Реболл чипа. Всё о том, как правильно катать шары
Слово reball заимствовано из английского языка. Неизвестно, как оно правильно пишется на русском: ребол или реболл, реболить или реболлить, реболинг или реболлинг. Поэтому не судите строго, буква Л в статье может «гулять» от слова к слову. Реболл (reball) сам по себе — это процесс накатки новых шаров на BGA чип.
Реболл чипа требуется в трёх случаях:
- Если нужный нам живой BGA чип распаян на плате доноре и его нужно подготовить для установки на нужную нам плату
- Если на ремонтируемой плате был удар и есть вероятность отвала чипа от материнской платы
- Если пришёл чип на бессвинце, но не хочется или опасно перегревать плату/чип
- Видеокарте
- Материнской плате ноутбука
- Материнской плате ПК
- Видеочип
- Видеопамять
- Процессор
- Северный мост
- Южный мост, чипсет, хаб
Процесс демонтажа чипа с платы вам уже знаком, затем потребуется реболлинг. Когда вы снимаете чип с платы, на подложке остаются старые шары. Каждый шарик разных размеров, а основная часть припоя остаётся на материнской плате.
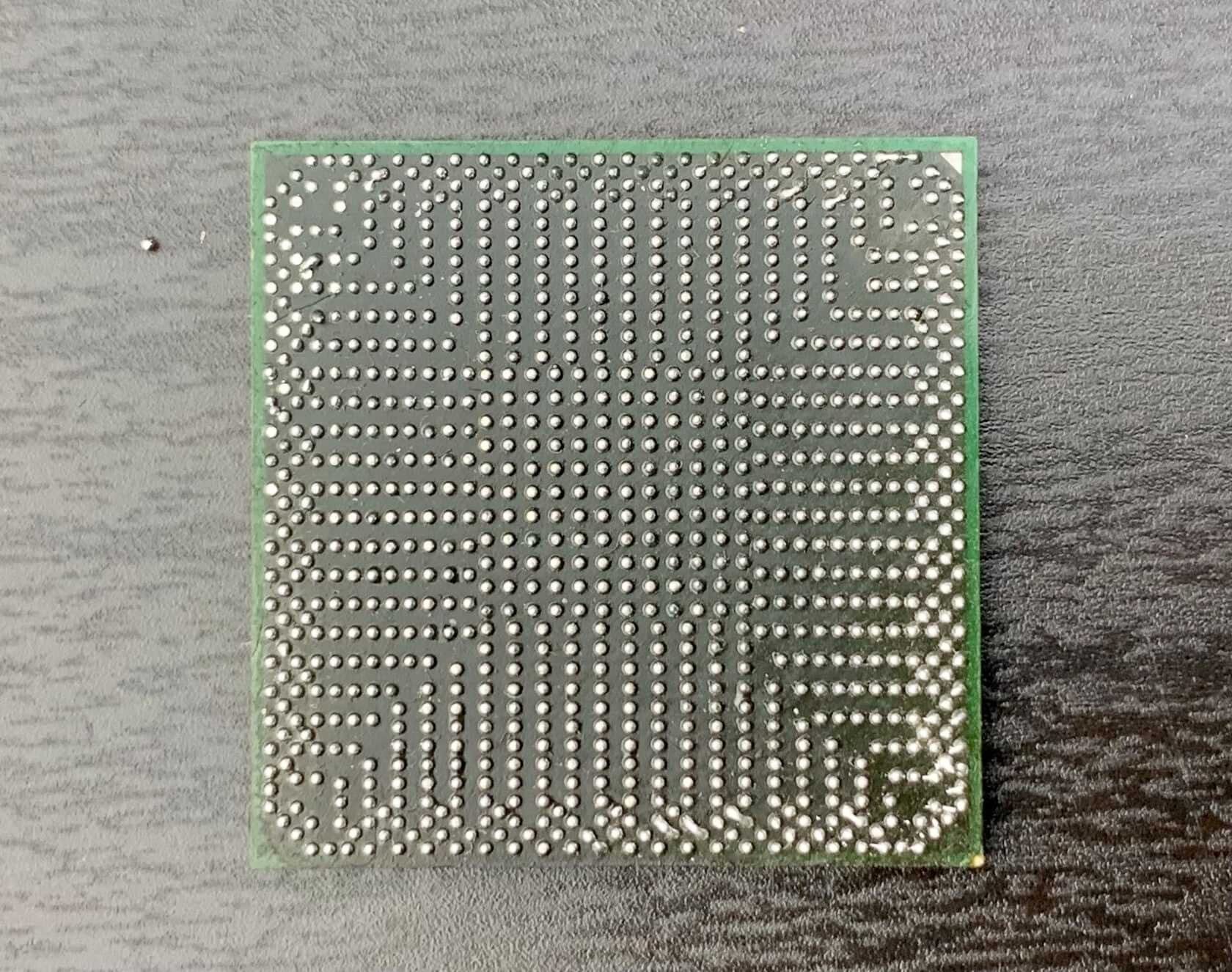
Если в таком состоянии попытаться поставить чип на плату, то его или перекосит, или какая-то часть не припаяется из-за неравномерности распределения припоя. Конечно, можно рискнуть и попробовать поставить его, но это не 100% вероятность. Всегда делайте качественно и всё возможное, чтобы получилось хорошо, для этого и нужен реболл. После ребола все шарики одинаковой величины и чип без проблем припаивается к плате.
