14d151k зачем стоит на выходе сварочного

Основы ремонта сварочных инверторов своими силами. Главные причины неисправностей и их проявления в работе. Порядок действий при возникновении проблем. Куда смотреть и как ремонтировать, об этом далее.
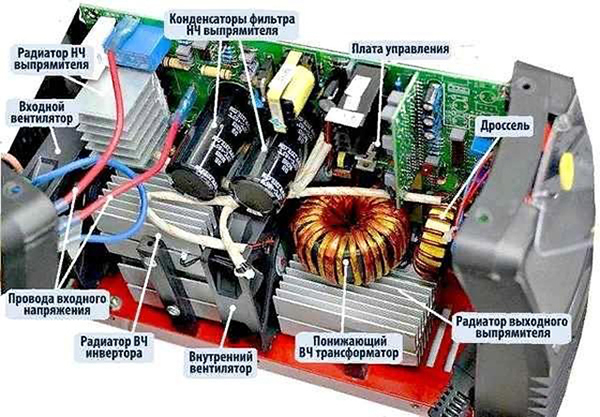
Для ремонта сварочного инвертора своими руками требуется совсем немного: некоторые познания в электротехнике, элементарные радиолюбительские навыки, обычный мультиметр и паяльник, пригодный для пайки печатных плат. Дополнительным стимулом к принятию решения о самостоятельном ремонте станет результат изучения прейскурантов сервисных предприятий, особенно если сварочный аппарат стоит меньше десяти тысяч рублей. Для того чтобы понять принцип работы и устройство сварочного инвертора, достаточно популярной литературы, которая в изобилии присутствует в интернете. Облегчает задачу и тот факт, что внутренняя компоновка и состав основных модулей у всех аппаратов бытового назначения практически одинаковы (см. рис. ниже).
Основные причины выхода из строя инверторов и их проявление
Главными причинами выхода из строя сварочных инверторов являются нарушения правил их эксплуатации. О рабочих режимах и особенностях технического обслуживания конкретного аппарата можно узнать из его паспорта, в целом приводится примерно одинаковый перечень мероприятий: ежедневный внешний осмотр основного блока и кабелей; периодическая внутренняя чистка аппарата сжатым воздухом; плановая проверка, зачистка, протяжка и ремонт соединений внутренних силовых контактов; измерение сопротивления изоляции и проверка цепей защитного заземления.
Основные факторы, воздействие которых становится причиной неисправности инвертора:
1. Резкие изменения входного напряжения. Его падение ведет к нарушению стабильности и прекращению работы инвертора, то значительное превышение может вызвать выход из строя элементов входного выпрямителя.
2. Минеральная пыль. Покрывает поверхности внутренних деталей аппарата и забивает ребристые поверхности радиаторов охлаждения диодов и транзисторов. Это приводит к нарушению теплового режима и может вызвать выход из строя отдельных элементов.
3. Металлическая пыль и мелкая стружка. Попадает внутрь инвертора через входной вентилятор в том случае, если рядом с ним выполняются работы болгарками, шлифмашинками и пр. Может вызвать внутреннее короткое замыкание.
4. Вода и повышенная влажность. Вызывает окисление проводов и контактов, может привести к короткому замыканию.
5. Наружные механические повреждения. Иногда служат причиной выхода из строя органов управления и внутренних конструктивных элементов, на которых крепятся электронные компоненты.

Далее описаны основные нарушения в работе инверторов и их причины.
Нестабильность дуги, разбрызгивание металла
При значительных колебаниях входного напряжения или некорректной работе системы управления инвертора происходят скачкообразные изменения сварочного тока, что приводит к нестабильности дуги. В этом случае в первую очередь необходимо проверить напряжение сети. Если оно в норме, а колебания продолжаются, следует произвести внутреннюю диагностику инвертора.
Разбрызгивание металла при сварке, как правило, является следствием неправильного выбора тока сварки. Причиной этого может быть как человеческий фактор, так и неисправность регулятора тока или системы управления.
Инвертор не включается
У этого явления может быть несколько причин: плохой контакт зажима кабеля «массы»; слишком низкое входное напряжение; выключился входной автомат (причиной этого может быть внутреннее короткое замыкание); сработала тепловая защита. В последнем случае необходимо дождаться остывания аппарата и попробовать включить его заново. Если защита срабатывает повторно, то инвертору требуется техобслуживание или ремонт.
Перегрев инвертора
Основной причиной перегрева инвертора является нарушение тепловых режимов из-за большого количества пыли во внутреннем пространстве аппарата. Пыль выступает в роли теплоизоляции, покрывая поверхности охлаждаемых потоком воздуха компонентов, и не позволяет нормально работать вентиляторам. При постоянном перегреве, прежде чем заводить речь о диагностике и ремонте, необходимо тщательно и очень аккуратно очистить все внутренние модули сжатым воздухом. Другой причиной перегрева инвертора является несоблюдение рекомендуемой величины параметра ПВ (продолжительность включения).

