению с аргоном, водород имеет очень маленькую атомную массу и характеризуется относительно большой теплопроводностью. Водород имеет чрезвычайно высокую максимальную теплопроводность в температурном диапазоне диссоциации, что обусловливается процессами диссоциации и рекомбинации. Первоначально при рекомбинации и ионизации двухатомного водорода из дуги высвобождается большое количество энергии. Это приводит к обжатию вытекающей дуги. Из приведенного описания физических свойств следует, что водород, сам по себе, настолько же не подходит в качестве плазменной среды, насколько и аргон. Однако, если положительные свойства водорода, касающиеся тепловых показателей совместить с большой атомной массой аргона, то получаемая в результате газовая смесь даёт возможность быстро передавать кинетическую энергию, а также достаточное количество тепловой энергии разрезаемому материалу.
В отношении физических свойств азот занимает приблизительно промежуточное положение между аргоном и водородом. Теплопроводность и энтальпия у азота выше, чем у аргона, однако меньше, чем у водорода. Азот и водород ведут себя сходным образом в смысле возможности обжатия дуги, а также в отношении тепла рекомбинации, создающего текучий расплав. Таким образом, азот может использоваться сам по себе как плазменный газ. Азот, используемый в качестве плазменного газа, обеспечивает быструю резку изделий с тонкими стенками без образования оксидов. Недостатком является относительно большое количество бороздок. Практически невозможно добиться реза с полностью параллельными сторонами. Угол получаемого скоса в большой степени зависит от установленного настройкой объёма газа и скорости резки. Насыщение поверхности реза азотом отрицательно сказывается на свариваемости. Повышенное содержание азота при поверхностях реза является причиной пористости свариваемого металла.
Преимущества и недостатки плазменной резки:
Преимущества:
- Может резать все токопроводящие материалы. Газовая резка, хотя она также подходит для резки толстых металлов, ограничивается только черными металлами;
- Хорошее качество для толщины до 50 мм;
- Максимальная толщина до 150 мм;
- Может резать в воде, что приведет к уменьшению ЗТВ. Также снижает уровень шума;
- Меньший пропил по сравнению с газовой резкой;
- Более высокая скорость резки, чем при резке кислородом.
- Большая ЗТВ по сравнению с лазерной резкой;
- Качество с более тонкими листами и пластинами хуже, чем при лазерной резке;
- Допуски не такие точные, как при лазерной резке;
- Не достигает такой толщины, как гидроабразивная или газовая резка;
- Оставляет ЗТВ, которой нет при гидроабразивной струе;
- Более широкий пропил, чем при лазерной резке;
- Кроме того, сам процесс довольно сложный и требует высокой квалификации оператора;
- Заготовку необходимо располагать строго перпендикулярно.
- Во время резки металла в воздух выбрасывается большое количество вредных газов.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Как работает плазменная резка
Плазменная резка набрала большую популярность среди способов металлообработки. С помощью плазменного резака можно делать прямые и фигурные разрезы металлической поверхности, при этом получая ровную линию кромки. В этой статье расскажем, как работает плазменная резка металла, и какое оборудование для этого используется.
Особенности плазменной резки
Что такое плазменная резка металла и как это работает? Под плазменной резкой подразумевается процесс изготовления надрезов или полного разделения фрагмента материала за счет потока ионизированного воздуха высокой температуры.
Процесс плазменной резки состоит из нескольких этапов:
-
Подача напряжения с помощью трансформатора или инвертора. В зависимости от условий аппараты могут выдавать напряжение 220 V для бытовых плазморезов или 380 V для промышленных. Какой источник питания лучше выбрать для плазменной резки, рассмотрим в таблице с плюсами и минусами обоих устройств.
- Не восприимчив к перепадам сетевого напряжения;
- Длительная работа;
- Возможность резать материал большой толщины.
- Энергозатратность;
- Высокая стоимость;
- Невысокий КПД;
- Большой вес.
- КПД на 30% выше;
- Стабильное горение дуги;
- Сравнительно небольшая стоимость;
- Малый вес.
- Используется только для тонких заготовок.
