Припой ПОС 63 Ø0.5 мм 250 г с флюсом RMA flux HF533

Припой ПОС 63 с флюсом RMA flux HF533 – оловянно-свинцовый легкоплавкий припой, производится в виде проволоки диаметром 0,5 мм с флюсом RMA HF533 на катушке массой 250 г. Используется в качестве присадочного материала для закрепления методом пайки нескольких металлических элементов из разных металлов (латунь, сплав с цинковым покрытием, медь и т.п.).
Температура расплавления припоя совпадает с эвтектической точкой (точки плавления начальная (solidus) и жидкость (liquidus) совпадают) оловянно-свинцовых сплавов и составляет 183°C, что дает возможность точно и тщательно припаивать изделия, которые нельзя подвергать значительному нагреву (требуется соблюдение температурного режима).
Содержание флюса RMA HF533 в припое ПОС 63 позволяет качественно и быстро смочить места спаивания на деталях, а также легкоплавкость этого «мягкого» припоя ПОС-63 гарантирует хорошую растекаемость на рабочей поверхности, тем самым гарантируя качественную пайку с минимальным количеством брака.
Припой вводится небольшими количествами в область стыка соединяемых элементов без разрушения конструкции, обеспечивая надежную фиксацию соединения и возможность проводить ток между соединяемыми элементами.
Химический состав припоя ПОС 63 включает наличие олова (Sn) 63% и свинца (Pb) 36-37%. Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы в соответствии с ГОСТ 21931-76. Благодаря добавлению этих элементов в сплав расширяется его область применения для проведения радиомонтажных работ в любительской и профессиональной практике.
При выборе припоя необходимо ориентироваться на материал соединяемых металлов или сплавов, способ пайки, температурные ограничения, размеры деталей, и другие параметры.
Цена, подробные характеристики, состав, расшифровка маркировки указаны ниже. По запросу предоставляются документы по качеству.
Окончательная цена на припой ПОС 63 с флюсом RMA flux HF533 зависит от количества, сроков поставки, производителя, страны происхождения и формы оплаты.
Подробные технические характеристики припоя ПОС 63:
| Серия | ПОС 63 Прв | ||
| Температура плавления | начальная | solidus | 183°C |
| жидкость | liquidus | 183°C | |
| Плотность | Р(υ) | 8,51 г/см 3 | |
| Удельное электрическое сопротивление | ρ | 0,139 Ом*мм 2 /м | |
| Теплопроводность | λ | 0,12 ккал/см*с*град | |
| Временное сопротивление разрыву | σB | 4,3 кГс/мм 2 | |
| Относительное удлинение | δ | 46 % | |
| Ударная вязкость | αк | 3,9 кГс/см 2 | |
| Твердость по Бриннелю | НВ | 14,9 кГс/мм 2 | |
| Электрическая проводимость | Cu% | 11,5% | |
Расшифровка обозначений маркировки припоя Прв КР 0.5 ПОС 63 ГОСТ 21931-76:
| Припой | Прв | КР | 0.5 | ПОС | 63 | ГОСТ 21931-76 |
| Прв | – | Наименования профильного сортамента: Прв – проволока, Т – трубка, Пт – пруток, Л – лента, Пор – порошок. |
| КР | – | Форма сечения: КР – круглая, КВ – квадратная, ТРГ – трехгранная. |
| 0.5 | – | Размеры (мм). |
| ПОС | – | Припой оловянно-свинцовый. |
| 63 | – | Процентное содержание олова. |
| ГОСТ 21931-76 | – | Обозначение стандарта. |
Химический состав припоя ПОС 63 с флюсом:
| Основные компоненты, % | Доля примесей, % | |||||||
| Sn | Pb | Sb | Cu | Bi | As | Fe | Ni | S |
| 63 | 36-37 | 0,1 | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 |
Сравнительная таблица отличий технических характеристик в припоях серий ПОС 50, ПОС 60, ПОС 61, ПОС 63, Sn60Pb40
| Серия припоя | ПОС 50 | Sn60Pb40 | ПОС 60 | ПОС 61 | ПОС 63 | ||
| Температура плавления | начальная | solidus | 183°C | ||||
| жидкость | liquidus | 216°C | 191°C | 190°C | 190°C | 183°C | |
| Плотность | Р(υ) | 8 г/см 3 | 8,41 г/см 3 | 8,41 г/см 3 | 8,44 г/см 3 | 8,51 г/см 3 | |
| Удельное электрическое сопротивление | ρ | 0,149 Ом*мм 2 /м | 0,139 Ом*мм 2 /м | ||||
| Теплопроводность | λ | 0,11 ккал/см*с*град | 0,12 ккал/см*с*град | ||||
| Временное сопротивление разрыву | σB | 3,6 кгс/мм 2 | 4,3 кгс/мм 2 | ||||
| Относительное удлинение | δ | 50 % | 46 % | ||||
| Ударная вязкость | αк | 4 кгс/см 2 | 3,9 кгс/см 2 | ||||
| Твердость по Бриннелю | НВ | 14,5 | 14 | 14,9 | |||
| Электрическая проводимость | Cu% | 10,9 | 11,3 | 11,3 | 11,37 | 11,5 | |
Чем отличаются припои серий ПОС 50, ПОС 60, ПОС 61, ПОС 63, Sn60Pb40
Главным отличием является % содержания олова в припое. Отсюда и название ПОС 60 – цифра определяет процентное содержание олова в припое 60%, что в свою очередь влияет на температуру полного расплавления припоя (liquidus).
