По какой толщине определяется чувствительность радиографического контроля


неразрушающий контроль
номерам мобильных телефонов сотрудников.
Товары
- Визуальный контроль
- Ультразвуковой контроль
- Радиографический контроль
- Капиллярный контроль
- Магнитный контроль
- Вихретоковый контроль
- Электрический контроль
- Контроль герметичности
- Тепловой контроль
- Спектрометрия
- Контроль бетона
- Контроль покрытий
- Твердометрия
- Дозиметры
- Метрологическое оборудование
- Прочее оборудование
- Учебные материалы
- Комиссионка
Услуги
- Аттестация лабораторий НК
- Аттестация персонала НК
- Поверка средств измерений
- Учебный центр
- Услуги по контролю
- Экспертиза промбезопасности
- Реверс-инжиниринг
- Аренда приборов НК
- Разработка систем контроля
- Разработка методик
Полезная информация
- Онлайн-тестирование по методам НК
- Материалы для учащихся
- Статьи по неразрушающему контролю
- ГОСТы по неразрушающему контролю
- Нормативы атомной отрасли
- Руководящие документы (РД)
- Документы для аттестации
- Европейские стандарты — EN
- Международные стандарты — ISO
- Отраслевые нормативы
- Отраслевые средства НК
- Руководства по эксплуатации
- Нормативы по метрологии
- Словарь определений НК
- Технологические карты по НК
- Полезные ссылки по НК
- Архив новостей
- Карта сайта
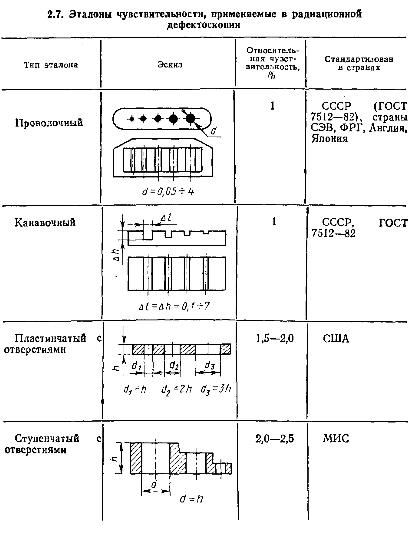
Чувствительность радиографического контроля
Чувствительность радиографического контроля – наименьший диаметр выявляемой на снимке проволоки проволочного эталона или наименьшая глубина выявляемой на снимке канавки канавочного эталона, или наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона.
Технология радиографического контроля
В зависимости от используемого вида излучения различают рентгено-, гамма- и бетатронную радиографию. Каждый из перечисленных методов имеет свою сферу использования. В частности, рентгенографию как наиболее чувствительный способ применяют преимущественно в цеховых и реже в полевых условиях в случаях, когда к контролю качества сварных соединений предъявляют наивысшие требования по чувствительности. Гаммаграфия доминирует при контроле качества сварных соединений, расположенных в труднодоступных местах, в полевых и монтажных условиях. Бетатронную радиографию используют при дефектоскопии сварных соединений большой толщины преимущественно в цеховых условиях.
При проведении радиографического контроля необходимо соблюдать условия, при которых обеспечивается максимально возможная чувствительность, т. е. условия при которых можно выявить минимальный дефект.
Чувствительность радиографического метода контроля зависит от следующих основных факторов: энергии первичного излучения, рассеянного излучения, плотности и толщины просвечиваемого материала, формы и места, расположения дефекта, величины фокусного расстояния и фокусного пятна рентгеновской трубки, типа рентгеновской пленки.
Ввиду сложности процессов ослабления энергии рентгеновского излучения при прохождении их через контролируемый металл и многообразия перечисленных факторов учесть одновременное воздействие их на чувствительность метода не представляется возможным. Целесообразно рассмотреть эти факторы в отдельности, оценивая влияние каждого из них на чувствительность метода к выявлению дефектов.
