Влияние электрических параметров на технологические характеристики электроэрозионной обработки
В этой статье не будем расписывать ни об истории возникновения самого процесса электроэрозии и станков на его основе, ни о самом принципе его работы. В интернете об этом есть большое количество информации. Напишем более подробно о тех вещах, которые могут быть полезными в практическом применении при резке на электроэрозионных станках. Начнем с зависимостей между различными электрическими параметрами и технологическими характеристиками электроэрозионной обработки. И так, опишем, что влияет и каким образом на производительность процесса при работе на электроэрозионном оборудовании. Основной считается зависимость производительности от энергии импульса (или среднего тока), это связано с тем, что в начале обработки производительность резки пропорциональна росту энергии импульса. Однако, с увеличением глубины обработки происходит рост количества холостых импульсов, это связано с большой площадью, обрабатываемой поверхности, а соответственно и к увеличению получаемых маленьких частиц, и все это, в результате, приводит к снижению производительности. В том случае, если увеличение тока никак не влияет на увеличение производительности, то рациональней разделить обрабатываемую поверхность на небольшие участки и проводить многоконтурную обработку или вводить планетарное движение ЭИ. Так же есть ряд параметров влияющих различным образом на величину производительности. Представим их в качестве графиков в декартовой системе координат. Все графики будут достаточно схематичны.

Рисунок 1- График зависимости производительности от длительности периодических импульсов
На рисунке 1 показана зависимость производительности (Q) ээо (электроэрозионной обработки) от длительности периодических импульсов напряжения (tи)- измеряется в мкс, длительность импульс а в основном лежит в диапазоне от 10-1 до 10-7. Производительность ЭЭО увеличивается с ростом энергии одного импульса, который, в свою очередь, зависим от величины среднего тока и длительности импульса, но при этом происходит уменьшение точности обработки, а также увеличение процента износа электрода. Это связано с тем, что при маленьких по времени импульсах (приблизительно 10-3 – 10-8 сек) эрозии подвергается маленький участок детали. Если длительность импульсов по времени составит 10-8 сек и выше, то материал (обрабатываемый) начинает нагреваться далеко за пределами участка поверхности, на которую оказывает воздействие теплота канала сквозной проводимости. И в результате получения точных размеров затрудняется.
Приведем конкретные примеры данной зависимости:

Рисунок 2- Зависимость производительности от длительности импульса
На рисунке выше представлены зависимость производительности (Q) от длительности импульса τи:
а) ЭИ-из меди (1- Iср=42А ( Iср средняя величина силы тока) , 2-21А, 3-7А, 4-3,5А)
б) ЭИ из графита (1- Iср=42А, 2-21А, 3-7А, 4-3,5А)
Следующий график зависимости производительности от амплитуды периодических импульсов.

Рисунок 3-График зависимости производительности от амплитуды периодических импульсов
Амплитуда –это максимальное значение величины тока или напряжения (данные величины изменяются во времени) . Величина амплитуда импульсов в электроэрозионной обработке изменяется для тока от единиц до тысяч ампер, а для напряжения — от десятков до нескольких сотен вольт.
И последнее это зависимость производительности от частоты импульсов.

Рисунок 4- График зависимости производительности от частоты импульсов
Кроме производительности интересна такая технологическая характеристика, как шероховатость обрабатываемой поверхности ( Rmax), напишем и о ее зависимостях от различных параметров.
Зависимость шероховатости от длительности импульсов выглядит следующим образом:

Рисунок 5- График зависимости шероховатости от длительности импульсов.
Зависимость шероховатости от амплитуды:

Рисунок 6-График зависимости шероховатости от амплитуды
Зависимость величины шероховатости от частоты импульсов:

Рисунок 7- График зависимости величины шероховатости от частоты импульсов
И в заключении зависимость шероховатости от энергии импульса на примере обработки стали 40Х:

Рисунок 8- График зависимости шероховатости от энергии импульса
 454139, Челябинск, ул. Новороссийская, 30, оф. 231
454139, Челябинск, ул. Новороссийская, 30, оф. 231  dmkchel@mail.ru
dmkchel@mail.ru
 +7 (351) 217-08-14 (многоканальный)
+7 (351) 217-08-14 (многоканальный)  +7 (351) 734-73-21
+7 (351) 734-73-21
Основные сведения об электроэрозионной обработке
В ЭЭО используются короткие во времени импульсы тока большой величины (от единиц до тысяч ампер) и достаточно высокого напряжения (до 200-300 В).
Для формирования импульсов напряжения, следующих друг за другом через определенные промежутки времени, применяют специальные устройства, называемые генераторами импульсов. Характеристики генераторов в основном определяют технологические показатели ЭЭО. В последнее время широкое применение получили статические (тиристорные и транзисторные) генераторы импульсов, имеющие различные характеристики и способные формировать импульсы напряжения различной формы и параметров.
Основными параметрами периодических импульсов напряжения различной формы являются: длительность, амплитуда, частота следования и скважность. Импульсы характеризуются также крутизной переднего и заднего фронтов, максимальным и средним значениями тока и напряжения, максимальной и средней мощностью импульса, энергией импульса. На рис. 4, а приведен идеальный прямоугольный униполярный импульс.

Практически любая электрическая цепь помимо активного омического сопротивления обладает емкостью и индуктивностью, которые являются инерционными элементами и вносят определенную задержку в нарастании, а также спаде переднего и заднего фронта. Поэтому фактически прямоугольный импульс имеет форму, показанную на рис. 4, б. Осциллограмма импульса тока и напряжения приведена на рис. 4, в. На рис. 4, б указаны основные параметры импульсов.
Длительность импульса т„ определяется временем его действия. При ЭЭО длительность импульса обычно лежит в пределах 10 -1 -10 -7 с. Длительность импульса при постоянной частоте связана со скважностью обратной пропорциональной зависимостью, т. е.
Промежуток времени между двумя импульсами называется паузой ти. Промежуток времени, через который наблюдается повторение начала или окончания импульсов называется периодом Т„.
Скважностью импульсов называется отношение периода повторения к длительности импульса
Различают скважность импульсов по э.д.с. и по току. В первом случае скважность импульсов характеризуется при холостом ходе генератора, во втором — при нагрузке.
определяется заданными длительностью и скважностью импульсов.
Энергия импульса — это работа, совершаемая единичным импульсом в МЭП. При технологических расчетах пользоваться этой величиной неудобно и ее заменяют эквивалентной ей величиной средней мощностью Рср или средним током Iср, т. е.
Амплитуда — наибольшее значение, которого достигают изменяющиеся во времени величины тока или напряжения. Амплитуда импульсов тока изменяется при ЭЭО от единиц до тысяч ампер, а амплитуда импульсов напряжения — от десятков до нескольких сотен вольт.
Мощность, реализуемая в межэлектродном промежутке, численно равна произведению энергии импульсов Wи на частоту их следования f, т. е.
Производительность ЭЭО можно определить по формуле
Коэффициент k учитывает ряд зависимостей, определяющих обрабатываемость материалов,
где С — теплоемкость обрабатываемого материала;
λ — коэффициент теплопроводности;
Т — температура плавления.
Согласно формуле (7) количество материала, удаляемого за время одного импульса, зависит от энергии импульса, а также от теплофизических констант обрабатываемого материала, т е. его температуры плавления, теплопроводности, теплоемкости и плотности. В связи с этим обрабатываемость различных материалов неодинакова. Если принять обрабатываемость углеродистых и низколегированных сталей за единицу, то обрабатываемость других материалов будет зависеть от изменения величины коэффициента k.