Повышенное энергопотребление
Повышенное энергопотребление на холостом ходу при нормативном значении входного напряжения сети, как правило, связано с коротким замыканием между витками одной из обмоток высокочастотного трансформатора. Внешне такая неисправность выглядит как подгорание изоляции вокруг его токоведущих частей и чаще всего сопровождается падением величины напряжения холостого хода (иногда в два-три раза). Самому снять, разобрать и осмотреть трансформатор несложно, а вот его ремонт лучше все-таки поручить тому, кто в этом хорошо разбирается.
Прикипание электрода к металлу
Если в процессе сварки электрод прикипает, скорее всего, это вызвано неправильным подбором технологических параметров и плохой подготовкой свариваемых поверхностей. Кроме того, для предупреждения такого явления все современные инверторы оснащены автоматической функцией Anti-Stick. Когда значение сварочного тока соответствует диаметру электрода и толщине свариваемого метала, а зона сварки разделана и зачищена надлежащим образом, причиной прикипания (залипания) может быть периодическое снижение напряжения как со стороны электросети, так и непосредственно в цепи сварки.
В первом случае необходимо стабилизировать сетевое питание или же использовать инвертор с возможностью работы при пониженном напряжении. Со стороны сварочной цепи должна производиться периодическая зачистка контактов и проверка их надежности. Кроме того, падение напряжение может быть вызвано применением кабелей, длина и сечение которых не соответствуют нормативным требованиям.
Невозможность регулировки тока
В первую очередь речь может идти о неисправности индикатора, отображающего величину тока. Также одна из самых распространенных причин — обрыв провода, поломка или внутренний износ потенциометра, которым задается значение сварочного тока. Если все это в порядке, то проблема может быть в неисправности системы управления инвертора. Разобраться в ней и выполнить такой ремонт может только опытный специалист.

Самопроизвольное отключение
Причинами внезапных отключений сварочного инвертора могут быть резкие скачки напряжения питающей электросети, неисправность входного автомата и срабатывание температурной защиты. В первом случае необходимо каким-либо образом стабилизировать входное напряжение или использовать аппарат, предназначенный для работы в таком диапазоне. При частом срабатывании температурной защиты необходимо произвести внутреннюю очистку от пыли и проверить соблюдение рекомендаций производителя по длительности непрерывной работы. Проверить исправность входного автомата можно без сложного ремонта, временно подключив вместо него заведомо исправное устройство.
Порядок действий при ремонте аппаратов
Выход и строя сварочного инвертора может произойти как вследствие серьезной поломки, так и по причине незначительной неисправности. Прежде чем обращаться в сервисный центр или к знакомому мастеру, имеет смысл рассмотреть вариант ремонта своими руками, особенно если у владельца есть профильное образование или радиолюбительские навыки. Инвертор следует разобрать, почистить и внимательно осмотреть изнутри, т. к. проблема может заключаться в избытке пыли или каком-либо отвалившемся проводке, и никакого серьезного ремонта на самом деле не нужно.
Если принято решение осуществить самостоятельный ремонт, то необходим следующий минимальный набор инструментов:
1. Цифровой мультиметр. Самый обычный, функция «проверка диода» необязательна, т. к. все полупроводники можно проверять в режиме замера сопротивления.
2. Паяльник с принадлежностями. Лучше паяльная станция, но можно обойтись паяльником с тонким жалом на 40–60 Вт.
3. Отвертки, пассатижи, кусачки, пинцет.