В припоях ПОС 60 и Sn60/Pb40 процентное содержание олова и свинца одинаковое. В сплав добавляют такие элементы, как висмут, железо, сурьма, медь и др., которые влияют на некоторые свойства (растекаемость, смачиваемость и т.п.) в процессе пайки.
К тому же припой Sn60/Pb40 полностью соответствует марке сплава Sn60Pb40Sb по международному стандарту EN 29453, а припой ПОС 60 изготавливается в соответствии с ГОСТ 21931-76.
В связи с тем, что согласно ГОСТ содержание олова может колебаться от 59 до 61%, принято устанавливать температуру полного плавления не 185°C, а 190°C (liquidus). Припой Sn60/Pb40 полностью превращается в жидкость при 191°C (liquidus) (хотя разница в 1°C не имеет большого значения).
Оба припоя проволочного типа и выпускаются с флюсом или без флюса. Разновидности флюсов: RA CF10, RMA FC5000, RMA FC5005, RMA HF532, RMA HF533, С6.
В сравнении с большим выбором флюсов в ПОС 60, припой ПОС 61 выпускается только с канифолью или без канифоли. Оба припоя имеют одинаковую температуру расплавления в жидкость +190°C (liquidus).
ПОС 61 удобен для тех, кто привык паять с применением канифоли и нету необходимости соблюдать строгие требования к процессу.
Припой ПОС 63 по техническим характеристикам схож припоями ПОС 60, 61. Но он считается эвтектическим сплавом, так ближе других находится к эвтектической точке плавления оловянно-свинцовых сплавов. Эвтектической точкой оловянно-свинцовых сплавов считают содержание олова на уровне 61,9%, а у ПОС 63 это значение стремится к 63%. При этом температуры плавления начальная (solidus) и жидкости (liquidus) совпадают: +183°C.
Припой ПОС 50 имеет повышенную температуру расплавления в жидкость +216°C, и допустим к применению там, где не требуется соблюдение точного температурного режима. Так же имеет более темный оттенок, чем у ПОС 61, и при застывании капли имеет слегка шероховатую поверхность.
Диаграмма состояний оловянно-свинцовых сплавов
Диаграмма показует фазовую структуру и состав оловянно-свинцовых сплавов.
В сплаве образуется:
- α — твердый раствор, Sn в Pb;
- β — твердый раствор, Pb в Sn;
- L — жидкость;
- liquidus — расплавление припоя в жидкость;
- solidus — начало плавления припоя.
При эвтектическом составе Sn 61,9% Pb 38,1% и температуре 183°С образуется эвтектика, из сплава выделяются одновременно α и β, минуя область двух фаз. В эвтектической точке растворы растут одновременно и распределяются очень тонко, из-за чего эвтектическая структура получает мелкокристаллический вид.
Особенности применения, свойства и классификация флюса RMA HF533 в припое ПОС 63:
Основное предназначение флюса — разрушение оксидного налета, который образуется в процессе пайки или эксплуатации, негативно влияющий на процесс соединения (пайки).
Технология пайки зависит от анализа свойств материала и правильности подготовки деталей. Правильно подобранный флюс в припое ПОС 63 гарантирует качественную спайку без возможных осложнений в дальнейшей эксплуатации.
Преимущества содержания флюса в припое:
- Малое количество остатков на поверхности печатного узла;
- Высокая скорость пайки и смачиваемость;
- Оптимальная температура плавления – 150°С;
- Устойчивость к образованию коррозии;
- Низкое содержание вредных веществ, приятный запах;
- Качество, экономичность.
Классификация флюса RMA HF533 в припое ПОС 63
Тип «RMA» (rosin mild activated – слегка активированная канифоль) – группа смолосодержащих флюсов с различными комбинациями активаторов: органическими кислотами или их соединениями. Эти флюсы обладают более высокой активностью по сравнению с типом R. Предполагается, что в процессе пайки активаторы испаряются без остатка. Но очевидно, что процесс пайки должен быть гарантированно завершен полным испарением активаторов. Такие гарантии может обеспечить только машинная пайка с автоматизацией температурно-временных процессов (температурного профиля пайки).
RMA HF533 безотмывочный флюс без галогенов
RMA-HF533 является уникальным канифольным флюсом, соответствует спецификации DIN 8511, а также немецкому стандарту Тип F-SW32. HF-533 канифоль высококачественная очищенная с добавлением органических веществ, не содержащих галогенов, уникальными свойствами которых является объединение в связи в процессе теплового выделения при пайке. Тем самым, флюс RMA HF533 оставляет бесцветный и прозрачный шлак, который проявляет хорошие изоляционные свойства и не вызывает коррозии. Флюс специально разработан для применения в электронной промышленности, где на печатных платах во время процесса пайки не чистый, желтоватый или коричневый шлак флюса является неприемлемым с эстетической точки зрения. Так же применяется там, где флюсы типа RA и RMA с галогенами являются очень агрессивными и более активными флюсами, чем обычный канифольный флюс. Шлак такого флюса сухой и не липкий, и практически полностью инертный после пайки. Удаление шлака не требуется в устройствах, где температура в процессе эксплуатации не превышает 65°C (точка плавления канифоли).C (точка плавления канифоли).
| Технические характеристики флюсов | HF533 |
| Классификация | Тип RMA |
| Плотность при 25°C | 1,08 грамм/см 3 |
| Водостойкость | 1×10 4 ом-см |
| Содержание хлоридов | Нет |
| Тест медного зеркала | проходит |
| Поверхностное сопротивление изоляции | >1×10 12 |
Техника безопасности при работе с флюс содержащим припоем ПОС 63
При использовании проволочного припоя ПОС 63 с флюсом необходимо использовать вентиляцию для удаления паров флюса из рабочей зоны. После паяльных работ с флюсом тщательно мойте руки водой с мылом.