Подготовка чипа к реболлингу
Подготовка чипа к реболлингу
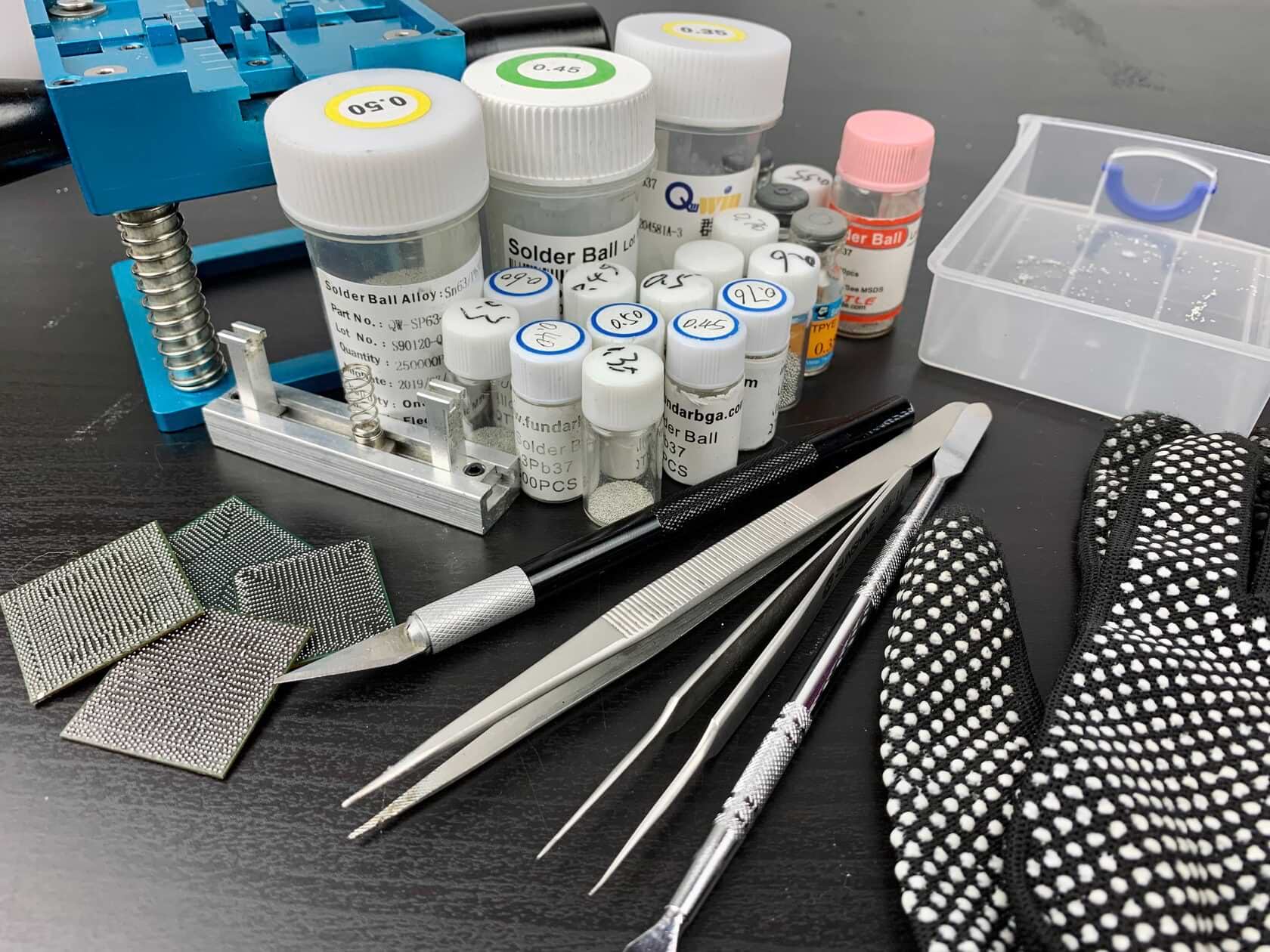
Чтобы без лишней суеты отреболить чип, подготовьте все необходимые инструменты заранее. Для реболлинга на столе должны лежать:
- Скальпель
- Пинцет
- Металлическая лопатка
- Станки для ребола
- Широкая баночка
- Шары для ребола
- Тряпочные перчатки
- BGA трафареты и чип
Для начала возьмите синий станок для ребола, он выглядит массивно и напоминает тиски. Зафиксируйте подвижные части так, чтобы они огибали чип со всех сторон, но до конца не закручивайте их. Положите чип площадкой вверх и теперь закрутите крепления до конца, но делайте это аккуратно, потому что края станка будут стягиваться и могут повредить маску чипа. Это не критично, но неприятно.
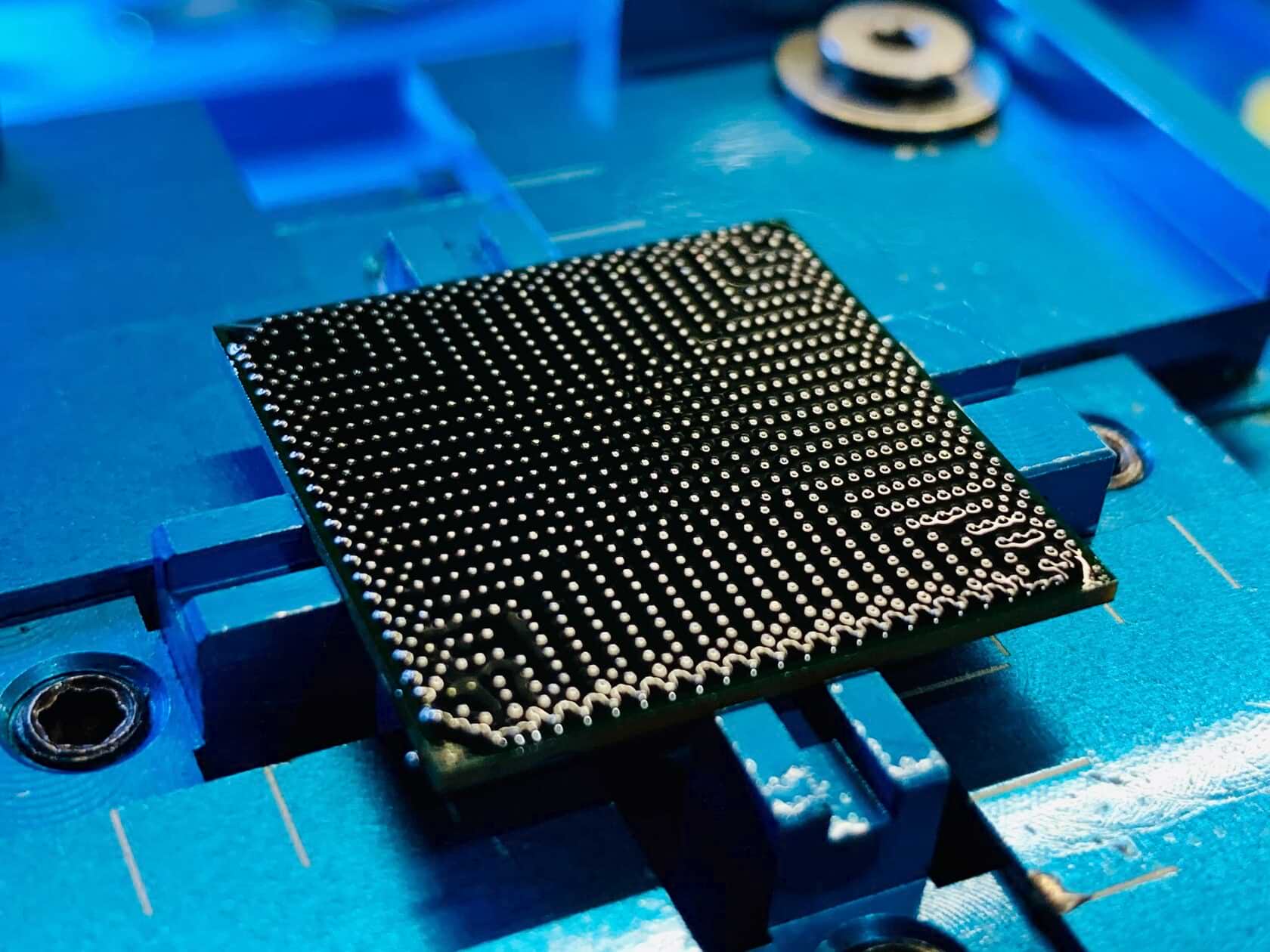
Вообще этот станок предназначен для реболлинга трафаретами с непрямым нагревом, но удобнее его использовать для снятия шаров, а реболить уже другим станком.