Что такое плазма
Как работает плазменная резка металла будет несложно понять, если знать, что представляет собой плазма.
Плазмой называют ионизированный поток воздуха высокой температуры. Получается такой воздух путем ускорения движения. За счет повышения скорости в воздухе образуются частицы с отрицательным и положительным зарядом, а также свободные радикалы, которые делают его идеальной средой для проведения тока и поддержания горения дуги.
Скорость движения плазмы доходит до 1500 метров в секунду, что позволяет делать разрезы на металлах.
Как работает плазменный резак
Плазменный резак по-другому называется плазмотрон. Как работает плазморез воздушно-плазменной резки?
Плазмотрон осуществляет резку за счет образования заряда между катодом и анодом. В зависимости от вида сварки анодом может выступать металл, который предстоит разрезать, или же замыкание происходит в самом резаке.
Чтобы процесс плазменной резки прошел с меньшим числом огрехов, а надрез получился более ровным в плазмотронах применяется охлаждающий газ или вода. Чаще всего в качестве охлаждающей воздушной среды выступает тот же газ, который используется для образования плазмы, но подача производится через разные части плазмотрона.
При возникновении рабочей дуги и подаче стабилизирующего вещества плазменный резак и производит работу. С помощью плазмореза можно делать и сварку, но для этого требуется использование присадочной проволоки.

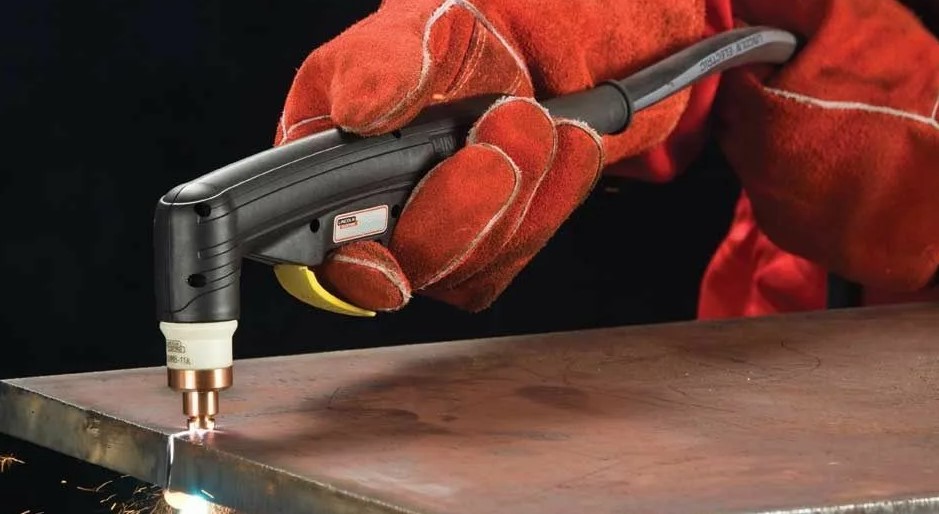
Плазмотрон с защитной насадкой
Какие газы используются, их особенности
Как мы отметили выше, газы можно разделить на плазмообразующие и защитные (стабилизирующие).От газовой среды зависит способность плазмотрона эффективно работать с разными металлами. Как работает воздушно-плазменная резка с точки зрения используемых газов?
Самым популярным газом выступает сжатый воздух, он удобен для образования плазмы и для стабилизации. Однако его применяют для бытовых условий, в промышленности требуется использование его смеси с другими газами.
Для обработки изделий из меди и алюминия, например, применяют азот, кислород и смесь из аргона и водорода. Стоит помнить, что определенные газы могут негативно повлиять на свойства металла, поэтому от их использования лучше воздержаться. Например, на титан негативное влияние оказывает присутствие в смеси водорода и азота. В таблице ниже приведем самые часто используемые газы и их комбинации, а также материалы для которых они применяются.
Виды плазменной резки
Исходя из того, как работает аппарат для плазменной резки, можно выделить виды этого процесса в зависимости от образуемой защитной среды.