Комментарии к продукции, отзывы:

Павел 01.10.2020 в 14:35
Здравствуйте. Три вопроса по припою ПОС 63 Ø0.8 мм 500 г с флюсом RA flux CF10:
Процентное содержание флюса?
Чем удалять (это обязательно) остатки флюса — спиртом или какой-то спец.жидкостью, типа для флюсов, не требующих отмывки, вроде щелочи?
Страна происхождения?
01.10.2020 в 23:24
Добрый день.
1. Содержание флюса в прутке Ø0.8 мм — 1,5±5%.
2. Флюс RA CF10 является активированной формулой канифоли и подпадает под категорию полярных органических соединений. Органические кислоты (канифоль и активаторы) и продукты разложения флюса смываются полярными растворителями, например, спиртом.
3. Страну происхождения уточняйте при заказе.
ОтменитьОставить комментарий, написать отзыв:
Здесь Вы можете задать уточняющий вопрос о технических особенностях продукции или оставить отзыв о компании.
Также приглашаем Вас участвовать здесь в обсуждении вопросов по электротехнике и электронике, делиться своим опытом, знаниями, высказывать своё мнение, точку зрения.
Коммерческие запросы отправляйте через корзину или на электронную почту (не сюда).
Рекомендуем посмотреть:






Теги: припой для пайки, оловянный припой, припой с флюсом, пос63, припой пос 63 катушка, купить ПОС 63 прв d=0.5 мм 250 г с флюсом в Киеве, Днепре, Харькове, Запорожье, Украина, припой пос 63 0.5 мм с флюсом, пос 63 250г, мягкий припой, припой прв 0,5 пос 63 гост 21931-76, припой sn63pb37 rma hf533, купить ПОС 63 прв d=0.5 мм 250 г с флюсом в Москве, МСК, СПБ. Купить оптом и в розницу, доставка по России ТК «Деловые Линии» и «СДЭК» — Москва (МСК), Санкт-Петербург (СПБ), Екатеринбург (ЕКБ), Новосибирск, Нижний Новгород, Ростов-на-Дону, Воронеж, Челябинск, Казань, Пермь, Краснодар, Уфа, Красноярск, Самара, Саратов, Омск, Ярославль, Чебоксары, Ставрополь, Рязань, Ижевск, Пенза, Тула, Томск, Иркутск, Тюмень, Калининград, Киров, Тольятти, Брянск, Волгоград, Новокузнецк, Тверь, Смоленск, Барнаул, Калуга, Владивосток, Кемерово, Липецк, Ульяновск, Владимир, Мытищи, Хабаровск, Оренбург, Орёл, Иваново, Курск, Саранск, Белгород, Йошкар-Ола, Мурманск, Тамбов, Великий Новгород, Люберцы, Сургут, Петрозаводск, Астрахань, Кострома, Подольск, Набережные Челны, Сочи, Сергиев Посад, Вологда, Архангельск, Курган, Старый Оскол, Чита, Серпухов, Миасс, Красногорск, Нижний Тагил, Королёв, Магнитогорск, Одинцово, Волжский, Балашиха, Химки, Махачкала, Череповец, Раменское, Псков, Великие Луки, Улан-Удэ, Пушкино, Новочеркасск, Обнинск, Таганрог, Вяземский, Нижневартовск, Северодвинск, Дубна, Арзамас, Пятигорск, Благовещенск, Жуковский, Ивантеевка, Волгодонск, Бийск, Щелково, Фрязино, Бердск, Абакан, Коломна, Рыбинск, Муром, Нальчик, Новороссийск, Сыктывкар, Южно-Сахалинск, Ковров, Долгопрудный, Домодедово, Стерлитамак, Ангарск, Чехов, Ухта, Каменск-Уральский, Котельники, Владикавказ, Ногинск, Братск, Гатчина, Александров, Железногорск, Железногорск, Истра, Павлово, Петропавловск-Камчатский, Ступино, Якутск, Воскресенск, Дмитров, Димитровград, Малоярославец, Саров, Озёрск, Туапсе, Альметьевск, Выборг, Балаково, Северск, Алексин, Магадан, Электросталь, Армавир, Норильск, Лобня, Апатиты, Нефтекамск, Глазов, Ейск, Электроугли, Дзержинск, Кстово, Новомосковск, Сарапул, Комсомольск-на-Амуре, Орск, Нижнекамск, Невинномысск, Нефтеюганск, Клинцы, Видное, Орехово-Зуево, Энгельс, Новоуральск, Лыткарино, Березники, Каменск-Шахтинский, Сафоново, Новочебоксарск, Новый Уренгой, Междуреченск, Кирово-Чепецк, Елец, Салават, Сызрань, Сосновый Бор, Тихвин, Покров, Прокопьевск, Дзержинский, Железнодорожный, Красноармейск, Солнечногорск, Чайковский, Находка, Воркута, Россошь, Луховицы, Наро-Фоминск, Выкса, Всеволожск, Ревда, Усть-Илимск, Белореченск, Дедовск, Клин, Реутов, Руза, Балахна, Уссурийск, Бахчисарай, Ржев, Сортавала, Красноярск, Новорильск