Нагрейте феном весь чип, положите немного флюса, потом начните водить по поверхности паяльником со свинцовым припоем. У свинца меньше температура плавления, поэтому когда он смешивается с бессвинцовым припоем на чипе, получившаяся каша легче снимается паяльником без высокой температуры.
Всё, что налипло на жало, снимите с помощью губки. Лайфхак. Я делаю это без участия губки, просто быстро смахиваю пальцем припой с жала паяльника. Звучит опасно, но мне нравится, потому что получается быстрее и эффективнее. Процесс похож на то, как кремнём высекают искру.
Возьмите оплётку и снимите остатки припоя с чипа так, чтобы поверхность была ровная и без бугорков. Зачистите площадку от использованного флюса с помощью флюсофа, щетки и салфеток. Подождите пока чип остынет и вытащите его, затем приступайте к следующей фазе.
P.S. Можно снимать старые шары и на прорезиненном коврике, без станка. Главная задача не сколоть кристалл. Лайфхак. Если будете реболить на коврике без станка, положите под кристалл старую использованную термопрокладку. Хорошо, если в коврике есть небольшое отверстие под кристалл, тогда чип ляжет ровно. Снимать шары в таком положении удобнее, так как чип не елозит. Этот метод более быстрый, чем со станком, но учиться лучше на станке.
Выберите трафарет для ребола
Выберите трафарет для ребола
Чтобы приступить к реболу, подберите трафарет для чипа. Трафарет — это металлическая заготовка-шаблон с уже высверленными отверстиями, которые дублируют площадки на чипе. В эти отверстия засыпаются шары для ребола. Трафарет для ребола удобный, без него пришлось бы раскладывать на чипе тысячу шариков вручную.
Трафареты бывают разные по качеству, от этого зависит удобство ребола.
Некачественные трафареты сделаны из тонкого металла, сами отверстия могут быть неровно выточены, может не подходить заявленный размер шаров на трафарете. При нагреве он может изгибаться и весь процесс ребола может пойти насмарку. Стоит такой трафарет ~ $2-5.
На Aliexpress есть набор таких трафаретов для ребола, 144 шт. Больше половины бесполезные, потому что они для чипов, которые уже устарели, но тем не менее, ~ треть трафаретов пригодится. Есть такой же набор для ребола подороже, но уже с инструментами и шарами. Ещё есть дорогой набор трафаретов на 888 шт, он гораздо интереснее, потому что трафареты есть и на современные чипы, но и стоит он больше 7 000 рублей. Такой же набор 888 шт, но с шарами инструментами для ребола. На YouTube есть распаковка этого набора от канала Terabit Lab.
Качественный трафарет для ребола обычно толще, все отверстия ровные и чётко совпадают с площадками на чипе, при нагреве не гнётся. Стоит такой обычно ~ $10-15. Искать их сложнее, они поштучно встречаются на Aliexpress, и на сайте небольших магазинчиков для ремонта.
Как ни прискорбно, но обычно трафарет некачественный, потому что их больше по ассортименту и легче всего достать, поэтому лучше научиться понимать как его правильно использовать.
Чтобы работать с таким трафаретом, иногда приходится во время ребола надавливать на него пинцетом или чем-то еще, чтобы он не cмог выгибаться и шары не могли слипнуться под ним, а по бокам, где он наоборот выгибается вверх, его нужно поджать самими креплениями станка.
Трафарет для шлифовки чипов Antminer S17PRO

Техническая поддержка и предпродажная:
WhatsApp : +8618623251355
Описание продукта:
Трафареты для позиционирования пластин для Antminer S17 pro
Шаблон пластины для позиционирования стружки S17PRO изготовлен из утолщенной стальной пластины, которая отличается долговечностью, высокой эффективностью шлифования и более точным позиционированием. В основном он используется для позиционирования чипа хеш-платы S17PRO, что удобно для аккуратной очистки припоя на микросхеме, чтобы ее можно было лучше залужить позже.

Уведомление
Недавно наши клиенты сообщили, что кто-то выдал себя за наших сотрудников по обслуживанию клиентов. Пожалуйста, войдите на страницу с контактной информацией нашего веб-сайта.Любая другая контактная информация, не указанная на сайте, не является официальной. Если вы обнаружите, что кто-то выдает себя за нас, немедленно отправьте снимок экрана по адресу [email protected] и прекратите транзакцию, чтобы избежать потерь.
Рекомендации
Antminer BM1397 Инструмент для олова
Пакет ремонта хеш-платы Bitmain Antminer
Испытательные приспособления серии Aladdin Innosilicon
Электронный желтый клей промышленный изоляционный клей
Аксессуары для ручек паяльной станции 936
Шаблон трафарета для жести BM2042AA
Загрузчик эмуляции JLINK V9
Kafuter K-704 силиконовый промышленный клей
Официальные силиконовые полоски Whatsminer
Переносная тепловая пушка
C20 250В 16А розетка
Senju M705-GRN360-K2-V высокотемпературная паяльная паста
Стальная сетка T1668B
SS-331 станция распайки
Клещи для обжима клемм
Глушитель для крипто майнер версией Wi-Fi
A32021 Жестяная стальная сетка
14PCS шестиугольные розетки задавать 5,5-19 мм
HiKOKI ремонтный защитный безопасные очки
Жала для паяльника KSGER T12
Наши клиенты и партнеры:

Мы относимся к нашим клиентам и партнерам как к искренним друзьям и делаем все возможное, чтобы предложить техническую поддержку и послепродажное обслуживание.
Как определить цены на товары и стоимость доставки?
Как мне завершить оплату?
Оплата криптовалютой
Банковский перевод
Другие способы оплаты
Кооперативный экспресс:
В: Когда мы отправим товар после оплаты?
О: Чтобы гарантировать, что товары, которые мы отправляем, находятся в хорошем состоянии. Выдается примерно через 1-2 дней после получения оплаты.
В: Что делать, если товар был поврежден во время транспортировки?
О: Мы будем использовать более прочную упаковку при транспортировке, чтобы избежать повреждения товара, и мы можем заранее приобрести транспортную страховку, чтобы уменьшить потери при транспортировке. хотя эта проблема встречается нечасто.
В: Какие способы оплаты мы поддерживаем?
О: Мы поддерживаем Банковский перевод, банковский перевод, BTC, стороннюю гарантию и Paypal.
В: Что мне делать, если после получения товара возникла проблема?
О: Мы установили хорошие отношения с отделами технического обслуживания во многих странах и регионах мира. Например, Венесуэла, Иран и др. Если у вас возникнут вопросы в течение 3 дней после получения товара, вы можете подать заявку на послепродажное обслуживание на странице «Мой заказ».
В: Какие экспресс-доставки мы поддерживаем?
О: Мы выберем для вас самый дешевый и быстрый способ транспортировки. И мы поддерживаем DHL, UPS, TNT, Fedex, BRE, а также предоставляем услуги экспресс-доставки, такие как Россия, США, Кувейт и т. Д.
Если у вас есть вопросы, оставьте сообщение.