Очень часто пишут, что для проверки состояния инверторного аппарата обязательно нужен осциллограф. Но это другой уровень знаний и навыков с другими рекомендациями по поиску неисправностей. Наши же действия по диагностике и ремонту инвертора ограничатся визуальным осмотром, прозвонкой, элементарными замерами состояния основных элементов электронной схемы инвертора и их заменой в случае неисправности. Если все это не принесет результата, то необходимо обратиться к профильным специалистам.
Порядок действий на первом этапе таков: Снять корпус и очистить инвертор от пыли сжатым воздухом. Давление подобрать так, чтобы не повредить печатные платы и электронные компоненты. Проверить состояние лопастей вентиляторов и легкость их вращения. При обнаружении проблем — заменить на новые. Проверить надежность подсоединения всех проводов и разъемов. Проверить подключение и состояние потенциометра регулировки сварочного тока. В случае неисправности — ремонт или замена. Осмотреть на предмет подгорания обмотки трансформаторов и дросселей. При наличии дефектов — демонтировать и отдать на проверку или сразу в перемотку. Проверить элементы силовой цепи (конденсаторы, зарядный резистор, диоды, транзисторы) на наличие повреждений внешнего корпуса. При обнаружении дефектов заменить такими же или аналогами. Произвести внешний осмотр печатной платы системы управления.
Если есть поврежденные элементы, то аккуратно их выпаять и заменить на новые (если никогда не паяли печатные платы, то лучше этим не заниматься, а сразу обратиться к специалистам). Если после внешнего осмотра и устранения обнаруженных неполадок инвертор не включается или работает некорректно, необходимо диагностировать отдельные цепи и силовые элементы (см. далее).
Диагностика инвертора
Проверка полупроводниковых электронных компонентов выполняется путем замера сопротивления на их выводах со сменой полярности мультиметра. В одном случае оно должно быть близко к нулю, во другом — бесконечно большим.
Перед тем как приступить к диагностике инвертора, необходимо включить последовательно с ним лампочку накаливания 100÷150 Вт, которая будет стабилизировать ток и послужит защитой от короткого замыкания. Кроме того, по свечению лампочки можно судить о рабочем состоянии конденсаторов и силовых транзисторов.
Диагностику инвертора проводим в следующей последовательности:
1. Проверка силовых диодов выходного выпрямителя. Замеряем мультиметром сопротивление на выходных клеммах инвертора. В одну сторону должен быть ноль, в другую – бесконечность. Если это не так, то переходим к ремонту: определяем неисправный диод и заменяем его.
2. Проверка силовых транзисторов ВЧ-преобразователя. Вначале необходимо определить тип расположения выводов транзисторов. Делаем замер на «пробой», меняя полярность между затвором и двумя другими выводами. Если в обе стороны ноль, то транзистор неисправен и подлежит замене.
3. Проверка диодов НЧ-выпрямителя. Здесь диоды включены по мостовой схеме, поэтому вначале нужно определить четыре контактные точки. При нуле в обе стороны диод подлежит замене.
4. При исправности всех силовых полупроводников приборов можно подсоединить инвертор к сети. При этом включенная последовательно с ним лампочка сначала вспыхнет на несколько секунд, а затем по мере заряда конденсаторов НЧ-выпрямителя начнет заметно тускнеть. Если хотя бы один из транзисторов ВЧ-преобразователя пробит, лампочка будет гореть полным накалом.
5. Затем инвертор можно несколько раз включить и выключить клавишей на лицевой панели. После этого необходимо замерить напряжение холостого хода в нескольких положениях регулятора тока (оно будет несколько меньше номинального).