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
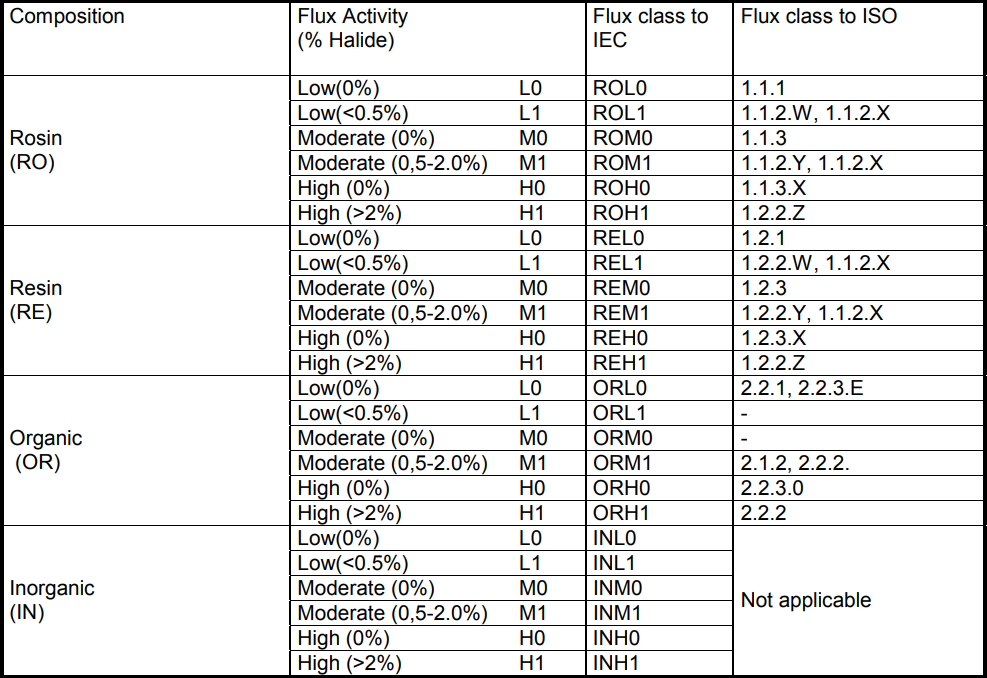
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
- Производство и разработка электроники
- DIY или Сделай сам
- Электроника для начинающих
Flux в припое что это
Сегодня компания Stannol известна клиентам по всему миру как предприятие, имеющее большой авторитет в своей отрасли. Это касается как промышленности, так и бытовой сферы, поскольку мы воплощаем высокие требования наших клиентов к качеству во всей своей продукции. В номенклатуру продукции входят припои, проволочный припой, паяльная паста, паяльные флюсы, паяльники и паяльные станции с электронным управлением, а также обширный ассортимент сопутствующих принадлежностей. Фундамент для успешного развития компании заложил лудильщик Вильгельм Пафф, который в 1879 году помимо своей ремесленной деятельности занимался разработкой, изготовлением и продажей жидкого флюса для пайки. Зять основателя фирмы Ганс Экштедт с успехом продолжил расширение предприятия, и в конце 20-х годов прошлого столетия товарная марка Stannol, охраняемая международным законодательством, приобрела широкую известность на рынке. Уже в 50-е годы ХХ века компания Stannol начала разрабатывать продукцию для электротехники, а позднее и для электронной промышленности. Проволочный припой может быть без флюса или с флюсом. В процессе пайки флюс необходим для удаления оксидов и других загрязнений, которые препятствуют процессу плавки, а также для обеспечения надежного соединения. В зависимости от поставленных задач используются разные паяльные флюсы. Выбор подходящего сплава также играет большую роль для места пайки.
ПРОВОЛОЧНЫЙ ПРИПОЙ С ФЛЮСОМ, СОДЕРЖАЩИЙ ГАЛОГЕНЫ
Проволочный припой с флюсом может быть с содержанием галогенов и без галогенов. Как правило, проволочный припой с флюсом, отличающийся высокой активностью, содержит соединения галогенов. Стандартно компания Stannol предлагает пять видов проволочного припоя с флюсом, содержащего галогены, которые могут использоваться в электронной промышленности как продукт, не требующий отмывки. Если на поверхности требуется наличие бесцветных остатков, следует остановить свой выбор на проверенной временем СЕРИИ KRISTALL компании Stannol. Проволочные припои с флюсом данной серии были разработаны специально для того, чтобы оставлять прозрачные остатки флюса на печатной плате. Проволочный припой с флюсом KRISTALL 511 отличается меньшей активностью, чем HS10 и может использоваться в качестве альтернативы, если на поверхности требуется наличие бесцветных остатков флюса. Проволочный припой с флюсом KRISTALL505 отличается от припоя Kristall 511 меньшей активностью. Поэтому поверхность должна лучше поддаваться пайке, однако остатки на печатной плате имеют более высокую степень электрической безопасности. Проволочный припой с флюсом HS10 представляет собой проверенный временем проволочный припой с флюсом на основе канифоли. Характеризуется быстрой смачиваемостью на традиционных поверхностях. Подходит как для ручной пайки, так и для автоматической быстрой подачи к месту пайки в промышленной сфере. Максимальную активность флюса в проволочном припое гарантирует паяльный флюс 2630. Он используется на поверхностях, плохо поддающихся пайке, и в случае с большими поперечными сечениями, которые забирают много тепла с точки пайки.