Оставить сообщение
Павел 2023/11/24 18:45:53
Q:Здравствуйте! Интересует цена Хеш-плата Antminer S19XP
A:Здравствуйте, пожалуйста, свяжитесь с нашим отделом продаж через WhatsApp для получения предложения и подробной информации: +8618623251355/+86 19123969125, спасибо за внимание.
Андрей 2023/11/21 21:28:00
Q:Добрый день, помогите.
требуется информация по блоку LS-7ROS14+12.Не запускается на майнере S19XP 141. В чем причина?
A:Здравствуйте, наши специалисты ответили на ваше сообщение через WhatsApp. Мы надеемся, что ваша проблема будет решена в ближайшее время. Спасибо за ваше сообщение.
Саша 2023/1/22 18:52:39
Q:How much does your fixture for Antminer universal chip tester cost?
And the price of Universal Power Supply APW9?
A:Hello friend,
Antminer universal chip fixture test fixture: $156 each
Antminer APW9 PSU: $185 each
If you need, you can contact our pre-sales customer service at any time, thank you for your attention
https://www.zeusbtc.com/FAQ.asp
игорь 2022/12/20 10:53:30
Q:помогите пожалуйста опознать компонент ,бустер в антмайнер с19 j pro с маркировкой (VIDZA)
A:Здравствуйте, сэр, вам нужно название продукта «SY7304DBC», вы можете найти его на веб-сайте. Если у вас есть какие-либо другие вопросы, вы можете связаться с нашей предпродажной службой в любое время.
https://www.zeusbtc.com/FAQ.asp
Владимир 2022/12/12 2:48:25
Q:Добрый день, интересует водное охлаждение на л7, и подскажите в Беларусь отправляете?
A:Здравствуйте сэр, мы можем отправить в Беларусь. Если вам нужно, вы можете связаться с нашей предпродажной службой поддержки клиентов
https://www.zeusbtc.com/FAQ.asp
Татьяна 2022/10/19 14:10:24
Q:Добрый день!
Интересует Микросхема H6 CV200-OS
Цена и срок поставки
A:Здравствуйте, цена за единицу H6 CV200-OS составляет 17 долларов США, около 15-18 дней в Россию, если вам нужно, пожалуйста, свяжитесь с нашей предпродажной службой поддержки клиентов.
https://www.zeusbtc.com/FAQ.asp
Анатолий 2022/8/2 13:37:35
Q:Добрый день! Возможно получить полное понимание по тестеру? Какой функционал, какие аппараты тестирует, что показывает.
Спасибо!
A:Здравствуйте, сэр, какой тестер вы хотите узнать, тестер обычно тестирует чип хеш-платы, если вы хотите узнать больше, свяжитесь с нами через WhatsApp
https://www.zeusbtc.com/ASIC-Miner-Repair/
Igor 2022/7/7 14:44:40
Q:Hello . Can you show me example of working tester? Some screenshits or video or something
A:hi Sir, you can visit on Youtube: https://www.youtube.com/c/ZEUSMINING
Artem 2022/5/11 2:16:05
Q:Тестер хеш-платы Avalon.
Примеры работы тестера есть ?
Видео работы есть?
A:Уважаемый клиент, мы ответили вам по электронной почте, пожалуйста, не стесняйтесь обращаться к нам, если вам это нужно.
Для чего нужен трафарет для чипов
При использовании трафаретной технологии печати паяльной пасты или клея на печатную плату бывают моменты, когда трафарет одной толщины не позволяет нанести нужное количество состава под все компоненты. Тогда актуальным будет использование пластин переменной толщины на разных участках печати. Особенности, возможности и ограничения применения таких многоуровневых трафаретов подробно будут рассмотрены в данной статье.
Многоуровневые трафареты: принцип работы и типы
Многоуровневый трафарет представляет собой металлическую пластину с апертурами (отверстиями), имеющую переменную толщину на различных участках в зависимости от типов используемых электронных компонентов и их размещения на печатной плате. В настоящее время в электронной промышленности применяются многоуровневые трафареты следующих типов:
- step-up – пластины с увеличенной на некоторых участках толщиной для нанесения большего объема паяльной пасты;
- step-down – трафареты с уменьшенной толщиной некоторых зон для нанесения меньшего объема паяльного состава;
- трафареты с углублениями на стороне, которой она прижимается к ПП во время печати, для компенсации рельефа печатной платы и более плотного с ней контакта.
Первоначально многоуровневые трафареты с уменьшенной толщиной применялись при установке QFP-компонентов с шагом выводов до 0,64 мм. Постепенно, когда технологии производства электронной продукции усложнились, такие пластины стали применяться более широко, а требования к ним увеличились. Сегодня с их помощью проводятся следующие производственные операции:
- Смешанная печать паяльной пасты для следующих сочетаний:
- выводные + SMD-компоненты;
- припой + клей или припой + флюс;
- компоненты небольшого размера или с мелким шагом + обычных компоненты.
- Увеличение количества (высоты) паяльного состава на контактных прокладках для BGA и иных компонентов большого размера.
- Печать на нестандартных ПП с приподнятыми участками на поверхности.
- Смешанная двухэтапная печать для небольших и крупных компонентов на одной ПП.
Многоуровневые трафареты для керамических BGA—компонентов
Монтаж керамических компонентов усложняет печать паяльной пасты на ПП для поверхностного монтажа из-за необходимости увеличить температуру оплавления припоя. Это вызвано тем, что керамический корпус хорошо поглощает тепло, поэтому стандартный нагрев не дает шарикам выводов расплавиться. Соответственно, любая, даже самая небольшая неровность печатной платы или трафарета может привести к непропайке шариковых выводов.
В то же время компоненты с интервалом между выводами до 0,5 мм, чипы с типоразмером 0402 и иные небольшие компоненты не совместимы с трафаретами толщиной 0,2 мм. Отверстия в таких пластинах слишком малы, и при данной толщине не обеспечивают нормальный выход паяльного состава на поверхность ПП.
Для смешанной печати при комбинации крупных BGA и небольших компонентов применяются трафареты переменной толщины. На участках под BGA-микросхемы их толщина увеличена до 0,2 мм, в то время как для зон под компоненты малого размера она составляет 0,127 мм.
Многоуровневые трафареты для выводных и SMD-компонентов
При изготовлении электронной продукции на одной плате бывает нужно разместить как выводные, так и поверхностно-монтируемые компоненты. Сложность в том, что для их пайки нужно различное количество паяльной пасты. Данная операция может быть осуществлена следующими способами:
- С помощью трафаретов с апертурами, размер которых немного превышает размер контактной площадки. При этом на КП при расплавлении припоя останется большее его количество из-за поверхностного натяжения.
- Применением трафаретов с большей толщиной и немного увеличенными апертурами в зоне размещения выводных компонентов.
- Двухэтапной печатью, при которой для паяльный состав наносится в зоны с выводными компонентами через более толстые трафареты, а на участки с поверхностно-монтируемыми – сквозь пластины меньшей толщины.
Очевидно, что наиболее рациональным способом решения проблемы монтажа выводных и поверхностных компонентов на одной ПП будет применение именно многоуровневого трафарета. Первый метод не всегда работает при использовании бессвинцовых припоев, обладающих меньшим поверхностным натяжением, необходимым для «стагивания» расплава к контактной площадке. Третий способ более трудоемок и подразумевает изготовления двойного комплекта трафаретов.