- Без защитной среды (простой). Здесь действует только электрический ток и плазмообразующий газ;
- С защитным газом. Для улучшения качества разреза зона плазменной резки помещается в среду газа, который образует барьер вокруг дуги;
- С водой. Вода также может выступать в качестве защитной среды, помимо защитных свойств она эффективна для охлаждения зоны резки.
Рез металлов может осуществляться с помощью образования плазмы из воздуха и газа и при использовании комбинированных устройств с лазером.
Лазер эффективен для заготовок не толще 6 мм и режет материал тонким направленным лучом. Разрез получается узким и ровным.
Лазеро-плазменные установки, как и другие промышленные машины, нередко оснащаются ЧПУ, поэтому процесс плазменной резки можно настраивать в зависимости от толщины детали.
Стоит отметить, как работает воздушно плазменная резка металла в случае операций с материалами высокой электропроводности и диэлектриками.
Резка металлов производится плазменно-дуговым методом, при котором дуга прямой полярности из постоянного тока замыкается непосредственно на самой поверхности материала. Если материал обладает низкой электропроводностью, резку производят посредством плазменной струи. В этом случае дуга образуется на стыке электрода и формирующего наконечника плазмореза.
Виды и классификация плазмотронов
Есть несколько классификаций плазменных резаков.
Плазмотроны принято подразделять на:
- Высокочастотные;
- Электродуговые. В свою очередь эти аппараты делятся на устройства с прямой дугой (плазменно-дуговые), косвенной дугой (плазмотроны для сварки плазменной струей), модели с электролитическими и вращающимися электродами, а также вращающейся дугой;
- Комбинированные.
Также выделяют плазмотроны по способу подачи стабилизирующей среды, среди них:
- Вихревые;
- Водяные;
- Аксиальные одинарные;
- Двойные;
- Магнитные.
Плазмотроны различаются и способом поджига дуги, по этому критерию выделяют устройства с высокочастотным и пневмоконтактным поджигом. В первом случае для поджига используется осциллятор, во втором происходит замыкание в единую цепь электрода, сопла и свариваемой поверхности.
Аппараты для плазменной резки
Мы обозначили как работает плазмотрон, плюсы и минусы использования трансформатора и инвертора для плазменной резки. Теперь немного расскажем о роли составляющих плазмореза и других частей установки в процессе резки.

Для осуществления сварки и раскроя материалов с помощью плазмы используется плазмотрон, источник питания, компрессор, кабели с клеммами и шланги.
Немаловажную функцию в плазмотроне выполняет сопло. Оно направляет поток плазмы в зону осуществления разреза. Диаметр этой части в среднем составляет 3 мм, сопло с большим диаметром пропускает больше воздуха, разрез получается шире, а скорость работы возрастает. Не менее важна длина сопла. Более длинное сопло позволяет создать аккуратный и ровный разрез, но срок службы такой детали недолгий.

Для работы в плазмотроне используется электрод, который сделан из бериллия, тория, циркония или гафния. Эти металлы стойки к разрушению от высоких температур при резке, однако при работе некоторые из них могут выделять токсичные или радиоактивные вещества (бериллий и торий), поэтому при изготовлении электродов производители чаще отдают предпочтение более безопасному гафнию.

Важным является использование компрессора. За счет вихревой подачи воздуха он позволяет катодному пятну располагаться по центру электрода, что способствует поддержанию стабильного горения. Если пренебречь использованием компрессора, то плазмотрон может сформировать две дуги или вообще выйти из строя.
Для выбора плазмореза важна толщина обрабатываемой заготовки, соответственно, чем толще заготовка, тем выше должны быть рабочие токи устройства. Сейчас для осуществления ручной и механизированной плазменной резки применяют соответствующие ручные и автоматические аппараты.
| Аппарат | Особенности |
| Ручной | Для ручной резки применяют ток до 80 А и раскраивают материалы до 2,5 см в толщину. Такие аппараты применяют для бытовых работ и используются с упорами для качественной резки. Устройства с маркировкой MMA и TIG могут осуществлять сварку, а с маркировкой CUT — резку. |
| Механизированный | К такому оборудованию относятся станки с ЧПУ. Они могут работать длительное время без контроля оператора и при этом производить чистый разрез. Автоматические плазморезы способны выдавать токи от 100 до 300 А, что расширяет их возможности, но и в разы увеличивает стоимость. |
Что нужно знать о безопасности
Для качественного проведения работ и безопасности оператора важно знать, как работать с аппаратом плазменной резки.