ПРОВОЛОЧНЫЙ ПРИПОЙ С ФЛЮСОМ БЕЗ ГАЛОГЕНОВ
Проволочные припои с флюсом без содержания галогенов используются в тех случаях, когда на производстве нельзя использовать продукцию с содержание галогенов и требуется более высокая электрическая безопасность остатков флюса. По сравнению с галогеносодержащим паяльным флюсом данный флюс отличается меньшей активностью. Проволочный припой с флюсом X39B характеризуется пропорциональным содержанием канифоли и активаторов, которые гарантируют минимальное количество остатков и высокую надежность без последующей очистки. Припой X39B используется преимущественно для ремонтных паяльных работ. Проволочный припой с флюсом KRISTALL 400 является безгалогенным вариантом серии Kristall от Stannol. Для данного паяльного флюса характерны прозрачные остатки и хорошая активность, благодаря которой можно добиться превосходных результатов пайки. Проволочный припой с флюсом KS100 является безгалогенным вариантом для процессов пайки с повышенными термическими требованиями. Еще одним преимуществом паяльного припоя KS100 является незначительное выделение паров, а также минимальное разбрызгивание флюса. Не содержащий галогенов проволочный припой с флюсом HF32 сочетает в себе высокую активность с хорошей текучестью и оставляет незначительное количество остатков флюса на печатной плате. Припой HF32 может использоваться как для ручной пайки, так и для механизированных паяльных работ. Проволочный припой с флюсом HF34 является самым активным безгалогенным припоем с флюсом компании Stannol. Его активность основана на органических кислотах. Чтобы добиться хорошего результата пайки, достаточно лишь незначительного количества проволочного припоя с флюсом. Благодаря этому на печатной плате остается незначительное количество остатков флюса. Однако из-за особого состава необходимо проверять, допустимо ли их наличие на печатной плате.
МАТРИЦА АКТИВАЦИИ
Здесь представлена взаимосвязь активации паяльного флюса с электрической безопасностью остатков флюса, имеющихся на узле после процесса пайки. Чем слабее активация паяльного флюса, тем выше электрическая безопасность остатков флюса, как правило, ожидаемая после процесса пайки. Пример: если у проволочного припоя Kristall 511 с.
ГАЛОГЕНЫ
Проволочный припой с флюсом, содержащий галогены, как правило, активирован сильнее, чем припой без содержания галогенов. В процессе пайки проволочный припой с активированным флюсом, содержащий галогены, в большинстве случаев отличается лучшей смачиваемостью. Проволочный припой с флюсом без содержания галогенов либо его остатки, как правило, намного реже вызывают коррозию на подвергаемом пайке изделии. Паяльные флюсы с содержанием галогенов в проволочных припоях также чаще всего используются как продукты, не требующие отмывки. В большинстве случаев удаление остатков не требуется.
СВОЙСТВА ПРОВОЛОЧНЫХ ПРИПОЕВ С ФЛЮСОМ
ПРОВОЛОЧНЫЙ ПРИПОЙ С ФЛЮСОМ, НЕ ТРЕБУЮЩИМ ОТМЫВКИ
Остатки флюса могут оставаться на месте пайки. Коррозийные реакции на месте пайки не возникают. При использовании высоко активированных флюсов при необходимости после пайки следует удалять остатки, поскольку в противном случае возможно возникновение коррозии на месте пайки и вокруг него. Прутковые, Брусковые и Сплошные припои используются в самых разных сплавах в электронике в паяльных станциях для пайки волной припоя и в установках селективной пайки в качестве базового и дополнительного припоя. Припои Stannol для электроники изготавливаются исключительно из металлов первой плавки. Для этого мы применяем, например, только олово чистотой 99,9%.
ECOLOY — БЕССВИНЦОВЫЕ ПРИПОИ
Бессвинцовые припои на базе чистого олова с легирующими добавками серебра и/или меди подходят для всех случаев применения в производстве электроники без применения свинца. Сплавы ECOLOY TSC (Tin, Silver, Copper = олово, серебро, медь) хорошо зарекомендовали себя как надежные бессвинцовые припои для производства электронных компонентов. Сплавы TSC доступны в разных вариантах исполнения и отличаются уровнем содержания олова, серебра и меди. Прежде всего, следует выделить эвтектические сплавы TSC с Sn95,5Ag3,8Cu0,7, характеризующиеся низкой температурой плавления 217°C и исключительной смачиваемостью. Широко распространенным является сплав TSC305 с Sn96,5Ag3,0Cu0,5, отличающийся незначительным содержанием серебра и благодаря незначительному содержанию меди обещающий более длительный срок службы. Еще более выгодным в экономическом отношении является сплав TSC0307, содержащий 99% олова, всего лишь 0,3% серебра и 0,7% меди. В данном случае можно сэкономить до 90% на серебре, и это на фоне практически тех же самых технологических свойств. Сплав TC (Sn99Cu1 / Sn99,3Cu0,7) является бессвинцовым припоем, которым можно заменить эвтектические или близкие к ним оловянно-свинцовые сплавы. Существенное преимущество данного продукта заключается в отказе от серебра, что, само собой разумеется, влечет за собой значительную экономию затрат, а также в определенной температуре плавления 227°C и хорошей смачиваемости.