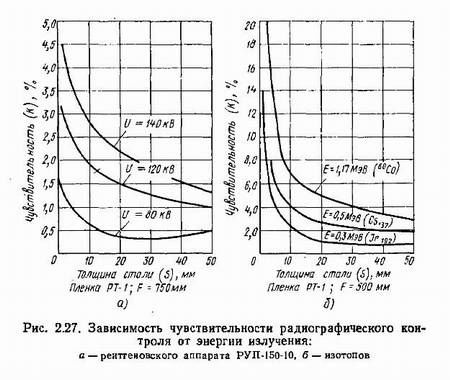
Энергия излучения. Из формулы для расчета абсолютной чувствительности видно, что чем больше коэффициент линейного ослабления .(цо). тем меньше размер дефекта, который удается обнаружить. В свою очередь, коэффициент цо зависит от энергии излучения источника. Получение рентгеновского излучения той или иной энергии достигается регулированием напряжения на рентгеновской трубке, энергия гамма-излучения обусловлена выбором соответствующего радиоактивного изотопа. Влияние энергии рентгеновского и гамма-излучений на чувствительность контроля показана на рис. 2.27, а, б. Как видно из графиков, чувствительность контроля стали одинаковой толщины тем выше, чем меньше энергия излучения.
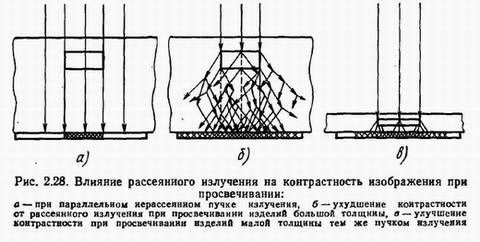
Рассеянное излучение в зависимости от энергии первичного излучения изменяет качество снимка, снижает контрастность и четкость изображения, а следовательно, и чувствительность самого метода. При отсутствии рассеяния дефект на пленке будет изображаться с четкими границами (рис. 2.28, а—в). Однако практически всегда имеет место рассеивание излучения, нарушающее четкость изображения. Вследствие этого явления дефекты малого размера становятся трудно различимыми (размыты границы изображения) и часто могут быть не выявлены совсем.
Рассеивание излучения всегда сильнее в толстостенных материалах (рис. 2.28, б), чем в тонкостенных, поэтому чувствительность метода значительно ухудшается с увеличением толщины просвечиваемого материала. Совершенно избавиться от рассеивания излучения нельзя. Уменьшить его можно применением специальных фильтров, представляющих собой тонкий слой оловянной (0,025 мм) или свинцовой (0,075—0,15 мм) фольги, расположенной либо между источником и контролируемым объектом, либо между пленкой и объектом. Рассеивание излучения можно уменьшить, сократив площадь облучения. Последнее достигается либо с помощью диафрагмы, помещаемой у источника излучения, либо с помощью свинцовой маски с отверстием, помещаемой над просвечиваемым объектом. Рассеивание уменьшается, если увеличить расстояние от контролируемого объекта до пленки.
Толщина материала. Чувствительность более сложным образом зависит от толщины контролируемого материала (рис. 2.29).
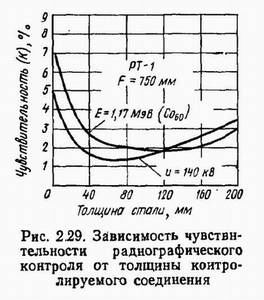
Вначале чувствительность возрастает вследствие того, что с увеличением толщины материала убывает эффективный коэффициент ослабления. Мягкие составляющие излучения ослабляются сильнее, чем жесткие, и в последующие слои попадает излучение, уже частично отфильтрованное в предыдущих слоях. По мере прохождения через вещество излучение становится все более жестким и при этом одновременно замедляется убывание коэффициента эффективного ослабления — он приближается к постоянному значению.
Для сравнительно больших толщин подъем кривой (ухудшение чувствительности) объясняется эффектом рассеяния. В конечном итоге ухудшение чувствительности из-за наличия рассеянного излучения определяет предел применяемости всего метода просвечивания материалов до определенной толщины (100—150 мм).
Форма дефектов и их ориентация в шве. Дефекты (непровары), имеющие прямолинейные грани, ориентированные параллельно направлению распространения излучения, выявляются значительно лучше из-за большой резкости изображения их границ (рис. 2.30, а), чем дефекты цилиндрической (шлаковые включения) или шаровой (поры) или другой формы (рис. 2.30, б, в).