Перед тем как ремонтировать сварочный инвертор, его необходимо отключить от электросети. Схему с лампочкой можно использовать только на холостом ходу. Проверку аппарата под нагрузкой лучше всего производить с балластным реостатом.
Замена транзисторов
При ремонте сварочного инвертора, возможно, придется заменять транзисторы, стабилитроны, резисторы и другие электронные детали. Для этого необходимо обладать некоторыми навыками по пайке подобных изделий. При замене транзисторов (IGBT и MOSFET) необходимо помнить, что они могут выйти из строя под воздействием статического электричества. Работать с ними рекомендуется на антистатических поверхностях и в браслетах для защиты от статики. На самом деле мало кто полностью следует этим предписаниям, но знать о них все же необходимо.
Для того чтобы заменить силовой транзистор, необходимо выкрутить винт, которым он прижимается к радиатору, отделить его корпус от поверхности, а затем аккуратно выпаять. Установка нового транзистора производится в обратном порядке, перед тем как прижать его винтом к радиатору, нужно нанести на место контакта тонкий слой теплоотводящей пасты.
Ремонт выпрямителей
В составе инвертора присутствуют три выпрямителя: однополупериодный выходной и два мостовых: входной и внутреннего питания («дежурка»). Первый имеет в своем составе два диода и проверяется мультиметром через входные клеммы инвертора, а мостовые — по четырем точкам (на разъемах или плате). При ремонте выпрямителей чаще всего заменяются диоды, конденсаторы и балластные резисторы. Специальных мер предосторожности при пайке этих элементов нет, хотя при замене деталей внутреннего источника питания нужно быть предельно внимательным: они установлены на печатной плате. Диоды входного и выходного выпрямителей крепятся на радиаторы. При установке нового элемента перед фиксацией его прижимным винтом нужно обязательно воспользоваться теплоотводящей пастой.
Диагностика конденсаторов
Основные причины выхода из строя электролитических конденсаторов — это механические повреждения, значительные превышения номинального напряжения, нарушение внутренних контактов и старение. В первых двух случаях неисправности можно обнаружить визуально, при этом на торцы большинства моделей электролитических конденсаторов нанесены специальные насечки, которые приподнимаются или раскрываются при «взрыве» электролита (см. фото ниже).

Скрытые неисправности достаточно просто обнаруживаются прибором с функцией измерения емкости или же обычным мультиметром. В последнем случае предварительно разряженный конденсатор сначала показывает небольшое сопротивление, которое по мере его заряда от источника мультиметра возрастает вплоть до бесконечности. При замере на контактах неисправного конденсатора прибор показывает либо обрыв, либо какое-нибудь постоянное сопротивление.
Ремонт платы управления
Если простая диагностика мультиметром и последовавший за ней ремонт не дали нужного результата, то источником проблем, скорее всего, является плата управления. Без осциллографа здесь можно проверить только значения напряжений в обозначенных на схеме контактных точках платы, а также замерить питающие напряжения и прозвонить полупроводниковые приборы (которые, скорее всего, придется выпаивать). Кроме того, для ремонта платы управления необходимы хорошие знания радиоэлектроники и умение разбираться в схемах электронных приборов. Тому, кто не обладает такой квалификацией, остается один путь — в сервисный центр или к специалисту с хорошей репутацией.
Что такое перегрев сварочного инвертора, как он проявляется и что делать в таком случае?
Сварочные аппараты — оборудование, востребованное (в зависимости от модели) для проведения строительно-монтажных, ремонтных и других работ в быту, мастерских, на строительной площадке или производственных предприятиях. Как и любое другое, это оборудование выходит из строя по разным причинам — из-за некачественной сборки, недоработок конструкции, несоблюдения правил эксплуатации или естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами, обеспечивающими двойное преобразование тока питания, поэтому определить причину их поломки проще.