В импульсах различают передний фронт τп.ф (нарастание) и задний фронт τз.ф (спадание). Крутизна фронта характеризуется скоростью изменения тока или напряжения во времени.
Для достижения высоких технологических показателей ЭЭО разрядные импульсы, генерируемые источниками питания, могут отличаться от прямоугольных униполярных импульсов, показанных на рис. 4. Отечественные широкодиапазонные генераторы импульсов (ШГИ) наряду с прямоугольными импульсами могут формировать и гребенчатые. Это достигается сложением на нагрузке МЭП низкочастотных, так называемых «защитных» импульсов, с высокочастотными силовыми импульсами.
На рис. 5 приведены формы импульсов напряжения, генерируемые серийными отечественными генераторами модели ШГИ.

Прямоугольные импульсы (рис. 5, а) генерируются как отдельными импульсами, так и пакетами импульсов. Импульс состоит практически из двух частей: из «поджигающего» импульса большой амплитуды и малой длительности и рабочего-меньшей амплитуды, но значительно большей длительности. Поджигающий импульс служит для пробоя межэлектродного промежутка при больших его значениях, а рабочий импульс — для съема металла.
Гребенчатые импульсы (рис. 5, б) состоят из следующих друг за другом коротких рабочих импульсов со сравнительно большим напряжением и так называемых защитных импульсов, которые действуют в интервалах между рабочими. Такое сочетание импульсов позволяет снизить износ ЭИ.
Рассмотрим процесс развития искрового разряда в МЭП и изменения напряжения за время действия импульса напряжения.

При подаче на эрозионной МЭП импульса напряжения (рис. 6) в первый момент идет его нарастание (участок 0-1). Длительность нарастания зависит от крутизны переднего фронта импульса и величины и характера межэлектродного зазора. На этом участке проходит процесс ионизации рабочей среды. На втором участке 1-2 напряжение резко падает, что соответствует пробою межэлектродного зазора и образованию искрового разряда. Участок 2-3 соответствует времени разряда. На участке 3-4 происходит спад напряжения. Этот участок является задним фронтом импульса.
Параметры импульсов определенным образом оказывают влияние на электроэрозионный процесс.
Так, длительность и амплитуда импульса совместно определяют его энергию. Увеличение длительности импульса и амплитуды повышает его энергию, что приводит к росту скорости съема металла с детали и ухудшению качества поверхности. Изменение скважности импульсов при неизменной частоте их следования приводит к изменению длительности импульса и паузы между ними. Поскольку скважность импульса является обратной величиной заполнению импульсом периода, то уменьшение скважности вызывает повышение скорости съема металла. Скважность импульсов оказывает влияние на износ ЭИ. При работе с обратной полярностью электродов снижение скважности уменьшает износ ЭИ, а при прямой полярности электродов снижение скважности приводит к повышению износа ЭИ. Изменением скважности импульсов можно менять шероховатость обрабатываемой поверхности за счет изменения энергии импульса. Увеличение скважности улучшает качество поверхности, но приводит к износу ЭИ. Если задана шероховатость поверхности и износ ЭИ, то регулировать среднее значение рабочего тока целесообразно изменением скважности.
Частота следования импульсов, как и длительность импульса, влияет на те же технологические параметры. С ростом частоты снижается производительность процесса, улучшается качество поверхности и повышается точность ЭЭО.
На стабильность электроэрозионного процесса оказывают существенное влияние крутизна и стабильность импульсов напряжения, так как эти параметры импульса напряжения определяют постоянство и длительность импульсов тока, т. е. его энергию при постоянной амплитуде.
Энергоемкость электрической эрозии определяется теми процессами, которые происходят на границах между каналом разряда, с одной стороны, и анодом или катодом — с другой.
Процесс разряда сопровождается поступлением потока энергии на ту часть катода, которая граничит с каналом. Этот поток слагается из следующих составляющих: кинетической энергии ионов, потенциальной энергии ионов, тепловой энергии нейтральных частиц плазмы, тепловой и кинетической энергии паров расплавленного металла. Пополнение энергии осуществляется за счет энергии импульса.
Для практических целей о энергоемкости процесса можно судить по средней мощности, которая потребляется от генератора импульсов. Измерение мощности может быть произведено прибором ваттметром. Средние значения тока и напряжения на эрозионном промежутке за один период могут быть измерены приборами магнитоэлектрической системы.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Принцип действия электроэрозионной обработки

В основе электроэрозионной обработки лежит съем материала заготовки за счет выплавления и испарения при электрическом пробое межэлектродного промежутка (зазора) в жидкой среде. Необходимым условием электроэрозионной обработки материала является его достаточная электропроводность; этому условию удовлетворяют все металлы и многие другие материалы, в частности, полупроводники.
В проволочных станках электродом-инструментом является натянутая проволока. Между заготовкой и проволокой от специального генератора подаются импульсы напряжения, если в какой-либо точке межэлектродного промежутка напряженность электрического поля превзойдет критическую, происходит пробой с образованием плазменного канала (как при ударе молнии), обеспечивающего протекание импульса тока, в результате которого происходит частичное разрушение (эрозия) в виде микроскопических лунок. Полярность напряжения (минус к проволоке) выбирается так, что в большей степени разрушается заготовка. Вода в межэлектродном зазоре вымывает продукты эрозии и охлаждает проволоку.
Электрические импульсы следуют с высокой частотой; в результате происходит равномерная эрозия по длине зазора, т.к. пробой каждый раз происходит в самом узком месте, а в результате образования лунки зазор здесь увеличивается. По мере расширения зазора в результате эрозии проволоку и/или заготовку перемещают в нужном направлении относительно друг друга, чтобы процесс продолжался непрерывно; таким образом осуществляется резание заготовки любой твердости, в результате которого можно получить с высокой точностью линейчатую поверхность нужного вида, не обязательно цилиндрическую, т.к. можно не просто перемещать проволоку параллельно самой себе, а непрерывно изменять ее наклон. Как правило, заготовка располагается в горизонтальной плоскости, рабочий участок проволоки (без наклона) – вертикально. Разумеется, контур, по которому перемещается центр проволоки на том или другом конце рабочего участка, должен отстоять от заданного на величину, определяемую радиусом проволоки и шириной эрозионного зазора (так называемое эквидистантное смещение).
Скорость резания зависит от температуры плавления, тепло- и электропроводности материала, условий промыва эрозионного промежутка и др. и примерно пропорциональна мощности, выделяемой в зазоре, причем чем выше скорость, тем хуже горизонтальная и вертикальная точность и шероховатость поверхности. Это противоречие обычно преодолевается за счет нескольких проходов с последовательным уменьшением мощности генератора и соответственным изменением эквидистантного смещения. Поскольку на последних проходах съем материала мал, и обрывов из-за разрушения проволоки не бывает, для повышения качества обработки иногда используется противоположная полярность или переменный ток. Многопроходная обработка с уменьшающейся мощностью генератора желательна также с точки зрения уменьшения толщины измененного слоя, образующегося в результата сильного местного нагрева при резании. За несколько проходов можно вырезать не только матрицу, но и пуансон, необходимо только оставить перемычку в месте, удобном для зачистки после отрезания.
