КАК УВЕЛИЧИТЬ МОЩНОСТЬ СВАРОЧНОГО ИНВЕРТОРА
Для увеличения мощности сварочного инвертора можно применить несколько методов. Прежде всего, рекомендуется проверить и оптимизировать подключение инвертора к электрической сети. Убедитесь, что инвертор подключен к источнику питания с достаточной мощностью и правильной проводкой.
Также можно увеличить мощность сварочного инвертора, используя специальные настройки. В некоторых моделях инверторов есть возможность регулировки выходной мощности. Однако, перед изменением настроек, рекомендуется ознакомиться с инструкцией пользователя или проконсультироваться с профессиональным сварщиком.
Дополнительные возможности для увеличения мощности могут быть связаны с применением специальных аксессуаров или модификацией существующей системы. Например, использование усилителей тока или дополнительных источников питания может позволить повысить мощность сварочного инвертора.
Однако, при внесении изменений в работу сварочного инвертора следует быть осторожным и следовать рекомендациям производителя. Ошибочные манипуляции могут привести к повреждению оборудования или возникновению опасных ситуаций. Поэтому, если вы не уверены в своих навыках или не имеете достаточного опыта, рекомендуется обратиться к специалисту.
Почему на инверторе сварочный ток на всю, а электрод не горит
Сделай сварку Лучше! Доработка от Измаил Инвертор. Улучшеный Эдон Миг 280 — Бомба!
Ремонт и доработка сварочного аппарата
Как узнать честный выходной ток сварочного инвертора. Как установить Амперметр в сварочный инвертор.
Не хватает напряжения для сварочного аппарата. Что делать?
✅Доработка сварочного аппарата инверторного типа.(Сложная электроника)
Доработка амперметра сварочного инвертора,,перезаливка,,
Как улучшить работу сварочного инвертора своими силами.
Константин Степанов
Я сварщик 5-го разряда с III уровнем квалификации по НАКС. За свою карьеру я работал на различных строительных и промышленных объектах, где приобрел глубокие знания и практические навыки в области сварочных технологий. Моя специализация охватывает широкий спектр сварочных работ, включая аргонодуговую и полуавтоматическую сварку. Я горжусь своим вкладом в возведение ключевых инфраструктурных объектов и постоянно стремлюсь к повышению своего мастерства, обучаясь новым методикам и технологиям в сварке.
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток — 32 ампера, 220 вольт. Ток сварки — около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные). На рисунке 1 приведена схема блока питания для сварочного. 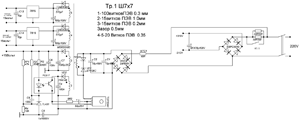
Рис.1 Принципиальная схема блока питания Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение. 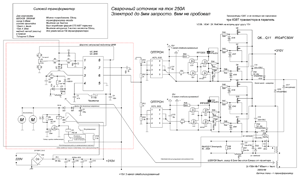
Рис.2 Принципиальная схема сварочного инвертора На рисунке 2 — схема сварочника. Частота — 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора. Трансформатор на 41кгц — два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе. Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 — 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм. 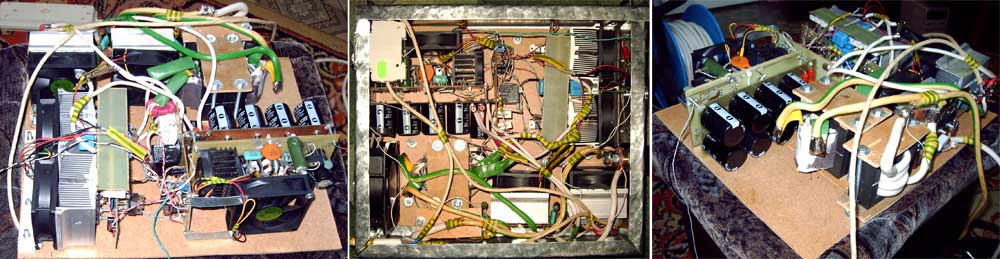
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора. Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект! И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется. Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника. У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям. Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку. Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8. Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста. На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора. Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины. Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая — они глушат резонансные выбросы трансформатора
вторая — они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле. Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт. Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна. Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ. Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2. Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66% Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт. Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста. Ток потребления при этом не должен превышать 100мА на холостом ходу. Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа . Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток. Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно. Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа. Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте. Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода. Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть — убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо. Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники. Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче. Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче. Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше — ширина больше, ток меньше — ширина меньше. Ни какого шума быть не должно иначе выйдут из строя IGBT. Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт. Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток. Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно. Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения. Ниже вы можете скачать печатные платы в формате LAY и др. файлы Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Ремонт и диагностика неисправностей сварочного аппарата
Диагностика поломок инверторных сварочных аппаратов. Профессиональные советы по ремонту и устранению неисправностей.

Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
- Устройство инверторного сварочного аппарата
- Диагностика поломок инверторных сварочных аппаратов
- Конкретные признаки неисправности и способы ремонта
- Советы при сварке
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.

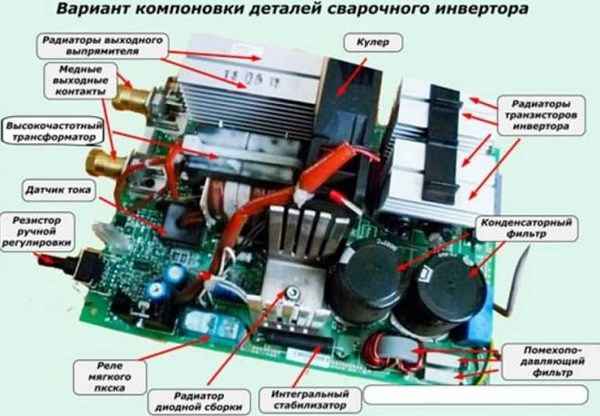
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
- Отключите аппарат от сети
- Выкрутите винты боковой крышки
- Осмотрите платы, конденсаторы, транзисторы, клеммы
- Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
- Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
- Обезжирьте место соединения канифолью
- Вставьте новый элемент в отверстия печатной платы
- Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит
Скрыть Подробнее
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу
Скрыть Подробнее
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Не регулируется ток
Скрыть Подробнее
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит
Скрыть Подробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает
Скрыть Подробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
- Подбирайте правильные режимы сварки
- Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
- При пониженном напряжении используйте аппараты, рассчитанные на просадку
- Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
- Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
- Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли?
Скрыть Подробнее
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит?
Скрыть Подробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Чем и как продуть инвертор от пыли?
Скрыть Подробнее
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке?
Скрыть Подробнее
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя?
Скрыть Подробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Как повысить выходное напряжение сварочного инвертора


Некоторые электроды требуют повышенного напряжения холостого хода. Например, таким электродами как МР-3 нужно не менее 70 Вольт на выходе. Но, как оказывается, не все сварочные инверторы способны выдать столь большое напряжение.
Вследствие этого и возникают различные проблемы при сварке: электроды прилипают к металлу и намного хуже зажигаются. Какие способы повышения выходного напряжения сварочного инвертора существуют? Можно ли как-то самому поднять напряжение холостого хода?
Как повысить выходное напряжение сварочного инвертора
Большинство инверторов для сварки выдают по разным результатам, напряжение от 30 до 80 Вольт. Хорошо если есть аппарат, который выдаёт нужное напряжение, тогда и такие капризные электроды, как МР-3 варят хорошо и без проблем.
Однако, как это часто и бывает, инвертор не выдаёт нужное напряжение, что связано со многими причинами. Чаще всего это заниженное напряжение в сети, из-за чего собственно и страдает качество розжига электродов.
Чтобы избавиться от проблемы, которая связанна с плохим розжигом электродов, можно попробовать следующее:
- Увеличить сварочный ток. В действительности, те значения тока для сварки, которые прописаны на крутилке аппарата, не всегда соответствуют действительности;
- Попробовать использование других электродов на том же самом сварочном инверторе.
Увеличить холостой ход инвертора очень сложно, для этого придётся лезть в электронную схему аппарата или добавлять блок. Изменению необходимо подвергать вторичную обмотку трансформатора, что чревато выходом из строя всего инвертора.
Дополнительный блок для увеличения напряжения холостого хода
Также возможна установка дополнительного блока, который все-таки требует определённой модернизации инвертора. Данный блок напрямую связывается с тороидальным трансформатором, который, как раз и призван для того, чтобы поднимать напряжение холостого хода на сварочном инверторе.

Данный метод называется «Удвоение напряжения». Способ действительно рабочий, а напряжение холостого хода сварочного инвертора увеличивается почти что вдвое. Вследствие этого электрод намного лучше загорается.
При этом в разы возникает риск поражения током от сварки. Поэтому данный метод достаточно рискован в осуществлении. Не зря же производители сварочных инверторов выбрали именно такое напряжение холостого хода, а не 100 Вольт и выше.
Итак, кто хочет заморочиться, устройство так и называется «Удвоитель». Однако прежде чем это сделать, я бы порекомендовал поэкспериментировать, используя другие электроды. Возможно дело именно в их качестве, а также в том, что электродная обмазка отсырела со временем.

Также, если есть какие-либо подозрения на неисправность, можно посоветовать проверить инвертор и напряжение холостого хода. Возможно, обращение к опытным специалистам сервисного центра поможет исправить проблему.