Основные проявления неполадок:
- Сварочный трансформатор или инвертор не работает при подсоединении к сети электропитания. В этом случае проверяют наличие напряжения в сети, целостность предохранителей, вероятность обрыва токовых обмоток, работоспособность выпрямительных диодов. Электрод залипает на обрабатываемой детали, в месте нахождения преобразователя появляется гул. Причиной этой проблемы могут быть: замыкание в обмотках трансформатора, неисправность диодов, ослабление контактов, низкое напряжение питающей сети, ошибка в выборе режима работы сварочного аппарата.
- Сварочный трансформатор или инвертор перегревается, включается лампочка перегрева и аппарат самопроизвольно отключается. Причиной этого может быть слишком длительная работа (предельная продолжительность включения указывается в техническом паспорте) или неэффективная работа встроенного вентилятора. Вторая причина характерна для недорогих агрегатов. К перегреву может привести эксплуатация оборудования в слишком запыленных помещениях. Если запыленность на объекте снизить нельзя, то необходимо периодически разбирать аппарат и очищать его основные узлы.
- Сварочный аппарат работает, но не варит. Причиной этой проблемы могут быть: слишком длинный удлинитель, подгорание контактов, обрыв кабелей.
- Почему сварочный аппарат — трансформатор или инвертор — сам отключается? Самопроизвольное выключение может быть вызвано замыканием проводов на корпус или
Определить, почему не работает сварочный трансформатор, инвертор, полуавтомат, помогут специалисты сервисного центра, имеющие в распоряжении современное диагностическое оборудование и инструмент. Только мастера с большим опытом смогут полностью восстановить работоспособность аппаратов и значительно продлить их рабочий период.
Есть ли слабые места у сварочных инверторов?
Появление инверторов стало настоящим прорывом в области сварочной техники. От классических аппаратов они отличаются компактностью, малым весом, бесшумностью и возможностью получать швы высокого качества даже при минимальном опыте работы сварщика. На сегодняшний день именно инверторы считаются лучшим приобретением как для бытового, так и для профессионального применения. Однако, несмотря на все свои достоинства, даже такая техника периодически ломается.
Принцип работы и основные составные части сварочных инверторов
Сварочные инверторы, в отличие от классических аппаратов, классифицируются не как электротехнические, а как электронные устройства. В них реализуется другой принцип преобразования электрического сигнала (и свои характеристики сигнал меняет несколько раз). Сначала переменный электрический ток выпрямляется с помощью полупроводников и становится постоянным. Затем для дополнительного сглаживания он пропускается через фильтр. На следующем этапе сигнал поступает в транзисторный инвертор (другое его название – модулятор) и опять преобразуется в переменный токс частотой порядка 100 кГц. После этого он проходит через трансформатор, понижающий напряжение и повышающий силу тока. Далее сигнал поступает в высокочастотный фильтр и на последнем этапе – в выпрямитель.
Применение высокочастотных преобразователей позволило снизить вес и размеры сварочных аппаратов. Электронная «начинка» дает возможность с высокой точностью регулировать и поддерживать на необходимом уровне параметры электрической дуги. Основными элементами инверторов являются диодные мосты, транзисторы (MOSFET или IGBT) и платы управления. Они делают конструкцию устройств достаточно сложной, но удобной в использовании. Для поддержания высоких эксплуатационных качеств аппаратов используются электронные системы управления и контроля работы мощных транзисторов, параметров питающей сети и выходного тока.