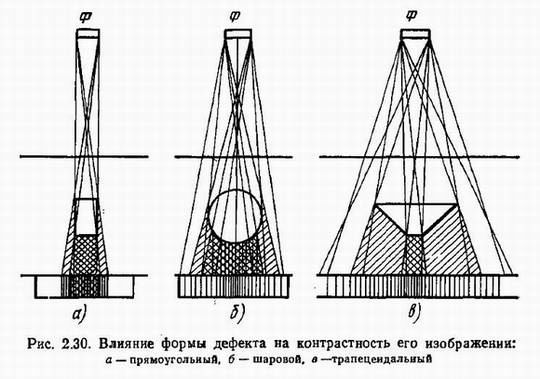
Действительно, непровар, как правило, имеет постоянную высоту (AS) по сечению падающего пучка излучения, тогда как у объемных дефектов эта высота переменная, поэтому плотность потемнения изображения в этом случае будет постепенно и равномерно снижаться от максимума, определяемого диаметром дефекта, до плотности потемнения всего^ поля пленки. Вследствие этого резкость изображения отсутствует, а следовательно, и контрастность снимка, воспринимаемая глазом, значительно ухудшается.
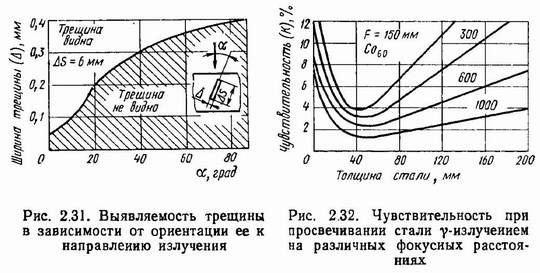
Чувствительность просвечивания при этом будет определяться шириной раскрытия, дефекта — (А). В практике очень часто встречаются дефекты, у которых ширина раскрытия (А) незначительна при достаточно большой высоте (AS). В этом случае на пленке проекция изображения дефекта не будет видна из-за малой разницы в плотностях потемнения пленки в дефектном и бездефектном местах. К подобным дефектам относят, например, трещины, стянутые непровары, несплавления по кромкам. Вероятность выявления подобных дефектов очень мала (35—40%). Расслоения в прокатанных листах, расположенные параллельно поверхности листов, как правило, просвечиванием не выявляются. По этой же причине слабо обнаруживаются несплавления по катетам шва в тавровых, угловых и нахлесточных соединениях.
Фокусное расстояние. Увеличение величины фокусного расстояния (рис. 2.32) аналогично энергии ослабления излучения делает его более мягким, вследствие чего улучшается чувствительность контроля. Следует заметить, что фокусное расстояние (F) связано с временем просвечивания (t) следующим соотношением: t/to= (F/Fq)2, где t — время просвечивания при выбранном фокусном расстоянии, см; to—время просвечивания при фокусном расстоянии FQ, см, взятом по номограмме. Из соотношения видно, что при увеличении фокусного расстояния резко возрастает время просвечивания. Чем меньше размер фокуса, тем более четкий рельеф изображения дефекта на снимке, тем меньше область полутени, тем выше чувствительность контроля (рис. 2.33).
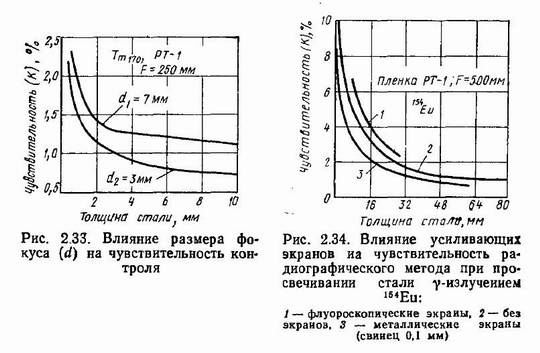
Усиливающие экраны. Из рис. 2.34 видно, что применение металлических экранов обеспечивает некоторое повышение чувствительности, обусловленное уменьшением воздействия вторичного излучения, источником которого является сам контролируемый материал. Рассеянное вторичное излучение уменьшает резкость и контрастность изображения объекта. Рассеянное излучение от тяжелых элементов, подобных свинцу, сравнительно невелико, они выполняют роль своеобразного фильтра, особенно для первичного излучения низких энергий.