Практическое воплощение этих простых принципов в электроэрозионном станке сопряжено с серьезными техническими трудностями, обусловленными тем, что нужно не просто резать заготовку, а обеспечивать при этом приемлемые показатели качества: точность размеров детали, шероховатость поверхности, производительность (скорость резания), а также выполнение ряда вспомогательных функций, например, прецизионных измерений с целью базирования. Кроме того, станок должен быть достаточно долговечен, надежен, прост и не очень дорог в эксплуатации, должен потреблять как можно меньше энергии, не портить окружающую среду и отвечать требованиям безопасности.
В отличие от прошивочных станков, у которых производительность измеряется объемом выплавляемого материала в единицу времени, производительность проволочно-вырезных станков – это площадь реза в единицу времени, т.е. полезный эффект. Точность размеров детали зависит не только от станка, но и от свойств заготовки и от проволоки. Шероховатость поверхности (класс чистоты) обычно характеризуется усредненной величиной высоты неровностей (например, параметры Ra или Rz).
Очевидно, что сколько-нибудь продолжительное резание без обновления проволоки невозможно ввиду ее разрушения, поэтому проволока при резании постоянно перематывается со скоростью порядка 5..11,5 м/мин; при этом необходимо поддерживать на рабочем участке натяжение в зависимости от диаметра, а также поддерживать точную фиксацию в пространстве концов рабочего участка проволоки с помощью специальных направляющих и, наконец, обеспечивать пропускание импульсов тока в через скользящий контакт с проволокой. Для повышения скорости резания исключительное значение имеет удаление продуктов эрозии из зазора, что достигается двухсторонним промывом водой; струи промыва направляются сверху и снизу вдоль проволоки. Износостойкие направляющие проволоки (чаще всего симметричные, в виде фильер) и скользящие контакты токоподводов, а также сопла, формирующие струи промыва, конструктивно объединяются в верхней и нижней камерах, к которым подводятся электрические провода от генератора и шланги для подачи воды. Токоподводы обычно твердосплавные, имеют выпуклую рабочую поверхность и располагаются вблизи от направляющих вне рабочего участка. Расстояние от токоподвода до направляющей должно быть минимальным, а весь участок проволоки между скользящими контактами (а не только эрозионный промежуток!) должен омываться водой для охлаждения, поскольку через токоподводы по проволоке протекают очень большие импульсные токи.
Пара перпендикулярных осей X,Y обеспечивает движение заготовки относительно проволоки в горизонтальной плоскости, что достаточно для обычного цилиндрического резания. Нижняя камера условно неподвижна (т.е. ее кронштейн связан с корпусом станка при движении заготовки или с соответствующей кареткой при движении проволоки), а верхняя может перемещаться как по вертикали (ось Z), так и в горизонтальной плоскости (оси U,V), причем ось U параллельна X, а V – Y. Перемещение в плоскости UV обеспечивает наклон проволоки относительно плоскости основного движения XY, что необходимо для конического резания. Перемещение по оси Z позволяет согласовать положение верхней камеры с толщиной обрабатываемой заготовки, при этом нижняя камера постоянно установлена так, чтобы ее направляющая проволоки была по возможности ближе к плоскости стола крепления заготовки. Обычно в процессе резания положение оси Z не изменяется, так что в дешевых моделях иногда отсутствует автоматический привод, и ось Z перемещается и фиксируется вручную.
Одновременное синхронизированное перемещение по нескольким осям характерно и для станков, использующих механические принципы обработки; с этой точки зрения электроэрозионные станки даже проще, т.к. в них практически отсутствуют усилия резания, а значит требуются менее мощные моторы и приводы, но необходимы дополнительные системы электрода-проволоки и генератора технологического тока. Автоматическое позиционирование по осям X, Y, U, V, Z и согласованное функционирование других систем предполагает обязательное наличие числового программного управления (ЧПУ), обычно реализуемого в современных станках на базе наиболее распространенных PC-совместимых компьютеров, но в промышленном исполнении.
В составе станка можно также выделить систему электропитания, которая не только вырабатывает и коммутирует необходимые питающие напряжения, но и обеспечивает правильный порядок включения и выключения, в том числе аварийного, выполняет диагностику, следит за состоянием питающей сети, поддерживает питание ЧПУ и дисплея от аккумуляторных батарей при кратковременном (до нескольких минут) пропадании сетевого питания, позволяет выполнять автоматическое отключение в так называемом «ночном» режиме по окончании программы или при возникновении ситуации, когда продолжение работы невозможно без вмешательства оператора, и др.
Система позиционирования по осям X, Y, U, V, Z
Сначала рассмотрим принципы управления перемещениями по осям исходя из требований геометрии детали, а затем – пути их реализации. В случае, когда боковая поверхность детали имеет форму обобщенного цилиндра, т.е. получается при перемещении прямолинейной образующей параллельно самой себе, в процессе резания достаточно движения проволоки относительно заготовки только по двум осям XY. В большинстве случаев заготовка имеет параллельные плоские грани сверху и снизу, которые устанавливаются параллельно плоскости XY; при перемещении по осям X и Y контуры, описываемые направляющими проволоки, а также точками пересечения проволоки с верхней и нижней гранями заготовки одинаковы. Контур представляет собой последовательность участков (кадров), причем конец текущего кадра совпадает с началом следующего. Описание геометрии требуемого контура, ограничивающего деталь, а также другая необходимая информация содержится в стандартной форме в виде ISO-программы, которая интерпретируется станком в процессе резания. Любой станок с ЧПУ может выполнять перемещения по контуру, элементами которого являются отрезки прямых и дуги окружности. Поскольку отрезками прямых (даже без использования дуг) можно в принципе с необходимой точностью аппроксимировать заданный контур за счет уменьшения длины отрезков и увеличения их числа, насущной потребности в реализации более сложных кривых нет; однако, программа при этом становится очень громоздкой и необозримой, и ее ручная коррекция невозможна. Поскольку ISO-программа представляет собой некоторый текст, но написанный по строгим правилам, ее можно для деталей простой формы составить вручную; однако, более типичным является применение различных программ автоматизированного проектирования, которые в наглядном интерактивном режиме позволяют строить геометрические элементы и сопрягать их, т.е. получать контуры, которые автоматически переводятся в последовательность геометрических ISO-команд, а также добавлять необходимые технологические команды управления генератором, перемоткой, промывом, задавать необходимые системы координат и эквидистантные смещения, скорость подачи и др.
Геометрия детали, боковая поверхность которой не является цилиндрической, задается парой связанных контуров, располагающихся в параллельных плоскостях, нижняя из которых называется базовой, а верхняя – вторичной; обычно эти плоскости совпадают с гранями заготовки, но это не обязательно. Необходимым условием является равное количество кадров в обоих контурах, при этом любой точке нижнего контура соответствует одна точка верхнего в том же номере кадра; в частности, связанными точками являются границы соответствующих кадров; в принципе возможны кадры нулевой длины. Таким образом, для любой точки базового контура однозначно задается положение проволоки в пространстве, поскольку известны координаты второй точки, определяющей прямую. Однако, в отличие от цилиндрического резания, эти координаты нельзя непосредственно использовать для управления движением, поскольку система управления станка по осям X,Y,U,V контролирует станочные координаты направляющих проволоки, не совпадающие с координатами точек в базовой и вторичной плоскостях; более того, система координат UV, задающая наклон проволоки, в отличие от плоскости XY, вообще не совпадает с системой координат детали, в которой задан верхний контур: координаты UV являются разностными. Для управления движением координаты направляющих по осям XY и UV рассчитываются по координатам точек в базовой и вторичной плоскостях с помощью простых тригонометрических соотношений; конечно, при этом необходимо знать координаты по оси Z нижней и верхней направляющих проволоки и обеих плоскостей.