Компактный сварочный инвертор
Полупроводниковые приборы стали применяться в электронных устройствах еще в 60-х годах ХХ века. Немногим позднее был разработан и опробован на практике тиристорный импульсный преобразователь напряжения, предназначенный для проведения сварочных работ. По сути, он и являлся первым сварочным инвертором.
Почему ломаются инверторы?
Все поломки сварочных инверторов могут возникать по трем причинам:
- Вследствие нарушения технологии выполнения сварки. В данном случае превышается расчетное время непрерывной работы устройства, указанное в его паспорте (ПВ). В результате аппарат перегревается и повышается риск выхода из строя его трансформатора или электронных элементов.
- Из-за неправильного выбора места выполнения работ. При этом внутрь инвертора может попадать влага или большое количество строительной пыли с включениями металла, к которым аппараты этого типа очень чувствительны (это главное из немногочисленных слабых мест инверторов). Итогом с высокой вероятностью может стать выход из строя электронных плат.
- По причине поломки охлаждающего вентилятора. Ее причиной, в свою очередь, может быть заводской брак или ненадлежащие условия эксплуатации инвертора.

Электронная «начинка» сварочного инвертора
Основные виды поломок сварочных инверторов
Можно выделить несколько наиболее часто встречающихся видов поломок инверторных сварочных аппаратов:
- Самопроизвольное отключение аппарата. Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает. Следует отметить, что самопроизвольное отключение не обязательно является следствием поломки. Защита может сработать при перегреве инвертора, которому просто требуется своевременный отдых.
- Отсутствие дуги при включенном аппарате. В данном случае возможно повреждение кабелей или их ненадежное подключение.
- Залипание электрода. Причин этого может быть несколько: низкое напряжение в сети, неудовлетворительная подготовка (зачистка) свариваемых поверхностей, использование удлинителя большой длины (более 40 м) или малого сечения (меньше 2,5 мм 2 ).
- Неустойчивое горение дуги и повышенное разбрызгивание металла. Чаще всего причиной этого является неправильный выбор силы сварочного тока.
- Повышенное потребление электроэнергии при отсутствии нагрузки. Такое возможно в результате замыкания витков катушек трансформатора. В этом случае он нуждается в восстановлении изоляции, перемотке или замене.
- Обрыв сварочной дуги и невозможность ее повторного зажигания. Причиной может быть замыкание проводов или пробой обмотки высокого напряжения трансформатора.
- Нарушение точности регулировки сварочного тока. Это может происходить из-за ухудшения подвижности вторичных катушек трансформатора при скоплении в нем пыли или мусора либо неисправности регулирующего винта.
- Повышенный шум во время работы трансформатора и нагрев последнего. Причин такой ситуации может быть несколько: выход из строя крепления сердечника трансформатора, ослабление болтов, стягивающих листы магнитопровода, или перегрузка трансформатора.
Ремонт сварочного инвертора
Заключение
Инверторы обоснованно считаются надежной и функциональной сварочной техникой, но несколько слабых мест у них все же есть. Одним из них можно назвать их электронные компоненты. Они делают аппараты чрезвычайно удобными и эффективными, но одновременно уязвимыми перед водой и строительной пылью. Для обеспечения длительного срока службы, инверторные устройства необходимо оберегать от влаги и пыли.
Вторым слабым местом аппаратов являются охлаждающие вентиляторы. В случае их поломок инверторы будут перегреваться с последующим возможным выходом из строя.
Реостат для сварочного аппарата: где применяется, принцип работы, как использовать
Что такое реостат: его применение, устройство и принцип работы.
Сила сварочного тока должна регулироваться, чтобы сварщик мог подбирать оптимальный параметр для конкретных задач. От правильности выбора количества ампер зависит глубина проплавления металла, скорость работы, возможность сварки в определенном пространственном положении. Если у сварочного аппарата нет собственных средств для регулировки силы тока или их недостаточно, задействуют реостат. Рассмотрим, что это такое, где применяется оборудование, как устроено и работает. Обзор в конце статьи покажет проверенные временем сварочные реостаты, которые активно используются на производстве и в частных мастерских.
- Что такое сварочный реостат
- Где применяется балластник
- Устройство и принцип работы
- Как настроить реостат для сварки
- Правила эксплуатации
- Примеры надежных заводских реостатов
- Как сделать реостат своими руками
Что такое сварочный реостат
Сварочный реостат или балластник – это устройство, которое создает сопротивление на пути сварочного тока, за счет чего снижается сила последнего. Благодаря этому можно регулировать рабочий ток на аппаратах, где это не предусмотрено технически или штатных средств не хватает.
Например, сварочный аппарат имеет минимальный ток 70 А, а нужно проварить листовую сталь сечением 0,8 мм. Если работать с силой 70 А, будут прожоги, а сам процесс наложения шва замедлится, поскольку придется варить, разрывая дугу и давая жидкому металлу остыть.
Реостат решает эту проблему. Он создает дополнительное сопротивление, за счет чего рабочий ток можно снизить до 30-40 А и варить, не прерывая дугу. Это повышает производительность, сокращает количество брака, упрощает последующую обработку изделия после сварки.
Где применяется балластник
Все современные сварочные инверторы способны понижать ток до 10-30 А, чего достаточно для большинства кропотливых задач по сварке. Такой низкий порог возможен благодаря использованию тиристорной и симисторной схемы, где на контакты регулятора поступает сигнал разной длительности. Он открывает полупроводник, а благодаря изменению длины сигнала происходит управление силой токах (вольт-амперной характеристикой – ВАХ). Для регулировки достаточно повернуть круглый переключатель на лицевой панели.
В трансформаторах и сварочных выпрямителях сила тока изменяется другим путем. Например, в трансформаторах количество ампер на выходе зависит от расстояния между первичной и вторичной обмотками, между которыми образуется электромагнитная индукция. Закреплены они на платформах, одна из которых движется при помощи оси с резьбой. На корпусе предусмотрена рукоятка и сварщик крутит ее, чтобы сблизить или развести обмотки. Не всегда конструктивные особенности оборудования позволяют опустить силу тока до нужного значения, вот здесь и используется сварочный реостат.