Тип пленки. В зависимости от типа пленки, обусловленного размером зерна и реакцией к излучению, чувствительность радиографического контроля при прочих равных условиях (энергий излучения, рода и толщины материала) может изменяться от 0,5% (РТ-5) до 3% (РТ). Пленки, обеспечивающие лучшую чувствительность, имеют мелкозернистую структуру и слабую реакцию к излучению, но требуют большего времени для просвечивания.
С учетом изложенных факторов, влияющих на чувствительность контроля, кратко рассмотрим операции радиографического контроля на примере сварных соединений.

При радиографировании изделий соблюдают такую последовательность выполнения основных операций. Выбирают источник излучения, радиографическую пленку и определяют оптимальные режимы просвечивания, просвечивают объект, производят фотообработку снимков и их расшифровку, оформляют результаты контроля.
Выбор источника излучения обусловливается технической целесообразностью и экономической эффективностью. Основными факторами, определяющими выбор источника, являются заданная чувствительность, плотность и толщина материала контролируемого изделия, производительность контроля, конфигурация контролируемой детали, доступность ее для контроля и др.
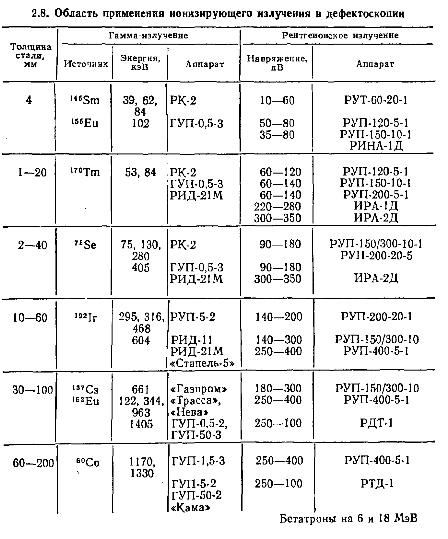
Например, при контроле изделий, в которых допускаются дефекты большого размера, наиболее целесообразно применять изотопы с высокой энергией, обеспечивающие малое время просвечивания. Для изделий ответственного назначения используют рентгеновское излучение и только как исключение — изотопы, имеющие по возможности наименьшую энергию излучения, например 1г (табл. 2.8).
Выбор радиографической пленки осуществляется по толщине и плотности материала просвечиваемого объекта, а также по требуемой производительности и заданной чувствительности контроля.
Пленку РТ-1 используют, главным образом, для контроля сварных соединений больших толщин, так как она обладает высокой контрастностью и чувствительностью к излучению. Универсальную экранную пленку РТ-2 применяют при просвечивании деталей различной толщины, при этом время просвечивания по сравнению с другими типами пленок наименьшее. Для контроля изделий из алюминиевых сплавов и сплавов черных металлов небольшой толщины можно использовать высококонтрастную пленку РТ-3 и РТ-4.
При дефектоскопии ответственных соединений применяют пленку РТ-5. Эта пленка обладает весьма высокой контрастностью, позволяет выявлять незначительные дефекты, хотя и имеет наименьшую чувствительность к излучению, что приводит к увеличению времени экспозиции при контроле. Ориентировочно выбор радиографической пленки целесообразно производить пономограммам (рис. 2.35).
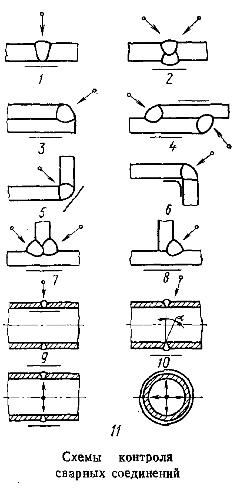
Для контроля сварных соединений различных типов выбирают одну из схем просвечивания, приведенных на рис. 2.36. Стыковые односторонние соединения без разделки кромок, а также с V-образной разделкой просвечивают, как правило, по нормали к плоскости свариваемых элементов (рис. 2.36, схема 1).