Многоуровневые трафареты с рельефными карманами
Одна из сложностей трафаретной печати заключается в обеспечении плотного контакта нижней стороны трафарета и поверхности ПП. Если между ними остается просвет, возможно выдавливание паяльной пасты за пределы апертур, что при дальнейшей пайке грозит образованием перемычек между близко расположенными выводами и компонентами. Образованию такого просвета способствуют любые неровности на поверхности печатной платы.
- Приподнятые переходные отверстия;
- Наклеенные этикетки со штрихкодом;
- Наращенные токопроводящие дорожки, используемые в качестве альтернативного варианта вместо проводов при корректировке электрической схемы уже готовой печатной платы.
В этих случаях помогают многоуровневые трафареты с углублениями, расположенными в тех зонах, где на плате есть неровности. В зависимости от типа таких неровностей, карманы могут иметь вид точечных углублений (для переходных отверстий), полостей, соответствующих форме и размеру этикеток, а также полостных канавок.
Многоуровневые трафареты для смешанной печати
Трафареты с переменной толщиной широко используются при двухэтапной смешанной печати в следующих ситуациях.
При монтаже выводных и SMT-компонентов. Например, когда они не сгруппированы по типу в отдельных участках ПП, а более-менее равномерно распределены по ее поверхности. В этом случае сначала паяльная паста наносится на участки с мелкошаговыми или малоразмерными компонентами, для которых важна высокая точность, с помощью стандартного трафарета толщиной 0,127-0,150 мм. На втором этапе паяльный состав продавливается на зоны с выводными или крупноразмерными компонентами через трафаретную пластину увеличенной до 0,4 мм толщины, на контактной поверхности которого есть углубления, закрывающие точки с ранее нанесенным припоем.
При монтаже Flip—Chip и SMT-компонентов. Флип-чипы – это микросхемы, чей корпус (кристалл) устанавливается на выводы, которые выполнены на его контактных площадках, распределенных по всей нижней стороне. Проблема в том, что пасты или флюса для их пайки нужно меньше, чем для стандартных SMD, и трафареты используются более тонкие (0,03-0,05 мм). Чтобы нанести состав на плату, на которой есть и флип-чипы, и обычные SMT-компоненты, на первой стадии он продавливается через трафарет толщиной 0,03-0,05 мм, а затем – через более толстые (0,127 мм) пластины, чья контактная поверхность имеет полости, закрывающие точки расположения флип-чипов.
При нанесении клея под компоненты различной высоты. Электронные компоненты различаются высотой расположения над поверхностью платы. Соответственно, для их закрепления на ПП нужно различное количество клея. Сделать это можно с помощью толстых (0,4 мм) трафаретов с апертурами различного размера и клеевыми полостями-резервуарам. Такие полости сокращают путь клея сквозь трафарет и обеспечивают его перенос на поверхность платы при сравнительно низком нажиме ракеля.
Также трафареты с выемками используются для печати клея после паяльной пасты. В этом случае углубления закрывают контактные площадки с нанесенным на них припоем. Это позволяет одновременно припаивать и приклеивать компоненты в одном цикле, упрощая производство.
Для печати на эластично-жестких платах. Примером таких ПП являются твердые платы, соединенные между собой гибким коннектором, который приподнят над их поверхностью и мешает плотному контакту обычного трафарета. Для печати в этом случае можно применить трафарет с рельефным карманом, в который «прячется» коннектор во время печати.
Компания «Ассемрус» предлагает большой ассортимент оборудования, комплектующих и расходных материалов для трафаретной печати. Наши специалисты помогут подобрать нужную продукцию, а также проконсультируют вас по ее эксплуатации и обслуживанию.
Реболлинг BGA чипов



Рис.1 Примеры выполненных трафаретов для восстановления шариков BGA
Рис.2 Восстановленные шариковые выводы BGA чипа
Необходимое оборудование
- Сушка (рекомендуется для подсушки компонентов)
- Система пайки горячим воздухом, конвекционная печь или конвейерная печь с обдувом горячим воздухом
- Чашка для вымачивания (рекомендуется для очистки трафаретов)
- Паяльник (или другой инструмент для снятия шариков BGA)
- Защищенное от статики рабочее место
- Микроскоп (рекомендуется для проверки)
- Диионизованная вода
- Напалечники
Методы безопасности
Вентиляция:
Испарения флюса при пайке и выпайке могут оказывать вред. Используйте общую или местную вытяжки для соблюдения норм Предельно Допустимой Концентрации вредных веществ на рабочем месте. Проконсультируйтесь в технической информацией (MSDS) по паяльным материалам о допустимой норме ПДК.
Средства личной защиты:
Химикаты, используемые в процессе реболлинга могут вызвать поражение участков кожи. Используйте соответствующие средства защиты, когда выполняете действия по очистке, пайке или выпайке
Опасность свинца:
Организация USEPA Carcinogen Assessment Group относит свинец и его сплавы к тератогенам, а компоненты с его применением к классу B-2 канцерогенов.
- Напалечники
- Проводящие рабочий коврик или покрытие стола
- Заземленный пяточный или запястные браслеты
Восприимчивость компонентов
Восприимчивость к влажности Пластиковые корпуса BGA являются абсорбентами влажности. Производитель чипа обозначает уровень восприимчивости компонента на каждом корпусе. Каждый уровень восприимчивости имеет временной предел для внешнего воздействия, связанный с ним. Стандарт JEDEC отражает временной предел для внешнего воздействия при стандартном атмосферном давлении, 30 градусов C и 60% относительной влажности. Также в нашей инструкции представлена таблица уровней влажности (см. информацию ниже).
При превышении разрешенного времени внешнего воздействия, стандарт JEDEC предписывает проводить сушку компонента. Стандартное время сушки это 24 часа при 125 градусов C. После окончания сушки компонент должен быть помещен в пакет с веществом впитывающим влагу, что предотвратит повторное проникновение влажности в него. Подобная сушка подготовит компонент к процессу пайки.
Восприимчивость к статическому заряду
Последовательность действий по снятию, реболлингу и повторной установке компонента на печатную плату вызывает множественное количество шансов повредить компонент статическим зарядом. Старайтесь использовать соответствующие средства защиты
При превышении разрешенного времени внешнего воздействия, стандарт JEDEC предписывает проводить сушку компонента. Стандартное время сушки это 24 часа при 125 градусов C. После окончания сушки компонент должен быть помещен в пакет с веществом впитывающим влагу, что предотвратит повторное проникновение влажности в него. Подобная сушка подготовит компонент к процессу пайки.
- Быстрые изменения в температуре приведут к температурному удару, вследствии неравномерного распределения внутренних температур в самом чипе. Быстрый нагрев только одной стороны BGA чипа может вызвать температурный удар на подложке чипа.