При больших (> 15 градусов) углах наклона проволока сильно изгибается в направляющих, что увеличивает трение и заметно ухудшает точность, т.к. желательно по возможности увеличивать радиус изгиба, при этом расчетные точки положения концов рабочего участка проволоки будут смещаться по вертикали в зависимости от угла наклона, и эти смещения определяются формой продольного сечения направляющих (фильер) и жесткостью проволоки. Даже при максимально близком расположении фильер к срезам сопел промыва диаметр отверстия сопла при большом наклоне проволоки приходится увеличивать (посредством кранов подачи СОЖ). При резке под конус используются дополнительные опоры для проволоки при больших углах наклона, значительные смещения высоты концов рабочего участка проволоки учитываются при управлении.
Любое цифровое управление, в т.ч. и управление движением по заданной траектории предполагает дискретизацию по времени. Управляющие воздействия по каждой оси вычисляются и вводятся через постоянные интервалы дискретизации T. Величина T должна быть достаточно мала, чтобы даже при максимальных скоростях ошибки из-за запаздывания управления не превышали заданного предела, но достаточно велика, чтобы управляющий компьютер успел провести за это время все необходимые вычисления; обычно T=0.1..10 мсек. Координаты точки траектории в следующем периоде регулирования рассчитываются по уравнению, описывающему текущий элемент контура, и заданной скорости; разность между рассчитанными и текущими координатами пропорциональна необходимой мгновенной скорости и определяет величину управляющего воздействия в данном периоде регулирования по данной оси.
Описанная выше система координат станка (оси XY – перемещение нижней направляющей проволоки относительно заготовки в горизонтальной плоскости, оси UV – перемещение верхней направляющей относительно нижней тоже в горизонтальной плоскости, ось Z – перемещение верхней направляющей по нормали к плоскости XY) может быть реализована в различных вариантах. В частности, по осям X и Y может перемещаться как проволока, так и заготовка – с точки зрения управления это не имеет значения. При задании положительных направлений принято считать, что движется инструмент, т.е. проволока. В станках с небольшими полями обработки обычно по обеим осям перемещается заготовка, а все элементы тракта проволоки неподвижны относительно станины. Изготовители станков, в которых заготовка неподвижна, аргументируют такой выбор тем, что при этом легче обеспечить жесткость конструкции при массивных заготовках, а также тем, что масса движущихся частей, а значит и динамические параметры системы практически постоянны и не зависят от массы заготовки. Но при этом обычно получается, что опорные точки движущихся кареток расположены дальше от направляющих проволоки, чем в распространенной конструкции, где каретки X и Y расположены друг над другом и образуют стол, на котором крепится заготовка. Это приводит к тому, что отклонения от прямолинейности движения в направляющих X или Y приводят к ошибкам в положении проволоки, умноженным в несколько раз.
Поступательное движение по всем осям практически всегда получается из вращательного движения электромоторов с помощью ходовых винтов. В каретках UV с небольшими полями обычно используются винты с малым шагом (0.5..1мм) и разрезные гайки для уменьшения люфтов, на остальных осях – безлюфтовые шаровинтовые пары с шагом 2..5 мм.
Применяются два основных способа определения текущих координат: разомкнутая система с шаговыми моторами и система с обратной связью, где координаты задаются специальными датчиками положения – угловыми или линейными, а моторы могут быть любого типа. Угловой датчик устанавливается на валу мотора, а линейный – на движущейся каретке. Поскольку практически используемые датчики положения являются инкрементными, т.е. выдают не саму координату, а лишь ее приращение, равное 0, +1 или -1 дискрет, в любом случае требуются реверсивные координатные счетчики, которые в разомкнутой системе считают импульсы управления, а в системе с обратной связью – импульсы от инкрементных датчиков. Начальные значения счетчиков обеспечивают привязку к станочной системе координат и записываются, когда положение соответствующей оси соответствует референсной точке. В разомкнутой системе это момент срабатывания ограничителя перемещений (или специального высокостабильного выключателя), а в замкнутой – момент достижения специальной индексной метки, которая выдается инкрементным датчиком по отдельному каналу; в угловом датчике, очевидно, такая метка повторяется на каждом обороте вала, поэтому для однозначности обычно используется ближайшая к концу оси, задаваемому ограничителем перемещений. Таким образом, ограничители перемещений или концевые выключатели, которые обычно устанавливаются на обоих концах каждой оси, являются не только устройствами защиты, но и элементами системы счисления координат.
Обычно ограничители представляют собой механические выключатели, которые, как и другие устройства защиты, нормально замкнуты – обрыв цепи или ее отсутствие означает состояние блокировки; применяются и электронные устройства – оптические, индуктивные и на эффекте Холла, которые чаще используются для разомкнутых систем из-за повышенных требований к стабильности точки срабатывания – порядка нескольких микрон.
Конструкция станков DK77/AZ позволяет после включения питания восстановить запомненные перед выключением координаты, что очень удобно для автоматического продолжения работы после длительного пропадания питания (так называемый «холодный» рестарт).
Основной недостаток системы с угловыми датчиками моторов, в полной мере присущий и разомкнутой системе, связан с тем, что неидеальность ходового винта, его осевой люфт и люфты в редукторе и винтовой паре приводят к ошибкам в положении оси, особенно при реверсировании. В системе с линейными датчиками перечисленные факторы влияют только на динамические свойства, но не на точность позиционирования; однако, это не значит, что качество изготовления винтовых пар, редукторов и затяжка осевых подшипников не имеют значения, когда используются линейные датчики: это в лучшем случае скажется только на равномерности движения, а в худшем приведет к самовозбуждению и потере работоспособности. Недостатком линейных датчиков является их дороговизна, причем, в отличие от угловых, стоимость растет пропорционально длине. Поэтому линейные датчики в основном используются в прецизионных станках, обеспечивающих точность лучше 6 мкм, а в станках обычной точности чаще используются угловые датчики, но принимаются специальные меры коррекции ошибок. Систематические ошибки изготовления винтов и направляющих компенсируются программно, но для этого их надо предварительно определить с помощью внешнего измерителя; к сожалению, из-за износа и загрязнения ошибки меняются, и данные коррекции надо периодически обновлять. Люфты винтовой пары (и редуктора, если он есть) приводят к гистерезисной зависимости координаты оси от угла поворота мотора, так называемому мертвому ходу; для его компенсации при реверсе добавляют перемещение на определенное число дискрет.
В старых станках, где из-за недостаточного уровня электроники отсутствовал графический дисплей, для проверки правильности описания контура резания и текущего визуального контроля положения делался планшет с карандашом, которые связаны с соответствующими осями; при движении по XY карандаш рисовал на листе бумаги траекторию в масштабе 1:1. В современных станках с цветными графическими дисплеями возможности отображения как траектории, так и прочих параметров так велики, что планшеты не применяются.