ЭВТЕКТИКА
Эвтектическим называется сплав, который плавится при определенной, наиболее низкой температуре, например, TSC с температурой плавления 217°C. Неэвтектический сплав имеет диапазон температур плавления, например, TSC305 с диапазоном 217-220°C.
СТАНДАРТ
Стандарт, кроме всего прочего, определяет, как обозначается сплав. В некоторых случаях обозначение сплава согласно стандарту, например, S-Sn99Cu1, отличается от фактического состава сплава Sn99,3Cu0,7.
ПРИПОИ С СОДЕРЖАНИЕМ СВИНЦА
Припой — это металлический сплав, который в зависимости от цели применения состоит как минимум из двух металлов, смешанных в определенной пропорции. Припой имеет температуру плавления ниже, чем соединяемые металлы. Эвтектический сплав имеет конкретную температуру плавления, например, у Sn63Pb37 это 183°C. Припои SnPb компании STANNOL являются припоями высочайшего качества и соответствуют стандарту iSO 9453:2006. Припои Sn63Pb37, Sn60Pb40, Sn62Pb36Ag2, Sn62PbCu2 (самые основные) гарантируют вам высокую степень надежности изготавливаемой продукции. В целом, припои компании STANNOL отличаются хорошей смачиваемостью, низкой степенью выщелачивания, прекрасной текучестью и незначительным образованием оксидов.
СОСТАВ СПЛАВОВ
* согласно iSO EN 9453:2006
** HMP (high melting point = высокая температура плавления)
ФОРМА ПОСТАВКИ
(1) Возможно отклонение от указанных размеров, обусловленное особенностями производственного процесса. Другие формы брусков доступны по запросу.
FB300 И FB300LF (POKA YOKE)
Японское выражение «Poka Yoke» означает «защита от ошибки». В тех случаях, когда припой с содержанием свинца по ошибке добавляется в большую ванну для пайки с бессвинцовым припоем, в результате чего требуется полная замена содержимого ванны, временное прекращение производственного процесса для очистки и повторного заполнения ванны может быть сопряжено со значительным ущербом. Чтобы предотвратить такого рода ошибки на физическом уровне и обеспечить максимальную степень безопасности на вашем производстве, мы предлагаем вам наши новые формы брускового припоя FB 300 и FB 300 LF, которые невозможно перепутать. ПАЯЛЬНЫЙ ФЛЮС ИСПОЛЬЗУЕТСЯ ПРИ ПАЙКЕ МЯГКИМ ПРИПОЕМ ДЛЯ НАДЕЖНОГО УДАЛЕНИЯ ОКСИДОВ И ДРУГИХ ЗАГРЯЗНЕНИЙ С ПЕЧАТНЫХ ПЛАТ И ДЕТАЛЕЙ. ТОЛЬКО ТАК МОЖНО ДОБИТЬСЯ ПРОЧНОГО ПАЯНОГО СОЕДИНЕНИЯ.
ПАЯЛЬНЫЕ ФЛЮСЫ СЕРИИ EF
Благодаря своему многообразию и обширной сфере применения продукты серии EF отвечают многочисленным требованиям, которые предъявляются на сегодняшний день к современным паяльным флюсам производителями электронной техники. По большей части серия EF разработана для нанесения с помощью современных систем флюсования методом распыления. Благодаря разной степени активации флюсов в данной серии для каждого процесса можно подобрать оптимальную активацию в соответствии с требованиями к пайке и надежности соединения. Например, для туннельной печи для пайки в среде азота можно выбрать очень низкую активацию, а для пайки поверхностей, хуже поддающихся пайке, и на более старом оборудовании — более высокую активацию. Помимо степени активации и зависящего от нее результата пайки существенную роль при выборе правильного паяльного флюса для производственного процесса играет надежность флюса, не требующего отмывки, и его остатков после пайки. Так, в полностью безгалогенной серии флюсов EF имеются флюсы с канифолью и без, с минимальным количеством активатора и очень универсальные паяльные флюсы, с помощью которых можно удовлетворить все требования современного производства электротехники. Все эти паяльные флюсы объединяет тот факт, что, несмотря на разное количество остатков на паяных печатных платах, они гарантируют высокую либо очень высокую степень электрической безопасности. Паяльный флюс EF350 по сравнению с флюсом EF330 увеличивает сопротивление изоляции остатков благодаря незначительному добавлению канифоли, одновременно сокращая образование утолщений спайки. Хорошая активация паяльного флюса EF350 обеспечивает широкий диапазон параметров процесса и благодаря этому помогает добиться хороших результатов даже при селективной пайке. Паяльные флюсы серии EF200 слабее активированы и проявляют свои сильные стороны при использовании в туннельных печах для пайки в среде азота, поскольку из-за более низкого содержания твердых частиц они оставляют на печатной плате меньше остатков. Паяльный флюс EF270F является оптимальным вариантом для нанесения пенным флюсованием и отличается, прежде всего, тем, что шапка пены имеет мелкие пузырьки. Важнейшим критерием при разработке новейшего паяльного флюса серии EF — EF250 — было сокращение загрязнений с помощью флюса. Используя паяльный флюс EF250, можно уменьшить трудозатраты и расходы на очистку оборудования, а также значительно сократить количество остатков флюса на самом узле. Разумеется, при одновременно надежной смачиваемости и с соблюдением общепринятых критериев проверки электрической безопасности.