- Чтобы избежать повреждений током, необходимо проводить осмотр источника питания и проводов на предмет повреждений. Также для защиты оператора используются перчатки для сварки.
- При работах с газами по нормативам нужно отслеживать их концентрацию в пределах рабочего места оператора. Для соблюдения правил безопасности на производстве устанавливаются вентиляционные системы. При отсутствии вентиляции операторам рекомендуется работать в специализированных масках с фильтрацией, которые также защищают от пыли.
- Поскольку резка осуществляется при большой скорости движения воздуха, издаваемые шумы при длительной работе создают дискомфорт. Поэтому во время операций с плазморезом рекомендуется использовать средства защиты органов слуха.
- Резка, особенно без использования воды, проводится при высоком уровне излучения. Работу оператору стоит проводить с использованием щитка или маски.
- Защитить оператора от попадания брызг расплавленного металла способна одежда и обувь из материалов с низкой воспламеняемостью.
Как подготовить аппарат к работе
Как правильно работать на устройствах ручной плазменной резки, чтобы процесс прошел без сбоев, а оборудование и оператор не пострадали? Важно озаботиться предварительной подготовкой плазмореза. Для этого достаточно следовать нескольким простым рекомендациям.
- Подключите аппарат к сети с напряжением, которое оптимально для мощности устройства и указано в его инструкции по эксплуатации.
- Если у устройства нет встроенного компрессора, подключите его к внешнему с помощью герметичного шланга. Иногда в качестве альтернативы компрессоров используются газовые баллоны или заводские системы. Важно позаботиться о фильтрации, чтобы частицы масла и влаги не попали в сжатый воздух и настроить нужный для резки порог давления.
- Подберите подходящий ток. Для этого можно сделать надрез на более высоких значениях и постепенно убавлять силу до получения нужной скорости и качества обработки.
- Устанавливать аппарат желательно дальше от стен или предметов, которые могут препятствовать хорошему охлаждению плазмореза.
- Важно удобно расположить заготовку и закрепить ее. Также проследите, чтобы на ней не было инородных частиц и следов ЛКП.
Как правильно подобрать силу тока
Когда аппарат установлен, возникает вопрос как научиться работать плазменной резкой при разной силе тока. Здесь важно отталкиваться от толщины изделия. В таблице ниже приведены рекомендованные параметры тока в зависимости от толщины заготовок.
| Сила тока (А) | Толщина заготовки (мм) |
| 20-30 | 1-8 |
| 30-50 | до 15 |
| 50-70 | до 25 |
| 130 | 30-40 |
От выбраной силы тока также зависит диаметр сопла плазмотрона. Вот рекомендации по подбору деталей.
| Сила тока (А) | Диаметр сопла (мм) |
| 30-60 | 1,3 |
| 50-80 | 1,5 |
| 70-100 | 1,7 |
Для работы с аппаратами плазменной резки при подборе силы тока используются характерные для разных металлов показатели плавления.
| Материал | Сила тока (А), необходимая для резки поверхности толщиной 1 мм |
| Алюминий и цветные металлы | 6 |
| Сталь и чугун | 4 |
Как рекомендуется разжигать плазменную дугу
Перед тем как разжечь дежурную дугу, нужно осуществить продувку плазмотрона, чтобы удалить следы окалины или пыли. Для этого достаточно открыть подачу воздуха на 30 секунд.
Когда продувка завершилась с помощью осциллятора или замыкания в зависимости от модели аппарата зажигается дежурная дуга. Как правило, она горит не дольше двух секунд, а далее происходит розжиг рабочей дуги.
В отдельных случаях рабочая дуга может зажечься не сразу или гаснуть через какое-то время. При таких неполадках в работе плазмотрона стоит проверить, нет ли засоров на пути сжатого воздуха и не изношен ли электрод.