Простейший тракт транспортировки проволоки включает приводной вал с мотором, обеспечивающий перемотку с заданной постоянной скоростью независимо от натяжения. Износостойкие направляющие (обычно сапфировые или алмазные), ролик натяжения, закрепленный на общей оси, а также свободно вращающиеся ролики. Проволока многократного использования закольцована и движется в обе стороны. Кроме этого, необходим датчик обрыва проволоки, который реализован с помощью контроля тока на заданном участке. Проволока заменяется по желанию, например перед стартом производства емких работ, либо при её обрыве. Чем толще проволока, тем больше достижимая скорость резания (при достаточной мощности генератора технологического тока), поскольку выплавляемый объем пропорционален диаметру проволоки, а ее прочность – поперечному сечению, т.е. квадрату диаметра. Однако, толстая проволока увеличивает объем продуктов эрозии, т.е. ускоряет засорение фильтров системы очистки СОЖ; кроме того, у нее больше минимально достижимый радиус элемента контура, ограничивающий точность. Хорошее натяжение и равномерное движение проволоки особенно важно при подчистке и проведении контактных измерений. Рывки и непрямолинейность проволоки являются основной причиной ошибок контактных измерений, что напрямую приводит к ошибкам базирования, т.е. точность изготовления детали может быть неприемлемой даже при идеально вырезанном контуре, если он неправильно расположен. Следует также заметить, что все элементы тракта, которых касается проволока, должны быть изолированы от корпуса и выдерживать напряжение в сотни вольт. Все изложенное приводит к выводу, что тракт проволоки электроэрозионного станка представляет систему, от которой существенно зависит как скорость резания, так и точность и чистота поверхности.
Генератор технологического тока (ГТТ)
Генератор обеспечивает пробой эрозионного промежутка и протекание тока через зазор, благодаря чему, собственно, и происходит резание. Для эффективного разрушения материала заготовки необходимо создать очень большую мгновенную мощность, при этом средняя энергия, выделяемая в зазоре за единицу времени и примерно пропорциональная скорости резания, должна быть ограничена из-за возможного обрыва проволоки, поэтому ток имеет вид последовательности коротких импульсов. Чем больше пиковая величина импульса тока и меньше его длительность (при той же энергии), тем лучше. При пробое параметры зазора резко меняются: сравнительно высокое электрическое сопротивления после образования плазменного канала снижается до сотых долей ома, так что напряжение на зазоре резко падает, и в этом случае генератор работает фактически при коротком замыкании. После пробоя необходимо время на восстановление свойств среды, иначе могут произойти повторные пробои в том же месте, что чревато разрушением проволоки; этот фактор ограничивает рабочую частоту. Для того, чтобы снизить вероятность такого события, пауза должна быть не менее нескольких микросекунд, длительность фронта импульса напряжения до пробоя также должна быть не очень мала (порядка микросекунды), продукты эрозии должны удаляться как можно быстрее, обновление проволоки, т.е. скорость перемотки – достаточно высока.
Разрушение проволоки может произойти из-за недостаточной прочности, которая при прохождении проволоки через зазор снижается за счет нагрева (температура проволоки в зазоре может достигать сотен градусов при толстых заготовках) и по причине уменьшения поперечного сечения вследствие эрозии – так называемый термический обрыв; в этом случае помогает улучшение промыва и скорости перемотки. Другой механизм обрыва связан с неоднородностями зазора – образованием короткозамыкающих мостиков; при этом в небольшом объеме выделяется энергия, достаточная для быстрого разрушения проволоки за несколько импульсов тока. Вероятность возникновения коротких замыканий тем выше, чем уже и загрязненнее зазор, так что улучшение промыва здесь тоже помогает, но главным способом борьбы с такими обрывами является резкое снижение мощности генератора при обнаружении состояния короткого замыкания или близкого к нему.
Чтобы удовлетворять изложенным выше требованиям, современный ГТТ разделен на ряд секций – поджигающих и силовых; поджигающие выдают на зазор импульсы напряжения трапецеидальной формы с заданными параметрами и поддерживают небольшой заданный ток после пробоя до подключения силовых секций, а силовые работают только после пробоя и выдают на низкоомную нагрузку токовые импульсы заданной амплитуды и длительности, формирование которых зависит от состояния зазора в данный момент. Для силовых секций очень важен коэффициент полезного действия (КПД), для поджигающих и маломощных, используемых при подчистке – стабильность параметров, поэтому они зачастую строятся совершенно по-разному.
В первых образцах отечественных станков в качестве формирователя импульсов использовались мощные тиратроны (R-C генераторы были в доэлектронную эпоху и могли работать только в керосине как очень высокоомной среде); с помощью мощного понижающего трансформатора на выходе они могли генерировать импульсы тока в сотни ампер при длительностях менее 2 мксек, что неплохо и по современным понятиям, но имели низкую частоту и плохой КПД, не было специальных импульсов поджига. С созданием мощных высоковольтных транзисторов появилось целое поколение генераторов на основе ключей с резистивным балластом, каждый из которых создавал ток 5..10 А, коммутируя напряжение питания через балласт на зазор, т.е. несколько десятков таких ключей давали требуемую амплитуду тока. Достоинством таких генераторов является большая гибкость, позволяющая за счет управления создавать импульсные токи в широчайшем диапазоне длительностей (от десятой доли до десятков микросекунд), амплитуд и даже формы, а также высокая надежность, поскольку для каждого транзисторного ключа при любом состоянии нагрузки максимальное напряжение и ток жестко ограничены. Станки с такими генераторами, а также их модификациями, где для увеличения импульсного тока параллельно зазору подключались конденсаторы, достигли весьма высоких показателей: скорость резания свыше 120 мм*мм/мин, а чистота поверхности – на уровне современных станков; здесь нет ничего удивительного, т.к. ключи с резистивным балластом и сейчас широко применяются для поджига (пробоя) и при подчистке. Основные недостатки такой схемы – плохой КПД и большие габариты, т.к. безиндуктивные резисторы мощностью порядка сотни ватт весьма громоздки. КПД фактически равен отношению падения напряжения на зазоре (порядка 30 В) к напряжению питания последнее нельзя существенно уменьшить, т.к. уменьшится крутизна фронта тока, импульсы будут треугольными и с меньшей амплитудой.
В последнее десятилетие большое распространение получили конструкции силовых каскадов, где через транзисторный ключ к зазору подключается предварительно заряженный конденсатор. При этом форма импульса тока практически совпадает с полуволной синуса, т.к. образуется колебательная система, индуктивность которой определяется цепью подвода, а емкость равна сумме емкостей конденсаторов, подключенных в данном периоде к зазору. Таким образом, длительность и амплитуда импульса тока пропорциональна квадратному корню из числа одновременно работающих секций, а амплитуда, кроме того, тем больше, чем больше напряжение на конденсаторах. За счет энергии, накопленной в индуктивности подвода, по окончании импульса тока конденсаторы оказываются заряженными в противоположной полярности, но напряжение меньше первоначального, т.к. часть энергии расходуется в зазоре. С помощью специальных цепей, содержащих дроссели с последовательно включенными диодами, выполняется перезаряд конденсаторов с добавлением энергии от источника питания, в результате чего в конце цикла полярность восстанавливается, а напряжение увеличивается. Накопление и преобразование энергии в реактивных L C цепях не сопровождается потерями в отличие от резистивных схем, потери возникают лишь из-за неидеальности элементов, поэтому достижимый КПД выше, а требуемая мощность источника питания – меньше.