- Повышенная температура: Пластиковые BGA чипы наиболее напоминают печатные платы. Их подложки состоят из закаленного стекла и обычно имеют Tg (температура стеклования) приблизительно 230 градусов C. Свыше температуры стеклования коэффициент термического расширения начинает возрастать, неблагоприятно влияя на внутренние температурные удары. Очень важно сохранять подложку чипа ниже данной температуры.
- Неравномерность температурного нагрева: Рекомендуется использовать печь конвекционного типа, чем системы пайки пистолетного типа. Для эфективной пайки компонентов необходима печь, обеспечивающая равномерность нагрева компонентов Более того, печь которая способна подавать горячий воздух с небольшой скоростью может уменьшить вероятность температурного удара вследствии неравномерности нагрева компонента. Слой шариковых выводов способствует изолированию контактных площадок подложки от воздуха. Время «вымачивания» в печи дает время на то, чтобы все контактные площадки равномерно смочились припоем. Когда процесс оплавления по температурному профилю завершен, шариковые выводы имеют светло-коричневый цвет. Большая температура обдува может привести к появлению темно-коричневого цвета выводов и даже черного.
- Рекомендуется, чтобы BGA компоенты никогда не нагревались более чем на 220 градусов C.
Восприимчивость к удару.
Внутренние удары возникают вследствии возникновения температурных градиентов и нагрузок внутри структуры чипа. Термические удары более заметны в процессе реболлинга, даже если присутствуют оба типа ударов. Для минимизации риска температурного удара тщательно следите за температурным циклом процесса. Равномерность нагрева является критичным фактором для минимизации ударов в чипе.
Процесс снятия шариковых выводов (деболлинг)
Существует много инструментов, которые позволяют снять остатки припоя с BGA компонета. Они включают в с себя вакуумные инструменты с горячим воздухом, паяльники с жалом и, что наиболее предпочтительно, низкотемпературные установки пайки волной (220 градусов C.) Любой из этих инструментов, при правильном использовании позволяет проводить реболлинг.
Поскольку паяльники я хорошим температурным контролем пайки не так редки сейчас и относительно недороги, мы опишем процесс дебаллинга с использованием паяльника с жалом. Держитесь увереннее на протяжении всего процесса деболлинга, т.к. он содержит множество потенциально опасных для чипа механических и термальных стрессов.
- Флюс
- Паяльник
- Изопропиловые салфетки (изопропил алкоголь)
- Проводящий коврик
- Микроскоп
- Вытяжка для облегчения удаления дымов, образующихся в процессе выпаивания
- Защитные очки
- Ножницы
- Предварительно разогрейте паяльник
- Оденьте напалечники
- Предварительно перепроверьте каждый чип на загрязнение, пропущенные контактные площадки, а также паяемость.
- Оденьте защитные очки
 |
Шаг 1 — Нанесение флюса на чип Положите чип на проводящий коврик, стороной контактных площадок вверх. Слишком малое количество флюса сделает процесс деболлинга затруднительным. |

|


Рис.4 Чистая поверхность BGA
Процесс нанесения шариковых выводов (реболлинг)
- Ремонтный трафарет
- Фиксатор для трафарета
- Флюс
- Деионизованная вода
- Поддон для очистки
- Щетка для очистки
- Пинцет
- Кислотоупорная щетка
- Печь оплавления или система пайки горячим воздухом
- Микроскоп
- Напалечники
- Перед тем, как вы начнете, убедитесь, что фиксатор для трафарета чист
- Выставьте температурный профиль для оборудования, выполняющего оплавление припоя.
 |
Шаг 1 — Вставка трафарета Pазместите трафарет в фиксаторе. Убедитесь, что трафарет плотно завиксирован. Если трафарет согнут или помят в фиксаторе, процесс восстановления не получится. Это, как правило, является следствием загрязнения фиксатора или плохой его регулировки под трафарет. |
 |
Шаг 2 — Нанесите флюс на чип Используйте шприц для нанесения небольшого количества флюса на чип. Примечание: Перед тем как начать, убедитесь. что поверхность чипа чиста. |
 |
Шаг 3 — Распределение флюса по поверхности чипа Используя щеточку равномерно распределите флюс по стороне контактных площадок чипа BGA. Постарайтесь покрыть каждую контактную площадку тонким слоем флюса. Убедитесь, что все контактные площадки покрыты флюсом. Более тонкий слой флюса работает лучше, чем толстый слой. |
 |
Шаг 4 — Вставка чипа Поместите BGA компонент в фиксатор, покрытой флюсом стороной напротив трафарета. |
 |
Шаг 5 — Осаживание компонента Осадите трафарет и компонент в фиксаторе аккуратным надавливанием на компонент. Убедитесь в том, что компонент плоско «сидит» напротив трафарета. |
 |
Шаг 6 — Оплавление Поместите фиксатор в горячую конвекционную печь или станцию для реболлинга горячим воздухом и начните и запустите цикл оплавления. В любом случае используемое оборудование должно быть настроено на разработанный для чипа BGA термопрофиль. |
 |
Шаг 7 — Охлаждение Используя пинцет, выньте фиксатор из печи или станции для реболлинга и поместите его в проводящий поддон. Оставьте чип охладиться примерно на пару минут, перед тем, как вынете его из фиксатора. |
 |
Шаг 8 — Выемка BGA чипа После того, как чип охладился, выньте его из фиксатора и поместите его в поддон для очистки, стороной шариковых выводов вверх. |
 |
Шаг 9 — Вымачивание Нанесите деионизованную воду на трафарет BGA и подождите примерно секунд тридцать, прежде чем продолжить. |
 |
Шаг 10 — Снятие трафарета Используя тонкий пинцет снимите трафарет с чипа. Лучше всего начинать с угла, постепенно снимая трафарет. Трафарет должен быть снят за один прием. Если он вдруг не снимается, добавьте еще деионизованной воды и подождите еще 15 — 30 секунд, перед тем, как продолжить. |
 |
Шаг 11 — Очистка от фрагментов грязи Возможно, после снятия трафарета останутся небольшие фрагменты частиц или грязи. Уберите их с помощью пинцета. Просто аккуратно ведите одним кончиком пинцета между шариками компонента, захватывая частички другим. ВНИМАНИЕ: Кончик пинцета острый, поэтому может поцарапать паяльную маску на чипе, если вы не будете осторожны. |
 |
Шаг 12 — Очистка Сразу после того, как убрали трафарет от чипа, очистите егео с помощью деионизованной воды. Нанесите небольшое количество деионизованной воды и потрите чип щеточкой. ВНИМАНИЕ: Поддерживайте чип, пока чистите его щеткой во избежание механического стресса. Примечание: Для лучшего результатат очистки сначала потрите ип щеткой в одном направлении, затем поверните на 90 градусов и потрите в другом. Завершите процесс очистки круговыми движениями щеточки. |
 |
Шаг 13 — Промывка чипа BGA Промойте чип деионизованной водой. Это поможет удалить маленькие частицы флюса и грязи, оставшиеся после предыдущих этапов очистки. Дайте чипу высохнуть на воздухе. Не протирайте его салфетками или тряпочками. |
 |
Очистка фиксатора
 |
Шаг 1 — Вымачивание Вымочите фиксатор для трафаретов BGA в теплой деионизованной воде примерно 15 минут. |
 |
Шаг 2 — Чистка с деионизованной водой Выньте фиксатор из воды и потрите его щеткой. |
 |
Шаг 3 — Промывка фиксатора Промойте фиксатор деионизованной водой. Дайте ему высохнуть на воздухе. |
Сушка чипа
Процедура сушки очень важна, для того чтобы быть уверенным, что не возникнет эффект «попкорна» в процессе реболлинга чипа. Очень рекомендуется подвергать чип сушке перед каждой операцией реболлинга, чтобы исключить наличие влажности на дальнейший период времени.