Как сохранить расстояние между горелкой и поверхностью материала
При работе с плазморезом специалисты рекомендуют держать плазмотрон перпендикулярно месту обработки, чтобы рез получился ровным. Если толщина заготовки меньше четверти от рекомендуемого производителем максимального параметра, то допускается резка детали под небольшим углом. Оптимальное расстояние до заготовки составляет от 1,3 до 10 мм, подбирать его стоит по характеристикам материала и плазмы.
В случае, когда мастер-резчик держит сопло резака вплотную к материалу, дуга часто гаснет, а сопло изнашивается. Перед работой лучше проверить целостность сопла, прочистить его от шлака и пыли.
Для длительных работ с ручным плазменным резаком производители оборудования и оснастки предлагают использовать защитные насадки, с помощью которых проще поддерживать нужное расстояние до заготовки и избежать засорения плазмотрона.
Скорость и точность резки металла плазмой
От скорости резки зависит аккуратность разреза, количество шлака и легкость его удаления.
Когда аппарат работает на небольшой скорости возникает меньшее отклонение потока плазмы, а под материалом образуется немного шлака, который легко убрать. При увеличении скорость рез получается более волнообразным, а шлак после выполнения разреза удалить сложнее.
Как работать инвертором плазменной резки на оптимальной скорости? Чтобы разрез получился наиболее точным, знатоки рекомендуют поддерживать скорость, при которой угол между разрезом верхней и нижней части материала не будет превышать 5 градусов.
Особенности плазменной резки металлов
Мы рассказали, как устроен и как работает аппарат воздушно-плазменной резки. Теперь подробнее рассмотрим особенности работы плазмореза с металлами.
Резка нержавеющей стали
Листы и заготовки из нержавеющей стали режут с помощью ручной дуговой сварки или с использованием станков с ЧПУ. Для резки используются разные газы и смеси:
- Сжатый воздух;
- Азот;
- Аргон;
- Водород;
- Водород с азотом;
- Водород с аргоном.
Популярность набирает резка нержавейки с использованием воды. Лист может быть погруженным в жидкость, вода может подаваться в зону реза или входить в состав плазмы. У резки с использованием воды много преимуществ: вода способствует оседанию или быстрому удалению шлака струей, работа проходит с меньшим количеством шума, света и пылеобразования. Однако происходящий в воде процесс резки сложнее контролировать, и выходит он более энергозатратным, чем “сухой”.
Резка алюминия
Плазменная резка алюминия популярна для изготовления прямых и фигурных разрезов. В качестве плазмообразующих газов при резке алюминия используются азот, воздух, водород, аргон, а вот смесь аргона и азота лучше не использовать. Далее приведем таблицу с рекомендациями по использованию газа в зависимости от толщины изделия:
| Газ | Толщина слоя алюминия (см) |
| Азот | до 2 |
| Сжатый воздух | до 7 |
| Водород+азот | до 8 |

Как выбрать плазморез и резак
При выборе плазморез для работы играют роль несколько факторов:
- Продолжительность работы. Если вам предстоит изготовление надрезов в течение долгого времени, то лучше выбрать более мощный плазморез;
- Диапазон рабочего тока. Чем больше диапазон, тем больше изделий из разных материалов и разной толщины сможет обработать резак;
- Напряжение сети. Более мощные приборы питаются от напряжения в 380 В, а для бытовых моделей достаточно стандартных 220 В.
При изучении характеристик товара стоит обратить внимание на два показателя: наибольшую рекомендуемую толщину металла и наибольшую толщину разделительного реза. Первый показатель означает максимальную толщину чистого реза, второй — максимальную толщину материала, которую плазмотрон способен разрезать.
Преимущества и недостатки плазменной резки
В заключение приведем основные достоинства и недостатки метода резки плазмой.
- Универсальна для большинства металлов;
- Выгодное использование по энергозатратам для заготовок до 6 см толщиной;
- Высокая мощность и производительность;
- Изготовление разреза с чистой кромкой без дополнительной шлифовки.
- Важна ровная установка плазмотрона перед резкой;
- Обработка деталей до 10 см в толщину.