Перечислим основные факторы, влияющие на качественные показатели станка – точность, производительность и шероховатость поверхности, имея в виду, что все системы станка исправны. Ошибки при изготовлении детали складываются из ошибок установки, базирования, позиционирования и связанных с особенностями технологии. Если горизонтальная поверхность (база) заготовки не параллельна плоскости XY, то даже если проволока выставлена по нормали к базе, будут ошибки искажения масштаба, если плоскость базы не параллельна данной оси. Причины ошибок позиционирования частично рассмотрены в соответствующем разделе и связаны в основном с неточностью изготовления направляющих, недостаточной жесткостью конструкции, непараллельностью и неперпендикулярностью соответствующих осей и др.; эти ошибки в большинстве систематические и могут быть скомпенсированы программно. Ошибки базирования обусловлены ошибками контактных измерений, которые можно уменьшить увеличением времени усреднения и специальной обработкой результатов, а также обеспечением постоянных условий измерений, например, в струе воды.
Специфические ошибки проволочно-вырезных станков в основном связаны с непрямолинейностью проволоки как электрода-инструмента на рабочем участке и с неодинаковой ее толщиной по высоте реза из-за постепенного износа от входа в зазор до выхода. Непрямолинейность проволоки вызвана ее прогибом под действием сил электромагнитной и газодинамической природы; при первичном резе равнодействующая этих сил направлена в горизонтальной плоскости по касательной к траектории, описываемой центром проволоки на данной высоте, в сторону прорезанного участка, при повторных проходах – по нормали к обрабатываемой поверхности. Эти силы уравновешиваются только силами упругости проволоки. Прогиб тем больше, чем толще заготовка, выше интенсивность эрозионного процесса и меньше ширина промежутка. Износ проволоки вызывает конусность вертикального профиля реза, колебания – «бочку», которая усугубляется неоднородностью зазора: при симметричном промыве концы зазора содержат меньше продуктов эрозии, чем его центр. Очевидно, прогиб проволоки не вызывает искажения формы на прямолинейных участках контура при первом резе, но проявляется при изменении направления тем сильней, чем меньше радиус поворота, поэтому на участках с большой кривизной уменьшается скорость подачи, мощность генератора и принимается ряд других мер, совокупность которых называется стратегией обработки углов и малых радиусов. Во всех случаях увеличение натяга проволоки уменьшает описанные вертикальные искажения; точность также повышается при уменьшении давления промыва и увеличении зазора. Когда длины связанных элементов при двухконтурном резании сильно различаются или тангенциальные составляющие скорости проволоки в базовой и вторичной плоскостях направлены противоположно, возникают дополнительные ошибки конусности, поскольку разные скорости подачи на разных высотах соответственно приводят к разной ширине зазора. Значительные ошибки формы детали могут быть также вызваны силами внутренних напряжений закаленной заготовки в процессе резания; для уменьшения этих искажений применяются различные меры разгрузки заготовки: уменьшение высоты реза фрезерованием паза вдоль контура до закаливания (при изготовлении матриц), выполнение предварительных разрезов в местах концентрации напряжений, специальная термообработка и др. Самым надежным способом устранения таких искажений является многопроходная обработка с увеличенным припуском на первом проходе. Ошибки, связанные с тепловым расширением заготовки и элементов конструкции станка, можно уменьшить поддержанием стабильной температуры воздуха в помещении, где установлен станок и охлаждением воды до температуры воздуха; в погружном станке эти ошибки меньше, чем в струйном, благодаря стабилизирующему действию большой массы воды в рабочей ванне.
Основным фактором, повышающим производительность резания, является увеличение мощности, выделяемой в зазоре, т.е. энергии (амплитуды и длительности) и частоты импульсов тока. Щели больше 0.1 мм приводят к существенному падению давления в эрозионном промежутке, и, хотя общий расход воды может быть даже больше, она утекает мимо. С другой стороны, слишком плотное прижатие камер к заготовке может вызывать их смещение от нормального положения в горизонтальной плоскости за счет сил трения; в любом случае – упругие или неупругие смещения – это ошибки контура. Если же сдвинется заготовка – это скорее всего неисправимый брак. Другие факторы, повышающие стойкость проволоки – увеличение диаметра, повышение скорости перемотки и обеспечение ее стабильности при умеренном натяге, специальное покрытие (оцинковка). Наконец, очень важно поддержание оптимальных параметров эрозионного промежутка за счет регулирования скорости подачи и мощности генератора.
Шероховатость поверхности, измеренная вдоль проволоки, зависит от энергии и формы импульсов тока: глубина лунок тем меньше, чем меньше длительность (при постоянной энергии). Размер неровностей в поперечном направлении больше, чем в продольном, за счет неидеальной формы проволоки и флюктуаций вектора скорости подачи, которые вызывают нестабильность бокового зазора при подчистке.
Электроэрозионная обработка. Описание процесса, принципы, установки электроэрозионной обрботки.
Электроэрозия — это разрушение поверхности изделия под действием электрического разряда. Основателями технологии являются советские ученые-технологи Б.Р. Лазаренко и Н.И. Лазаренко.
Электроэрозионная обработка (ЭЭО) широко применяется для изменения размеров металлических изделий — для получения отверстий различной формы, фасонных полостей, профильных канавок и пазов в деталях из твердых сплавов, для упрочнения инструмента, для электропечатания, шлифования, резки и др.
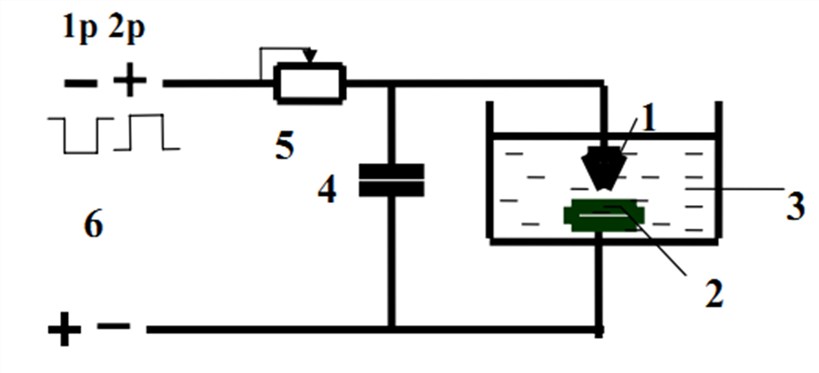
Рис. 1.9. Схема электроэрозионной обработки материалов: 1 — электрод-инструмент, 2 — обрабатываемая деталь, 3 — среда, в которой производится разряд, 4 — конденсатор, 5 — реостат, 6 — источник питания, 1р — режим электроискровой обработки, 2р — режим электроимпульсной обработки
Схема электроэрозионной обработки материалов приведена на рис. 1.9. Схема запитывается импульсным напряжением разной полярности, что соответствует электроискровому режиму (1р) и электроимпульсному режиму (2р). Напряжение питания заряжает конденсатор (4), параллельно которому включен разрядный промежуток между электродом-инструментом (1) и обрабатываемой деталью (2), которые помещены в жидкость с низкой диэлектрической проницаемостью. Когда напряжение на конденсаторе превысит потенциал зажигания разряда, происходит пробой жидкости. Жидкость нагревается до температуры кипения и образуется газовый пузырь из паров жидкости. Далее электрический разряд развивается в газовой среде, что приводит к интенсивному локальному разогреванию детали, приповерхностные слои материала плавятся и продукты расплава в виде шариков застывают в проточной жидкости и выносятся из зоны обработки.
2. Стадии электроэрозионной обработки Режим электроискровой обработки
Обрабатываемая деталь является анодом (+), то есть в данном случае деталь обрабатывается электронным потоком, то есть работает электронный стример, расплавляя объем анода-детали в виде лунки. Для того чтобы ионный поток не разрушал электрод-инструмент, используются импульсы напряжения длительностью не более 10 -3 с. Электроискровой режим используется для чистовой, точной обработки, поскольку съем металла в данном случае небольшой.