- Печь для сушки
- Пакет, защищающий от влажности и статического заряда
- Вещество-осушитель (например силикогель)
- Предварительно проверьте каждый чип на загрязнение, отсутствующие контактные площадки, и возможность его пайки..
- Подготовьте и уберите рабочее место.
Выберите необходимый уровень влажности чипа из нижеприведенной таблицы для определения времени, необходимого для сушки BGA компонента. Производитель BGA обязан указать уровень восприимчивости чипа к влажности. Также необходимо знать время воздействия окружающей среды на ваши чипы. Если время воздействия превышает уровень восприимчивости чипа в 2-5 раз, требуется 24 часовая сушка при 125 градусов C.
(Примечание: Если вы не уверены о времени воздействия внешней атмосферы на чипы, лучше считайте что оно превышено.) Дополнительная информация относительно уровня восприимчивости компонентов для поверхностного монтажа по влажности\температуре оплавления может быть найдена в стандарте IPC/JEDEC J-STD 033A.
ВНИМАНИЕ:
Никогда не сушите компоненты BGA в пластиковых поддонах, изготовленных из материала с точкой плавления менее 135 градусов C. Более того, не используйте поддоны, не имеющие четкой маркировки предельно допустимой для них рабочей температуры.
Не позволяйте шарикам припоя касаться металлических поверхностей в процессе сушки.
Шаг 2 — Сушка
Выставьте температуру и время печи, согласно уровню влажности. Когда печь достигнет необходимой температуры, поместите в нее BGA компоненты.
Шаг 3 — Сухая упаковка
После завершения сушки поместите компоненты во влагозащитный пакет, защищенный от статики со свежей порцией вещества–осушителя. Вещество-осушитель поможет вам сохранить компоненты сухими при хранении и транспортировке.
Таблица уровней восприимчивости к влажности
| Уровень восприимчивости | Время воздействия (вне защитного пакета) при 30 градусах C/60% относительной влажности или как предполагается | |
| 1 | Не ограничено при | 1 год |
| 2a | 4 недели | |
| 3 | 168 часов/td> | |
| 4 | 72 часа/td> | |
| 5 | 48 часов/td> | |
| 5a | 24 часа/td> | |
| 6 | Принудительная сушка перед установкой. После сушки должен быть установлен в течение указанного на нем времени. |
Температурный профиль оплавления
Как и во всех процессах пайки, температурный профиль является ключевым элементом успешного процесса. Сам процесс реболлинга BGA чипа достаточно прост и повторяем, гораздо больше времени отнимает настройка температурного профиля для оборудования оплавления горячим воздухом.
Каждый BGA чип может требовать своего температурного профиля. Начните с базового профиля, показанного ниже, внося коррективы на тип материала BGA, массу BGA чипа и его размер и это должно принести к приемлемым результатам.
Помните о том, что настройка профиля основывается на измерянной температуре компонента. Сама температура в печи обычно от нее отличается.
ВНИМАНИЕ: Не нагревайте компонент свыше 220 градусов C, т.к. это может привести к выходу его из строя.
Рекомендуемое оборудование для оплавления:

Любое оборудование с горячим воздухом, оборудованное:
- Контролируемым по времени циклом нагрева
- Температурным диапазоном нагрева 20 — 240 градусов C
- Циркулирующим обдувом воздухом
Ключевые моменты:
- Наклон температурной кривой (рост температуры) порядка 1 градуса C/секунду
- Температурный пик должен приходиться на 200C — 210C
- Наличие линии ликвидуса (183C) на 45-75 секундах
- Большие компоненты или поглотители тепла будут требовать более длительных циклов нагрева
Измерение температуры компонента
Для создания рабочего температурного профиля термопары размещаются в различных участках компонента ,а мониторинг их показаний выполняется с помощью специального программного обеспечения, что позволяет найти оптимальный профиль оплавления компонента. Этот способ снятия показаний обеспечивает равномерность снятия показаний нагрева и минимальный термический удар для исследуемого компонента.
Настройка воздушного потока при оплавлении
Используемое для оплавление оборудование будет диктовать, как должен устанавливаться в нем фиксатор. Обеспечьте установку фиксатора так, чтобы циркулирующий поток воздуха достигал нижней части чипа или трафарета. Не размещайте фиксатор на поверхности, как показано на Рис.12


Рис.12 НЕПРАВИЛЬНОЕ размещение фиксатора при оплавлении
Рис.13 показывает ПРАВИЛЬНЫЙ способ нагрева компонента.
Большинство печей имеют специальные направляющие, которые позволяют воздуху свободно обдувать компонент. Инструменты на горячем воздухе, применяемые для снятия компонента с поверхности печатной платы не держат фиксатор. Наиболее предпочтительным является оборудование в котором фиксатор удерживается как с верхней, так и с нижней поверхностей. В таких видах оборудования могут предусматриваться проставки или шайбы под фиксатором для обеспечения обдува горячим воздухом под фиксатором.
Воздушный поток, обтекая компонент заставляет его нагреваться. При неравномерном нагреве компонента возникают температурные градиенты (перепады температуры) в его составе. Большой температурный градиент влечет за собой температурный удар, который может повредить компонент.
Часто задаваемые вопросы
В — Как я узнаю, что компонент достаточно чист?
О — Лучшим способом узнать достаточно ли чист компонент является использование ионографа или другого аналогичного оборудования для обнаружения ионных загрязнений.
В — Как должны выглядеть шарики выводов после процесса реболлинга?
О — После оплавления шары на компоненте BGA должны быть сферичными и гладкими. Структура их поверхности как шкурка апельсина свидетельствует о слишком длительном времени оплавления, слишком горячей температуре оплавления или слишком медленном процессе охлаждения.
В — Трафарет прилипает к компоненту в процессе его снятия Что можно сделать ?
О —Нанесите больше воды и позвольте трафарету отмокнуть более длительное время. Обычно это помогает. Увеличение температуры воды также может оказать положительный эффект. Возникновение такой проблемы обычно говорит о том, что цикл оплавления слишком горяч или слишком долог.
В — Один из шариков не пристал к контактной площадке. Что я могу сделать?
О — Использование флюса и температурного профилирования часто является причиной возникновения подобных проблем с контактом шариков. Нанесите небольшое количество флюса на контактную площадку и поместите на нее отдельный шарик на флюс, после чего оплавьте его. Это позволит закрепить шарик, который не припаялся в первый раз. Если таких шаров слишком много, выполните деболлинг чипа и повторите процесс нанесения шариковых выводов.