Швы, выполненные двусторонней сваркой с К-образной разделкой кромок, наиболее целесообразно просвечивать по схеме 2 с применением в ряде случаев двух экспозиций. В этом случае направление центрального луча должно совпадать с линией разделки кромок. Допускается просвечивать эти швы также и по схеме 1 .
При контроле швов нахлесточных, угловых и тавровых соединений центральный луч направляют, как правило, под углом 45° к плоскости листа (схемы 3, 4, 5, 6, 7, 8). Трубы большого диаметра (>200 мм) просвечивают через одну стенку, а источник излучения устанавливают снаружи или внутри изделий с направлением оси рабочего пучка перпендикулярно шву (схемы 9, 11).
При просвечивании через две стенки сварных соединений труб малого диаметра, чтобы избежать наложения изображения участка шва, обращенного к источнику излучения, на изображение участка шва, обращенного к пленке, источник сдвигают от плоскости сварного соединения (схема 10) на угол до 20—25°.
При выборе схемы просвечивания необходимо помнить, что непровары и трещины могут быть выявлены лишь в том случае, если плоскости их раскрытия близки к направлению просвечивания (0 — 10°), а их раскрытие не менее 0,05 мм.
При контроле кольцевых сварных соединений труб часто применяют панорамную схему просвечивания (схема при которой источник с панорамным излучением устанавливают внутри трубы на ее оси и соединение просвечивают за одну экспозицию. Условие применения этой схемы просвечивания следующее: размер активной части Ф источника излучения, при котором возможно его использование для контроля сварного шва панорамным способом, определяют по формуле Ф^ ^(и—R)/(r—1), где и — максимально допустимая величина геометрической нерезкости изображения дефектов на снимке, задаваемая, как правило, действующей документацией по контролю, мм; # — внешний радиус контролируемого соединения, мм; г -т- внутренний радиус контролируемого соединения, мм.
После выбора схемы просвечивания устанавливают величину фокусного расстояния (F). С увеличением фокусного расстояния несколько увеличивается чувствительность метода, но возрастает (пропорционально квадрату расстояния) время экспозиции.
Фокусное расстояние выбирают в зависимости от схемы просвечивания, толщины материала и размеров активной части (фокусного пятна) источника излучения. Например, для схем (см. рис. 2.36) фокусное расстояние должно быть F^ ^(Ф1и+\) (S+H), где 5 — толщина сварного соединения в направлении просвечивания, мм; Н — расстояние от пленки до обращенной к пленке поверхности — изделия. Обычно фокусное расстояние выбирают в диапазоне от 300 до 750 мм.
Время экспозиции и длина контролируемого за одну экспозицию участка при контроле по приведенным выше схемам должны быть такими, чтобы: плотность почернения изображения контролируемого участка шва, околошовной зоны и эталонов чувствительности была не менее 1,0 и не более 3,0 единиц оптической плотности; уменьшение плотности почернения любого участка сварного шва на снимке по сравнению с плотностью почернения в месте, установки эталона чувствительности было не более 0,4 — 0,6 единиц оптической плотности в зависимости от коэффициента контрастности пленки, но нигде плотность почернения не должна быть менее 1,5 единиц; искажение изображения дефектов на краях снимка по отношений) к изображениям их в его центре не превышало 10% для прямолинейных и 25% для криволинейных участков, и Обычно длина прямолинейных и близких к прямолинейным участков, контролируемых за одну экспозицию, должна быть не более /^0,8/, где / — расстояние от источника излучения до поверхности контролируемого участка.
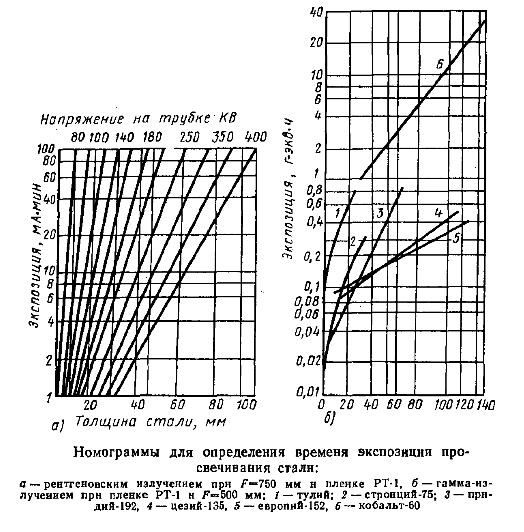
Подбор экспозиции при просвечивании изделий производят по номограммам (рис. 2.37), а уточняют ее с помощью пробных снимков. Экспозиция рентгеновского излучения выражается как произведение тока трубки на время; гамма-излучения — как произведение активности источника излучения, выраженной в гамма-эквиваленте радия, на время. Номограммы даются для определенного типа пленки, фокусного расстояния и источника излучения.