Режим электроимпульсной обработки
Обрабатываемая деталь является катодом, то есть на нее подается отрицательный импульс длительностью больше 10 -3 с. При электроимпульсной обработке между электродами зажигается дуговой разряд и обработка деталей ведется ионным потоком. Данный режим характеризуется большой скоростью съема металла, превышающей производительность электроискрового режима в 8-10 раз, но при этом чистота обработки существенно хуже. При обоих режимах в качестве рабочей жидкости, как правило, используется керосин или изоляционные масла.
3. Физика электроэрозионной обработки
Явления, происходящие в межэлектродном промежутке, весьма сложны и являются предметом специальных исследований. Здесь же будет рассмотрена простейшая схема удаления металла из области обработки посредством электрической эрозии.
Как показано на рис. 1.10, к электродам 1 подведено напряжение, которое создает электрическое поле в межэлектродном промежутке. При сближении электродов на критическое расстояние, возникает электрический разряд в виде проводящего канала. Для повышения интенсивности разряда электроды погружают в диэлектрическую жидкость 2 (керосин, минеральное масло и др.) На поверхности электродов имеются микронеровности различной величины. Напряженность электрического поля будет наибольшей между двумя наиболее близкими друг к другу выступами на поверхности электродов, поэтому именно здесь возникают проводящие мостики из примесных частиц жидкости. Ток по мостикам нагревает жидкость до испарения и образуется газовый пузырь (4), внутри которого и развивается мощный искровой или дуговой разряд, сопровождающийся ударной волной. Возникают потоки электронов и ионов (положительные и отрицательные стримеры), которые бомбардируют электроды. Образуется плазменный канал разряда. Благодаря высокой концентрации энергии в зоне разряда температура достигает тысячи и десятков тысяч градусов. Металл на поверхности электродов плавится и испаряется. Капли расплавленного металла в результате движения потока жидкости в рабочей зоне выбрасываются за пределы электродов и застывают в окружающей электроды жидкости в виде мелких частиц сферической формы (5).
От взаимодействия жидкости с участками электродов, нагретых до температуры 100-400 0С, на границах плазменного канала разряда происходит пиролиз диэлектрической жидкости. В результате в жидкости образуются газы, а также асфальтосмолистые вещества. Из газовой среды выделяется углерод, отлагающийся на нагретых поверхностях электродов в виде тонкой пленки кристаллического графита. В месте действия импульса тока на поверхностях электродов остаются небольшие углубления — лунки, образовавшиеся вследствие удаления разрядом некоторого количества металла.
В табл. 1.2 приведена зависимость величины эрозии стального электрода от энергии и длительности одиночного импульса.
Зависимость величины эрозии стального электрода (анода) от энергии и длительности одиночного импульса
Характеристика импульса
Размеры лунки
Энергия, Дж
Длительность, мкс
Глубина, мм
Диаметр, мм
Объем, м3
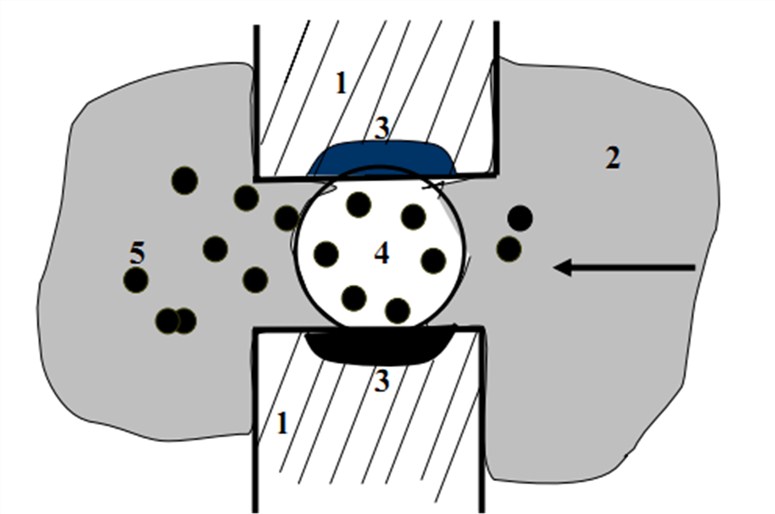
Рис. 1.10. Режим электроэрозионной обработки: 1 — электроды, 2 — жидкость, 3 — лунки, 4 — газовый пузырь, 5 — продукты эрозии
После разряда в течение некоторого времени происходит остывание столба канала и деионизация вещества плазмы в межэлектродном промежутке. Электрическая прочность межэлектродного промежутка восстанавливается. Время деионизации жидкого диэлектрика составляет 10 6 -10 -2 с. Следующий разряд обычно возникает уже в новом месте, между двумя другими ближайшими точками электродов.
Длительность интервалов между импульсами должна быть достаточной для удаления из зоны разряда продуктов эрозии, а также газового пузыря, являющегося главным препятствием для возникновения следующего разряда. В связи с этим частота разрядов с возрастанием их энергии снижается.
Так происходит до тех пор, пока разряды не удалят с поверхности электродов все участки металла, которые находятся на расстоянии пробоя при величине приложенного напряжения. Когда расстояние между электродами превысит пробивное, для возобновления разрядов электроды должны быть сближены. Обычно электроды сближают в течение всего времени обработки так, чтобы электрические разряды не прекращались.
Параметры рабочих импульсов. Основными параметрами электрических импульсов, подаваемых на межэлектродный промежуток, являются их частота повторения, длительность, амплитуда и скважность, а также форма, определяющие максимальную мощность и энергию. Форма и параметры импульсов оказывают существенное влияние на износ электрода-инструмента, производительность и шероховатость обработанной поверхности.
Обозначим частоту повторения импульсов, т. е. их число в секунду, через f. Тогда Т = 1/f будет являться периодом. Он определяет промежуток времени, через который следует очередной импульс.
Импульс характеризуется амплитудным значением (или амплитудой) напряжения и тока Um и Im. Это максимальные значения, которые приобретают напряжение и ток за время импульса. При электроэрозионной обработке амплитуда напряжения изменяется от нескольких вольт до нескольких сотен вольт, а амплитуда тока от доли ампера до десятков тысяч ампер. Диапазон скважностей импульса при электроэрозионной обработке заключен в пределах от 1 до 30.
Полярный эффект и полярность импульса. Высокая температура в канале разряда и происходящие динамические процессы вызывают эрозию обоих электродов. Повышение эрозии одного электрода по сравнению с другим электродом называется полярным эффектом. Полярный эффект определяется материалом электродов, энергией и длительностью импульсов, знаком подведенного к электроду потенциала.
Процессы изменения напряжения и тока имеют колебательный характер относительно их нулевого значения. При электроэрозионной обработке принято считать рабочей или прямой полярностью импульса ту его часть, которая вызывает наибольший эффект эрозии обрабатываемой заготовки, а обратной — часть импульса, вызывающую усиленную эрозию электрода-инструмента. Обрабатываемую заготовку присоединяют к тому полюсу, эффект эрозии которого в данных условиях больше. К противоположному полюсу присоединяют электрод- инструмент. Например, при коротких импульсах электроискровой обработки энергия преимущественно поступает на анод, в качестве которого здесь следует использовать заготовку (прямая полярность). При увеличении длительности импульсов наступает перераспределение теплового потока на электродах. Это приводит к тому, что при определенных режимах электроимпульсной обработки эрозия анода становится меньше, чем эрозия катода. В этом случае следует применять обратную полярность, используя заготовку в качестве катода.