ПАЯЛЬНЫЕ ФЛЮСЫ, НЕ ТРЕБУЮЩИЕ ОТМЫВКИ
«Не требующие отмывки» означает, что остатки используемого флюса могут оставаться на печатной плате, их не нужно очищать. Коррозийные реакции на месте пайки не возникают. При использовании высоко активированного флюса для пайки при определенных обстоятельствах остатки флюса после пайкинеобходимо удалять. Если этого не делать, то рано или поздно возможно возникновение коррозии на месте пайки и вокруг него. Паяльные флюсы, не требующие отмывки, оставляют после себя электрически безопасные остатки, которые, как правило, могут оставаться на узле.
СПЕЦИАЛЬНЫЕ ПАЯЛЬНЫЕ ФЛЮСЫ
Паяльный флюс 500-6B — это хорошо активированный флюс, у которого электрическая безопасность остатка стоит на первом месте. Твердая фаза состоит из активаторов и довольно высокого процента канифоли. Придется смириться с повышенным количеством остатков, которые, однако, гарантируют очень высокие значения сопротивления изоляции. Паяльный флюс 500-6B подходит для нанесения всеми распространенными способами. С помощью паяльного флюса 500-17/1 можно уверенно выполнять лужение медных эмалированных проводов. Паяльный флюс, разработанный специально для пайки методом погружения, благодаря очень большому содержанию твердых частиц гарантирует наличие еще достаточно активного флюса на спаиваемой детали даже при высокой температуре ванны для пайки методом погружения. Даже если части флюса в ванне для пайки будут разрушены под воздействием высокой температуры, можно добиться хорошего результата пайки.
ОБЗОР ПАЯЛЬНЫХ ФЛЮСОВ
| ПАЯЛЬНЫЕ ФЛЮСЫ |
DIN EN ISO 9454-2 |
DIN EN 61190-1-1 |
СПОСОБЫ НАНЕСЕНИЯ * |
СОДЕРЖАНИЕ VOC |
СОДЕРЖАНИЕ ТВЕРДЫХ ЧАСТИЦ % |
|---|---|---|---|---|---|
| EF330 | 2.2.3.A | ORL0 | S | Высокое | 3,3 |
| EF350 | 2.2.3.A | ORL0 | S | Высокое | 3,5 |
| WF203 | 2.1.3.A | ORM0 | S, SF, T, P | Отсутствуют | 3,5 |
| 500-6B | 1.1.3.A | ROL0 | S, SF, T, P | Высокое | 6,0 |
| 500-3431BF | 2.2.3.A | ORL0 | S, SF | Высокое | 4,4 |
| 900-7/1H | 2.1.2.A | ORM1 | S, SF | Высокое | 1,7 |
| HW139 | 2.2.3.A | ORM0 | S | Низкое | 2,5 |
| 900-3351 | 2.2.3.A | (ORL0) | S, SF, T | Высокое | 2,4 |
| 500-3429 | 2.2.3.A | (ORL0) | S, SF, T | Высокое | 4,5 |
| 500-17/1 | 1.1.3.A | (ROL0) | S, SF, T, P | Высокое | 15 |
| X32-10i | 2.2.3.A | REM0 | S, SF, T, P | Высокое | 2,5 |
| X33-12i | 2.2.3.A | ORM0 | S, SF, T | Высокое | 3,2 |
| * СПОСОБЫ НАНЕСЕНИЯ: S распыление / SF пенное флюсование / T погружение / P кисточка | |||||
ОБЗОР ОЧИСТИТЕЛЕЙ
| ПАЯЛЬНЫЕ ФЛЮСЫ |
DIN EN ISO 9454-2 |
DIN EN 61190-1-1 |
СПОСОБЫ НАНЕСЕНИЯ * |
СОДЕРЖАНИЕ VOC |
СОДЕРЖАНИЕ ТВЕРДЫХ ЧАСТИЦ % |
|---|---|---|---|---|---|
| Flux-EX 200/B | — | — | T | 100% | 0 |
| Flux-EX 500 | — | — | T | 100% | 0 |
Содержание VOC (Volatile Organic Compounds — летучие органические вещества) показывает долю летучих органических растворителей в соответствующих паяльных флюсах. Паяльными флюсами без содержания VOC называются флюсы на водной основе. Данный параметр показывает главным образом долю твердых компонентов. Помимо активных веществ это еще и другие добавки, которые положительно влияют на свойства паяльного флюса.
INDUSTA 550
ДЛЯ УНИВЕРСАЛЬНОГО ИСПОЛЬЗОВАНИЯ
- светодиодная цифровая индикация
- плавная регулировка температуры
- диапазон температур 200-480°C
- мощный керамический нагревательный
- алюминиевый корпус с покрытием
Паяльная станция Industa550 является экономичным вариантом для ознакомления с профессиональной техникой для пайки. Данная паяльная станция отличается простотой обслуживания. Температура легко регулируется с помощью потенциометра. В приборе используется профессиональная контрольно- управляющая электроника. С помощью интегрированного в паяльник датчика температуры и керамического нагревательного элемента достигается точное регулирование температуры, благодаря которому обеспечивается стабильная температура, быстрое последующее нагревание и предотвращается перегрев спаиваемых деталей. Интегрированная система выравнивания потенциалов позволяет работать даже с чувствительными электронными деталями.