Подготовка контролируемого объекта к просвечиванию заключается в тщательном осмотре и при необходимости в очистке объекта от шлака, грязи и других загрязнений. Наружные дефекты необходимо удалить, так как их изображение на снимках может затемнить изображение внутренних дефектов. Сварное соединение разбивают на участки контроля, которые маркируют, с тем чтобы после просвечивания можно было точно указать расположение выявленных внутренних дефектов. Кассеты для радиографические пленки, заряжаемые в них, должны маркироваться в том же порядке, что и соответствующие участки контроля. Выбранную пленку заряжают в кассету, после чего кассету укрепляют на изделии, а со стороны источника излучения устанавливают эталон чувствительности. В тех случаях, когда его невозможно так установить, например при просвечивании труб через две стенки, разрешается располагать эталон со стороны детектора (кассеты с пленкой).
После выполнения перечисленных операций и обеспечения безопасных условий работы приступают к просвечиванию изделия. При этом источник излучения необходимо установить таким образом, чтобы во время просвечивания он не мог вибрировать или сдвинуться с места, иначе изображение на пленке окажется размытым. По истечении времени просвечивания кассеты с пленкой снимают, и экспонированную пленку подвергают фотообработке. Процесс фотообработки пленки включает следующие операции: проявление, промежуточную промывку, фиксирование изображения, промывку в непроточной воде, окончательную промывку и сушку пленки. При проявлении происходит восстановление кристаллов бромистого серебра в металлическое серебро. Пленку проявляют в специальном растворе — проявителе. Время проявления указано на упаковках пленки и раствора. После проявления пленку ополаскивают в кювете с водой. Такая промежуточная промывка предотвращает попадание проявителя в фиксирующий раствор — фиксаж. В фиксаже растворяются непроявленные зерна бромистого серебра, а восстановленное металлическое серебро не претерпевает изменений.
После фиксирования необходимо производить промывку пленки в непроточной воде с последующим извлечением и сбором серебра. Затем пленку промывают в ванне с проточной водой в течение 20—30 мин для удаления оставшихся после фиксирования химических реактивов. После промывки пленки ее сушат 3—4 ч. Температура сушки не должна превышать 35 °С.
Расшифровка снимков — наиболее ответственный этап в проведении работ по фотообработке. Задача расшифровщика заключается в выявлении дефектов, установлении их ви¬дов и размеров. Расшифровку радиограмм производят в проходящем свете на неготоскопе — устройстве, в котором имеются закрытые молочным или матовым стеклом осветительные лампы для создания равномерно рассеянного светового потока. Помещение для расшифровки затемняют, чтобы поверхность пленки не отражала падающий свет. Современные неготоскопы обеспечивают регулирование яркости освещенного поля н его размеров. Если освещенность неготоскопа не регулируется, то при слишком ярком свете могут быть пропущены мелкие дефекты с незначительными изменениями оптической плотности почернения пленки. Расшифровка радиограмм состоит из трех основных этапов: оценки качества изображения, анализа изображения и отыскания на нем дефектов и составления заключения о качестве изделия. Качество изображения в первую очередь оценивают сточки зрения отсутствия на нем дефектов, вызванных неправильной фотообработкой или неаккуратным обращением с пленкой: радиограмма не должна иметь пятен, полос, загрязнений и повреждений эмульсионного слоя, затрудняющих расшифровку.
Затем оценивают оптическую плотность, которая в соответствии с ГОСТ 7512—82 должна составлять 1,4—4; проверяют, видны ли элементы эталона чувствительности, гарантирующие выявление недопустимых дефектов; есть ли на снимке изображение маркировочных знаков. Оптическую плотность измеряют на денситометрах или на микрофотометрах.