Еще, когда требуется перейти от сварки пластин толщиной 10 мм к сварке листового металла сечением 1 мм, понадобится уменьшить силу с 300 А до 40-50 А. Для этого придется сделать рукояткой трансформатора 20-30 оборотов на 360⁰. Это займет время. Если часто нужно переходить к сварке металлов разной толщины, реостат повысит производительность, поскольку с ним изменение тока трансформатора происходит за пару секунд. Изначально сварочный аппарат настраивается на максимальный ток, а все регулировка выполняются рубильниками балластника.
Активно задействуются реостаты в многопостовой сварке на производствах, где от одного мощного источника тока варят сразу несколько сварщиков. К выходам аппарата подключаются держатели электродов, но поскольку у каждого сварщика свои процессы (толщина металла заготовок, пространственное положение изделия и пр.), им нужно настраивать сварочный ток по-отдельности. Для этого каждому в цепь устанавливается реостат.
Устройство и принцип работы
Заводской сварочный реостат состоит из плат, собранных на нихромовых или константных лентах. Это полупроводники, обеспечивающие прохождение тока с одновременным снижением ампер за счет дополнительного сопротивления. Платы подключаются параллельно и каждая оснащена прерывателем, поэтому может свободно выводиться или добавляться в цепь.
От длины ленты зависит количество ампер, на которые уменьшится ток, если включить эту плату в цепь. Большинство устройств оснащены панелями для регулировки силы тока с шагом 10-20-40-80 А. Иногда может быть отдельная плата на 5 А, чтобы точнее ступенчато понизить или повысить ток. Регуляторы выполнены в виде рычагов на передней панели. Их может быть от 5 до 10, в зависимости от модели. Вся конструкция заключена в корпус с перфорацией для вентиляции. В современных версиях может быть вентилятор для ускоренного охлаждения.

Сбоку или снизу реостата есть две клеммы с диэлектрическими ручками-закрутками для последовательного подключения устройства к источнику. Обычно балластник устанавливают в цепь между сварочным аппаратом и зажимом массы. Размещать оборудование можно на полу или на столе, так, чтобы сварщику было удобно доставать до органов управления.
Как настроить реостат для сварки
Чтобы настроить сварочный реостат:
- Подключите его к источнику тока по последовательной схеме. Убедитесь, что клеммы надежно зафиксированы, иначе это создаст дополнительное сопротивление и скажется на характеристиках тока.
- Включите сварочный аппарат и балластник.
- Вставьте электрод в держатель и подсоедините зажим массы к черновой заготовке.
- Установите на сварочном аппарате максимальную силу тока.
- Над каждым рычагом реостата подписано, сколько ампер будет на выходе, если включить этот элемент. Исходя из толщины металла и диаметра электрода, определите оптимальную силу, суммируя значения на рычагах. Например, для стали сечением 3 мм понадобится сила 150-200 А. Это можно сделать несколькими комбинациями: 80+80, 80+20+40+10, 80+80+10, 80+80+20 и т. д.
- Выключите нужные рычаги из цепи, чтобы ток шел через другие платы (сопротивление) и имел на выходе установленную силу.
- Наденьте маску и попробуйте поварить короткий шов. Если сила недостаточная, подберите другую комбинацию, чтобы общая сумма ампер была больше на 10-20 А. Когда сварочный ток высокий, измените комбинацию, уменьшив сумму ампер на 10-20 А.
Сварочные устройства подбираются по характеристикам источников тока. Например, для трансформатора на 500 А нужен балластник на 500 А. Если максимальная сила сварочного аппарата 300 А, то и реостат нужно покупать на 300 А. Это позволит выставить на трансформаторе максимальный показатель, а убавлять силу путем включения в цепь плат сопротивления. Если к сварочному аппарату на 500 А подключить балластник на 300 А, тогда обозначения над рубильниками не будут совпадать с фактическими показателями, и правильно регулировать силу тока не получится.

Правила эксплуатации
Чтобы сварочный реостат служил исправно и долго, необходимо предотвращать его перегрев. У каждого устройства есть своя продолжительность нагрузки, т. е. максимальное время непрерывной работы, когда через балластник проходит сварочный ток. Если эта характеристика 60% (обозначается как ПВ 60), варить можно 6 минут из 10. Превышение ПВ ведет к перегреву плат сопротивления и их возможному оплавлению, что выведет аппарат из строя.
Если вы заметили, что устройство регулярно перегревается, используйте дополнительное принудительное воздушное охлаждение или включите в цепь два реостата. Второй прием пригодится, когда один балластник не справляется или выходная мощность сварочного аппарата явно превышает возможности реостата.
Важно периодически продувать корпус прибора от пыли, что облегчает отдачу тепла. Устройство нельзя использовать в помещениях со скоплением водяного пара или воспламеняющегося газа.
Примеры надежных заводских реостатов
Лучше покупать заводские устройства известных производителей, поскольку они качественно собраны, на них распространяется гарантия и есть много отзывов сварщиков. Заявленные характеристики в таких моделях соответствуют фактическим. Вот несколько хороших балластников для сварки от надежных производителей, проверенных временем.