- с микропроцессорным управлением
- высокочастотный индукционный нагрев
- режим ожидания и функция отключения
- алюминиевый корпус с покрытием
- простая замена жал паяльника
| ТЕХНИЧЕСКИЕ ДАННЫЕ | |
|---|---|
| НАПРЯЖЕНИЕ СЕТИ | 230 B ~ 50/60 Гц |
| ВЫХОДНАЯ МОЩНОСТЬ | 55 ВТ |
| ВЫХОД | 24 B ~ |
| КЛАСС ЗАЩИТЫ | 1 |
| ДИАПАЗОН ТЕМПЕРАТУР | 200-480°C |
| ВРЕМЯ РАЗОГРЕВА ОТ 23°C ДО 380°C | 50 секунд |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | керамический |
| ВЫРАВНИВАНИЕ ПОТЕНЦИАЛОВ | Разъем ESD |
| РАЗМЕРЫ (Ш x В x Г) | 115 x 114 x 185 мм |
| ВЕС | 2,0 кг (2,3 кг с принадлежностями) |
| ТЕХНИЧЕСКИЕ ДАННЫЕ | |
| НАПРЯЖЕНИЕ СЕТИ | 230 B ~ 50/60 Гц |
| ВЫХОДНАЯ МОЩНОСТЬ | HF-5100: 100 ВТ HF-5150: 150 ВТ |
| ВЫХОД | 36 B ~ 380 кГц |
| КЛАСС ЗАЩИТЫ | 1 |
| ДИАПАЗОН ТЕМПЕРАТУР | 50-480°C (Зависит от инструментов) |
| ВРЕМЯ РАЗОГРЕВА ОТ 23°C ДО 380°C | HF-5100: 18 сек HF-5150: 12 сек |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | керамический |
| ВЫРАВНИВАНИЕ ПОТЕНЦИАЛОВ | Разъем ESD на задней стороне |
| РАЗМЕРЫ (Ш x В x Г) | HF-5100: 115 x 114 x 175 мм (станция) HF-5150: 115 x 114 x 185 мм (станция) |
| ВЕС | HF-5100: 2,5 кг (2,8 кг с принадлежностями) HF-5150: 2,6 кг (2,9 кг с принадлежностями) |

ПРОМЫВОЧНАЯ ЖИДКОСТЬ FLUX-EX 200/B
Данный очиститель подходит для очистки электронных узлов. Flux-EX 200/B удаляет остатки канифоли, а также органических кислот и других органических неполярных загрязнений, таких как масла и жиры. Он прекрасно подходит для удаления остатков большинства паяльных флюсов, не требующих отмывки, в труднодоступных местах.
FLUX-EX 500
Данный очиститель подходит для очистки электронных узлов. Очиститель Flux-EX 500 был разработан главным образом для чистовой обработки печатных плат после обычных процессов пайки. Он также может применяться при выполнении ремонтных работ и последующего монтажа узлов, монтируемых на поверхность (SMD). Узлы, очищенные с помощью Flux-EX 500, отличаются максимальной надежностью и облегчают последующее нанесение защитного лака и компаунда.
FLUX-STOP AF100
Flux-Stop AF100 — это не содержащее хлорфторуглеродов средство для защиты поверхностей. Его чрезвычайно низкая сила поверхностного натяжения отталкивает практически все жидкости. Твердые вещества не могут приставать к поверхностям с данным покрытием. Flux-Stop AF100 может наноситься практически на любые поверхности, в том числе на ПТФЭ, металлы и стекло.
МИНИНАБОР ДЛЯ ТИТРИРОВАНИЯ
Для контроля паяльного флюса при нанесении с помощью пенного флюсователя. В комплект входят все необходимые компоненты для определения рН и вместе с тем нужного количества разбавителя, чтобы восстановить правильные параметры паяльного флюса. Для применения не требуется знаний в области химии.
TIPPY
Очиститель для жал паяльника Tippy предназначен для быстрой и эффективной очистки и облуживания загрязненных и окисленных жал паяльника. Он состоит из высококачественного паяльного порошка с активирующими добавками. Чтобы очистить жало паяльника, необходимо провести им по поверхности Tippy.
Припой с канифолью 20гр. d=1.0мм (Sn60 Pb40 Flux 2.2%) REXANT

Описание: Припой с канифолью 20гр. d=1.0мм (Sn60 Pb40 Flux 2.2%) REXANT
Нагреваясь до температуры плавления (183. 188 °C) припой: расплавляется, смачивает спаиваемый металл и, растекаясь по нему — заполняет место между соединяемыми деталями. В свою очередь флюс канифольный активный (MC-20A) помогает сделать паянное соединение более прочным, убирая окислительную плёнку со спаиваемых поверхностей и защищая их от дальнейшего окисления при пайке. Содержание флюса в припое — 2,2 %. Припой с канифолью REXANT — это «два в одном»: припой и флюс в колбах по 20 грамм.