Электроэрозионная обрабатываемость. Эффект эрозии различных металлов и сплавов, производимый одинаковыми по своим параметрам электрическими импульсами, различен. Зависимость интенсивности эрозии от свойств металлов называют электроэрозионной обрабатываемостью.
Различное влияние импульсных разрядов на металлы и сплавы зависит от их теплофизических констант: — температур плавления и кипения, теплопроводности, теплоемкости. Если принять электроэрозионную обрабатываемость стали за единицу, то электроэрозионная обрабатываемость других металлов (при тех же условиях) может быть представлена в следующих относительных единицах: вольфрам — 0,3; твердый сплав — 0,5; титан — 0,6; никель — 0,8; медь — 1,1; латунь — 1,6; алюминий — 4; магний — 6 (указанные данные справедливы только при конкретных условиях: энергия импульса 0,125 Дж, длительность 1.4-10 -5 с, частота 1200 1/с, амплитуда тока 250 А).
Рабочая среда. Большинство операций при электроэрозионной обработке производят в жидкости. Она обеспечивает условия, необходимые для удаления продуктов эрозии из межэлектродного промежутка, стабилизирует процесс, влияет на электрическую прочность межэлектродного промежутка. Жидкости, пригодные для электроискровой обработки, должны обладать соответствующей вязкостью, электроизоляционными свойствами, химической устойчивостью к действию разрядов.
С повышением частоты импульсов и снижением рабочего тока стабильность рабочего процесса ухудшается. Это вызывает необходимость увеличить скважность импульсов. Применение прямоугольных импульсов существенно повышает производительность.
Производительность обработки можно повысить, если применять принудительное удаление продуктов эрозии из межэлектродного промежутка. Для этого в межэлектродный промежуток под давлением нагнетают жидкость (рис. 1.11).
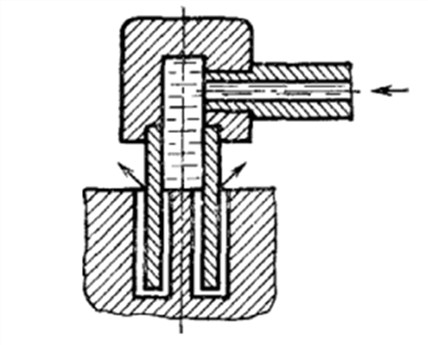
Рис. 1.11. Схема подвода жидкости в межэлектродный промежуток через полый электрод при прошивании отверстия
Хорошие результаты дает наложение вибраций на электрод-инструмент, а также вращение одного или обоих электродов. Давление жидкости зависит от глубины отверстия и величины межэлектродного промежутка. Вибрации особенно необходимы при электроискровой обработке глубоких отверстий малого диаметра и узких щелей. Большинство электроэрозионных станков снабжено специальной вибрационной головкой.
Качество поверхности и точность обработки. Металл электродов подвергается хотя и локальному, кратковременному, но весьма интенсивному электротермическому воздействию. Наивысшая температура существует на обрабатываемой поверхности и быстро уменьшается на некотором расстоянии от поверхности. Большая часть расплавленного металла и его паров удаляется из зоны разряда, но некоторая часть остается в лунке (рис. 1.12). При застывании металла на поверхности лунки образуется пленка, по своим свойствам отличающаяся от основного металла.
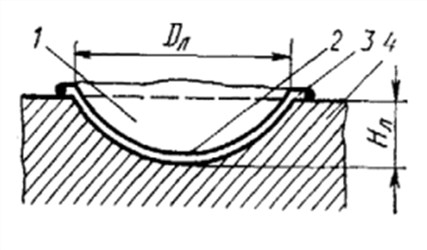
Рис. 1.12. Лунка, полученная в результате воздействия единичного импульса: 1 — пространство, оставшееся после выплавления металла; 2 — белый слой; 3 — валик вокруг лунки; 4 — обрабатываемая заготовка; БЛ, НЛ — диаметр и глубина лунки
Поверхностный слой в расплавленном состоянии активно вступает в химическое взаимодействие с парами и продуктами разложения рабочей жидкости, образующимися в зоне высоких температур. Результатом этого взаимодействия является интенсивное насыщение металла компонентами, содержащимися в жидкой среде, а также веществами, входящими в состав электрода-инструмента. Таким образом, в поверхностный слой могут быть внесены титан, хром, вольфрам и т. д. При электроэрозионной обработке стальных заготовок в среде, состоящей из жидких углеводородов (керосин, масло), поверхностный слой насыщается углеродом, т. е. образуются карбиды железа. Следовательно, при электроэрозионной обработке происходит упрочнение поверхности детали.
Интенсивный теплоотвод из зоны разряда через прилегающие к ней массы холодного металла и рабочую жидкость создает условия для сверхскоростной закалки, что одновременно с науглероживанием приводит к образованию очень твердого слоя. Закаленный поверхностный слой стали обладает повышенной стойкостью на истирание и меньшим, чем у нетермообработанной стали коэффициентом трения. Структура поверхностного слоя существенно отличается от структуры основного металла и схожа со структурой отбеленного слоя, возникающего на поверхности некоторых чугунов. Поэтому этот слой получил название «белый слой». Глубина белого слоя зависит от энергии импульсов, их длительности и теплофизических свойств обрабатываемого материала. При длительных импульсах тока большой энергии глубина белого слоя равна десятым долям миллиметра, а при коротких импульсах — сотым долям миллиметра и микронам.
Упрочнение поверхностного слоя металлов (электроэрозионное легирование). Одним из преимуществ электроискрового метода обработки материалов является то, что при определенных условиях резко повышаются прочностные свойства поверхности заготовки: твердость, износостойкость, жаростойкость и эрозионная стойкость. Эту особенность используют для повышения износостойкости режущего инструмента, штампов, пресс-форм и деталей машин, упрочняя металлические поверхности электроискровым способом.
При электроискровом легировании применяют обратную полярность (заготовка является катодом, инструмент — анодом) обработку производят обычно в воздушной среде и, как правило, с вибрацией электрода. Аппаратура, с помощью которой осуществляется процесс упрочнения, малогабаритна и очень проста в эксплуатации. Основные преимущества электроискрового способа нанесения покрытий заключаются в следующем: покрытия имеют большую прочность сцепления с материалом основы; покрываемые поверхности не требуют предварительной подготовки; возможно нанесение не только металлов и их сплавов, но и их композиций. Процессы, происходящие при электроискровом упрочнении, сложны и являются предметом тщательных исследований. Сущность упрочнения состоит в том, что при электроискровом разряде в воздушной среде происходит полярный перенос материала электрода на заготовку. Перенесенный материал электрода легирует металл заготовки и, химически соединяясь с диссоциированным атомарным азотом воздуха, углеродом и материалом заготовки, образует диффузионный износоустойчивый упрочненный слой. При этом в слое возникают сложные химические соединения, высокостойкие нитриды и карбонитриды, а также закалочные структуры. По мнению специалистов, при электроискровом упрочнении в поверхностном слое, например, стали происходят процессы, приведенные в табл. 1.3.
Упрочняемый материал
Процесс
Особенности
Углеродистая сталь, содержащая углерод в количестве свыше 0,6 %, а также легирующие элементы в большом количестве