В — После нескольких циклов использования трафареты перестали четко закрепляться в фиксаторе. В чем может быть дело
О — Флюс может нарасти на внутренней стороне фиксатора и явиться причиной проблем с закреплением трафарета. Очистите фиксатор согласно вышеописанным инструкциям.
Работа подразделения лазерной резки трафаретов в новогодние праздники:
В 2014-2015 году отгрузка заказов будет производиться до 30/12/2014 включительно. В течение всех праздничных дней заказы можно присылать как на электронную почту, так и через сервис заказов круглосуточно. Почта нами будет проверяться. Заказы будут обработаны и, по мере накопления, будут изготовлены и отправлены сразу же в первые послепраздничные дни (начиная с 12/01/2015).
В 2013 году отгрузка заказов будет производится до 30/12/2013 включительно. В течение всех праздничных дней заказы можно присылать как на электронную почту, так и через сервис заказов круглосуточно. По мере накопления они будут изготовлены и отправлены в первые послепраздничные дни (09-10/01/2014).
Для заказа стала доступна новая толщина стали — 0,180мм. Рекомендуется для клеевых трафаретов и различных деталей.
Для заказа стала доступна новая толщина стали — 0,250мм. Рекомендуется для клеевых трафаретов и различных деталей.
Также на склад поступили ранее закончившиеся толщины 0,08мм, 0,1мм, 0,2мм, 0,3мм. В настоящий момент все толщины есть в наличии.
Сообщаем о начале работы нашего нового подразделения PRONTO5 (www.pronto5.ru).
Подразделение занимается срочным изготовлением единичных партий деталей. Изготовлением производится фрезерованием из металлов и пластиков.
PRONTO5 оснащено мощным 5-координатным вертикальным фрезерным обрабатывающим центром и высокоточной портальной координатно-измерительной машиной.
Подробнее о наших возможностях можно узнать на нашем сайте www.pronto5.ru
Подразделение «Лазер-Трафарет» фирмы «Таберу» первой в России освоила выпуск многоуровневых трафаретов с переменной толщиной материала!
«Лазер-Трафарет» производит многоуровневые трафареты как с уменьшением (Step-Down Stencil), так и с увеличением толщины материала (Step-Up Stencil). В настоящее время отработана технология производства двух, трёх и четырёхуровневых трафаретов.
Многоуровневый трафарет дает уникальную возможность наносить за один проход ракеля разное количество пасты через одинаковые по размерам апертуры. Это собенно ценно при сборке узлов, в которых применяются компоненты с различными количественными требованиями по нанесению пасты.
Все трафареты на предприятии производятся на немецком оборудовании LPKF в соответствии с рекомендациями IPC.
Отдельно предлагается полная электрополировка трафарета, облегчающая прохождение паяльной пасты через апертуры.
Усиление края трафарета выполняется с помощью наварки контактной сваркой дополнительных полос из материала 0,2мм, в районе расположения апертур перфорации.
— Позволяет снизить вероятность прорыва перфорации для трафаретов из тонких материалов (от 0,1мм и менее).
— Увеличивает жесткость трафарета на скручивание
— Делает трафарет более безопасным в использовании, из-за притупления острого края
Мы рады сообщить, что несмотря на аномальные погодные условия мы снимаем ограничения на изготовление печатных плат со сроками 1, 2 и 3 недели. Временно платы будут изготавливаться без электротестирования, но со 100% автоматическим оптическим контролем.
В нашем ассортименте материалов появилась новая толщина — 0,120мм.
Кроме того, в наличии имеются толщины 0,08мм и 0,100мм, временно отсутствовавшие на производстве.
В нашем ассортименте материалов появилась новая толщина — 0,120мм.
Кроме того, в наличии имеются толщины 0,08мм и 0,100мм, временно отсутствовавшие на производстве.
Мы рады предложить новую услугу при заказе трафаретов для монтажа.
При заказе электрополировки бесплатно выполняется ультразвуковая
очистка трафарета в специальном активном растворе, устраняющим мельчайшие
дефекты лазерной резки.
Благодаря воздействию мощного ультразвука раствор проникает
во все отверстия трафарета и очищает их от остатков мелких частиц металла и
окалины, возникающих при лазерной резке.
Специальный активный раствор воздействует на саму сталь трафарета, заставляя
сглаживаться все мелкие неровности на поверхности трафарета и, что самое важное,
на внутренних стенках апертур.
Используемая процедура очистки отличается от обычной ультразвуковой промывки
трафарета моющими растворителями, применяемыми при мойке трафаретов, поскольку
используется активный раствор, воздействующий на саму сталь трафарета.
Данная операция выполняется всего один раз, при финишной электрополировке
трафарета.
Использование ультразвуковой очистки, совместно с электрополировкой трафарета
позволяет:
— Улучшить пропускную способность трафарета для паяльной пасты.
Отпечатки пасты получаются более четкими. Как следствие, сокращается время
трафаретной печати и увеличивается время эксплуатации трафарета между циклами
отмывки.
— Улучшить качество поверхности трафарета и ее защитных свойств против
воздействия растворителей, применяемых для отмывки трафаретов. Из-за
гладкой поверхности трафарет легче и быстрее моется
— Уменьшить вероятность образования перемычек пасты при поднятии трафарета
— Снять легкий нагар от лазерной резки с поверхности трафарета и внутренних
стенок апертур
Выполнение финишной ультразвуковой очистки, совместно с электрополировкой
рекомендуется для трафаретов с применением апертур для мелкошаговых
(0,5мм и менее) микросхем и компонентов БГА.
ВНИМАНИЕ!
Цена на паяльную пасту SMT623602-38 СНИЖЕНА НА 20% !
Поторопитесь, количество пасты по спецпредложению ограничено.
Подробную информацию по паяльным пастам можно получить в торговом отделе:
Телефон\факс: +7(495)995-3408
e-mail: trade@smtservice.ru
С 2009 года мы включили несколько технологических новинок, входящих в базовую стоимость трафарета для поверхностного монтажа:
— Подготовка заказа нашим инженером, в соответствии с требованиями Заказчика
— НОВИНКА: Лазерная резка в среде кислорода, что повышает качество реза лазера и чистоту апертур
— НОВИНКА: Проверка трафарета на специализированной системе Автоматической Оптической Инспекции трафаретов с приложением отчета проверки к заказу (для заказов свыше 1000 апертур)
— НОВИНКА: Контрастная маркировка с полной информацией о заказе (название файла, номер заказа, толщина материала, сторона печатной платы, дата изготовления) выполняемая со стороны трафарета, обращенной к оператору при работе
— Герметичная упаковка с жесткой подложкой и ручкой для переноски, пригодная для последующего хранения трафарета
— Материал трафарета
Опции при заказе трафарета:
— НОВИНКА: Финишная электрополировка трафарета
— НОВИНКА: Сквозные реперные знаки с заполнением черным красящим веществом (Cut Through, Filled with Contrasting Epoxy по IPC-7525)
На склад поступил материал толщиной 0,3мм. В настоящий момент все заявленные толщины материала доступны для выполнения заказов.