Самый бюджетный вариант из имеющихся на рынке. Предназначен для работы в цепи 380 В и регулировке силы тока в пределах 6-315 А. Имеет компактные габариты 37х60х50 см и весит всего 14 кг. Пять рубильников помогают ступенчато управлять сварочным током с шагом 20+40+80+80+80 А. Варить можно беспрерывно до 6 минут, после чего нужен перерыв для остывания 4 минуты. Устройство не займет много места на сварочном столе. Предусмотрен отдельный тумблер для быстрого разрыва цепи.
ЭСВА РБ-306

Механизм с возможностью регулировки сварочного тока в пределах 6-315 А. Имеет схожие габариты 60х37х50 см, но весит 19 кг. Оснащен пятью ступенчатыми переключателями и двумя клеммами с изоляцией для подключения кабелей. Стоит в два раза дороже вышеописанной модели, зато ПВ составляет 100% – варить можно беспрерывно, что важно для производства, на котором активно выполняются сварочные процессы.

Модель создана для работы со сварочными аппаратами подключаемыми к 380 В и вырабатывающими 500 А. Реостат оснащен 8 рубильниками для точной регулировки силы тока от 5 до 515 А. Пять рядов перфорации по бокам корпуса обеспечивают эффективное удаление тепла. ПВ 60% на максимальном токе подходит для сварки толстых сталей и продолжительной наплавки. Габариты устройства – 65х47х52 см и весит оно 25 кг.
Как сделать реостат своими руками
Конечно, лучше использовать надежные заводские версии, но если нужно срочно что-то приварить, а сила тока аппарата высокая, можно сделать сварочный реостат своими руками. Для этого понадобится сталистая пружина из ленты или толстая шина из меди. Подойдет сечение медного проводника 8-12 мм. Намотайте медь на цилиндр витками с расстоянием 1 см друг от друга.
На одном конце предусмотрите отверстие для болтового соединения с кабелем, идущим от сварочного аппарата. На проводе от электрододержателя сделайте зажим, которым будете цепляться за витки пружины. Перестановкой зажима регулируется величина сопротивления. Чем дальше зажим от конца с кабелем, подключенным к сварочному аппарату, тем меньше сила тока.
Для одного-двух швов пружину сопротивления можно положить на землю или бетонный пол. Но для более продолжительного использования лучше сделать диэлектрическое основание, защищающее от передачи тока или нагрева. Пружина может раскаляться до красна и ее соприкосновение с деревом, резиной или пластиком способно привести к возгоранию материалов. Сразу убирать на стеллаж такое приспособление нельзя – необходимо дать время ему остыть. В идеале лучше смастерить защитный кожух из листового железа, но это потребует времени, сил и дополнительных затрат, поэтому проще купить готовый реостат для сварки.
Ответы на вопросы: реостат для сварочного аппарата
Какие бывают сварочные реостаты по диапазону сварочного тока?
Скрыть Подробнее
Чаще всего в продаже можно встретить устройства с диапазоном 5-315 А. Для производств, где ведется сварка толстых металлов, выпускают балластники с возможностью регулировки до 515 А.
Какие приборы российских производителей самые надежные и не дорогие?
Скрыть Подробнее
В России хорошие сварочные реостаты по соотношению цены к качеству выпускаются под брендом ЭСВА. Это завод, расположенный в Калининграде. Предлагаются две модели – РБ и одноименная ЭСВА с различными параметрами.
Сильно дребезжит корпус реостата, что делать?
Скрыть Подробнее
Зачастую посторонние звуки издаются из-за разболтанного крепления кожуха. Затяните все винтовые соединения. Чтобы снизить шум, установите прибор на резиновую подложку.
Где взять сталистую пружину для самодельного сопротивления?
Скрыть Подробнее
Есть готовые версии от старых трансформаторных установок. Они могут оснащаться диэлектрическим сердечником и пластинами для прикручивания к основанию. Но фиксировать на таких витках зажим неудобно, поскольку он сразу прикасается к соседним виткам и контакт может идти через них.