Принцип работы плазмореза

Плазменная резка — универсальный процесс термической обработки, который подходит для прямолинейного и фигурного раскроя практически любого металла. Это углеродистые и нержавеющие стали, чугун, титан, алюминий, медь и сплавы на их основе. Нужно лишь правильно подобрать оборудование и режимы работы: диаметр сопла резака, ток реза, напряжение и скорость резки с учетом толщины заготовки.
Подробнее о сущности плазменной резки, о том, как устроен и работает плазморез, чем различаются модели оборудования и плазмотроны.
Устройство и принцип работы плазморезов
Система плазменной резки включает в себя трансформаторный или инверторный источник питания, компрессор или баллон со шлангом и регулятором давления для подачи сжатого воздуха и плазменный резак или плазмотрон.
В качестве источника энергии выступает электрическая дуга, которая формируется стенками сопла, стабилизируется плотным потоком плазмообразующего газа и подается в зону резки с помощью наконечника плазмотрона. Дуга горит между электродом с неплавящейся вставкой и заготовкой. Температура плазменного газа может достигать 250000С.
Принцип действия плазмореза основан на локальном нагреве и выдувании расплавленного жидкого металла потоком плазмы — ионизированного и нагретого до сверхвысокой температура газа, переносящего электрическую дугу к заготовке. За счет высокой плотности энергии и концентрации теплоты на малой площади металл быстро плавится. Благодаря высокой кинетической энергии потока плазмы расплав мгновенно удаляется из зоны резки, обеспечивая раскрой заготовки без шлака.
Ключевой элемент плазмореза — резак. Его основные элементы:
- электрододержатель с электродом — как правило, вольфрамовым, легированным оксидами лантана и иттрия;
- камера для образования плазмы и сопло, которое формирует сжатую электрическую дугу;
- изолятор, отделяющий электродный узел от сопла, и завихритель, помогающий стабилизировать сжатую дугу;
- каналы подачи плазмообразующего и защитного газа и система охлаждения электрода и сопла, подвергающихся высокотемпературному воздействию.
При включении плазмотрона между электродом и наконечником образуется вспомогательная или дежурная (пилотная) дуга. Она создает путь для рабочей или основной дуги. Рабочая дуга образуется при контакте вспомогательной дуги с заготовкой. После этого можно начинать резку.
Единый рабочий газ разделяется внутри плазмотрона на плазмообразующий и защитный поток, охлаждающий головку резака.
Виды плазморезов
Аппараты для плазменной резки делят на две основные группы. Это оборудование для ручного раскроя металла и системы для механизированной обработки.
Аппараты для ручной плазменной резки можно разделить на два вида:
- Бытовые. Это портативные модели с ПВ 50-60%, позволяющие работать от однофазной сети и на максимальной выходном токе реза до 60 А. С их помощью можно разрезать металл толщиной до 20 мм.
- Профессиональные. Это мощные аппараты, подключаемые к трехфазной сети и обеспечивающие максимальный рабочий ток реза до 160 А. С ними можно раскраивать заготовки толщиной до 55 мм.
Промышленные системы механизированной плазменной резки имеют диапазон регулировки тока реза от 5 до 800 А. Их используют на тяжелых производствах для работы с деталями толщиной до 90 мм, когда нужны высокая производительность, точность раскроя и чистые кромки.
Виды и классификация плазмотронов
Для работы с плазморезом и решения конкретных задач нужен предназначенный для этого плазменный резак. Плазмотроны различаются конструктивно, техническими характеристиками и технологическими возможностями.
Тип охлаждения
Плазменный резак может иметь воздушное или жидкостное охлаждение. В плазмотронах с воздушным охлаждением электрод и сопло охлаждает защитный газ, который подается по различным каналам: отверстиям в теле элементов или пространству, которое образуется при сопряжении отдельных деталей. Такие резаки используют для бытовых и профессиональных целей.
В плазмотронах с жидкостным охлаждением сопло и электрод резака охлаждает вода, подводимая к поверхностям по системе каналов с замкнутым контуром. Теплоемкость воды выше, чем у воздуха. Жидкостное охлаждение более эффективно и используют его в резаках, предназначенных для резки на высоких токах.
Тип поджига дуги
Поджиг плазменной дуги может быть пневмоконтактным и высокочастотным.
В первом случае при нажатии кнопки плазмотрона происходит замыкание электрода, сопла и заготовки, подача сжатого воздуха и поджиг пилотной дуги. Сжатый воздух поднимает подвижный подпружиненный шток и устанавливает сопло в рабочий режим, при котором основная дуга горит между электродом и заготовкой.
Во втором случае поджиг происходит без пилотной дуги, при помощи высокочастотного осциллятора в плазморезе. При нажатии кнопки плазмореза осциллятор подает импульс на электрод. Касаться заготовки не нужно, для поджига рабочей дуги достаточно поднести резак близко к поверхности.
Тип используемого газа
В качестве плазмообразующей и защитной среды используют не только сжатый воздух, но и другие газы и газовые смеси. Выбор зависит от особенностей технологического процесса, требований к качеству реза и обрабатываемого материала.
Существуют плазменные резаки, рассчитанные на работу одним газом, и двухгазовые модели, позволяющие использовать один газ в качестве плазмообразующего и другой для защиты зоны резки.
Применяемые газы и комбинации:
- Сжатый воздух. Универсальное решение и оптимальный выбор по качеству, экономичности и скорости раскроя углеродистой стали и сплавов, нержавейки и алюминия.
- Азот. Продлевает срок службы электрода и других деталей резака и обеспечивает чистый рез нержавеющей стали и цветных металлов, но скорость раскроя ниже, чем воздушной плазмой.
- Аргоно-водородная плазма и азот. Комбинацию используют для резки нержавейки и алюминия большой толщины, строжки стали, если нужна чистая кромка для хорошей свариваемости.
- Кислород. Подходит для высокоточной резки конструкционных сталей, когда необходимо получить идеальную кромку без грата, уменьшить угол и увеличить скорость раскроя.
- Водородно-азотная плазма и сжатый воздух. Комбинацию применяют исключительно для раскроя алюминиевых заготовок, чтобы повысить скорость и увеличить толщину металла.
Тип резки
Как и плазморезы, резаки различаются допустимой нагрузкой по току и ПН. Их разделяют на две группы:
- Для ручной резки. Используют сжатый воздух, предназначены для резки на токах до 60-80 А и раскроя металла толщиной до 20-25 мм.
- Для механизированной и автоматической резки. Могут использовать не только сжатый воздух, но и другие газы и смеси, и иметь водяное охлаждение, предназначены для резки на токах от 100 А.
Есть универсальные резаки, работающие на сжатом воздухе, азоте, смесях и токах до 300 А, которые можно использовать для ручной и механизированной резки.
Как выбрать плазморез и резак
Чтобы выбрать плазморез, нужно учитывать диапазон толщин металла, с которыми вы планируете работать, решаемые задачи и условия эксплуатации. Отталкивайтесь от таких характеристик, как:
- Диапазон тока реза. Для примерного расчета можно использовать зависимость 4 А на 1 мм углеродистой стали и 5-6 А на 1 мм алюминия и нержавейки.
- Продолжительность включения. От неё зависит, сможете ли вы раскраивать металл или вырезать деталь, не прерывая рабочий цикл.
- Параметры сети и потребляемая мощность. Плазморезы могут работать от бытовой однофазной и трехфазной сети, которая должна выдерживать планируемую нагрузку.
При выборе резака обращайте внимание на то, какой диапазон тока реза у плазмореза, с каким газом вы будете работать и с какими толщинами металла.
Важно! Производители могут указывать в характеристиках резака только максимальную толщину металла для разделительного реза или максимальную и рекомендуемую толщину, т.е. такую, при которой выполняется качественная чистовая резка. Разделительный рез отличает меньшая точность деталей, шероховатость кромки, наличие грата и сильного оплавления.
Если производитель не указал рекомендуемую толщину, вы можете рассчитать её сами. Нужно отнять от максимальной примерно 30%.
Для подбора плазмореза и сопла резака можно воспользоваться таблицей с примерными значениями