Заключение о качестве проконтролированного сварного соединения дается в соответствии с техническими условиями (ТУ) на изготовление и приемку изделия. Причем оценку качества изделия производят только по сухому снимку, если он отвечает следующим требованиям (ГОСТ 7512—82): на рентгенограмме четко видно изображение сварного соединения с усилением шва по всей длине снимка; на снимке нет пятен, царапин, отпечатков пальцев, потеков от плохой промывки пленки.
Глава 3 Контроль качества без разрушения сварных соединений 3.2 Радиографическая дефектоскопия 3.2.1 Физические основы радиографической дефектоскопии
Выявление внутренних дефектов основано на способности рентгеновских лучей и гамма-излучения проникать через различные материалы и поглощаться в них в разной степени в зависимости от толщины и вида материала, а также энергии излучения.
Для обнаружения внутренних дефектов в сварных швах по одну сторону контролируемого сварного соединения 3 (рис. 3.9, а) устанавливают источник 1 излучения — рентгеновскую трубку или радиоактивный изотоп, а по другую — детектор 4, регистрирующий излучение, прошедшее через дефект 2. В качестве детектора могут использоваться рентгеновская пленка, электронно- оптический преобразователь, ксерорадиографическая пластина, фотобумага и т.д. Излучение от источника, проходя через сварное соединение, на дефектном и бездефектном его участках будет поглощаться по-разному и поступать в детектор с неодинаковой интенсивностью.
При прохождении через дефектные участки, содержащие газ или неметаллические включения, излучение ослабляется меньше, чем в сплошном металле. Разность интенсивностей излучения регистрируется детектором. Например, на уровне дефектного участка, где интенсивность I прошедшего излучения наибольшая (рис. 3.9, б), рентгеновская пленка, используемая в качестве детектора, потемнеет сильнее.
Применение рентгеновской пленки лежит в основе радиографического метода дефектоскопии — наиболее распространенного из всех известных методов радиационного контроля.

Рис. 3.9. Схема просвечивания сварного соединения (а) и распределение интенсивности излучения I, прошедшего через него (б): 1 — источник излучения; 2 — дефект; 3 — контролируемое соединение; 4 — детектор
Однако не всегда и не при любых условиях с помощью пленки можно обнаружить все возможные дефекты, находящиеся внутри просвечиваемого объекта. Существуют минимальные размеры выявляемых дефектов, характеризующие предельную чувствительность данного метода.
В радиографии различают два вида чувствительности. В соответствии с ГОСТ 7512 — 82 абсолютная чувствительность определяется минимальным размером выявляемого дефекта, или эталона чувствительности в направлении просвечивания. Относительная чувствительность характеризуется отношением минимального размера ∆S выявляемого дефекта в направлении просвечивания к толщине S контролируемого соединения и выражается в процентах:
Чувствительность радиографического метода контроля зависит от энергии первичного и рассеянного излучений, плотности и толщины просвечиваемого материала, формы и места расположения дефекта, а также от фокусного расстояния, размера и фокусного пятна рентгеновской трубки и типа рентгеновской пленки.
Ввиду сложности процесса ослабления энергии рентгеновских лучей и γ-излучения при их прохождении через контролируемый металл и многообразия факторов, от которых зависит чувствительность данного метода контроля, учесть одновременное воздействие всех факторов не представляется возможным. Следовательно, целесообразно оценить влияние на чувствительность радиографического метода выявления дефектов каждого из этих факторов.
Энергия излучения. Влияние энергии рентгеновских лучей и γ-излучения на относительную чувствительность радиографического метода иллюстрируют зависимости, приведенные на рис. 3.10, из которых видно, что чувствительность при контроле стали одинаковой толщины тем выше, чем меньше энергия излучения.

Рис. 3.10. Зависимости относительной чувствительности W радиографического метода контроля от толщины S стали при разных напряжениях U на рентгеновской трубке аппарата РУП-150-10 и толщине регистрирующей пленки РТ-1 S п = 750 мм (а) и при разных энергиях Е γ-излучения радиоактивных изотопов и толщине пленки S п = 500 мм (б): 1, 2, 3 — соответственно U = 80; 120 и 140 кВ; 4 — Е = 0,3 МэВ ( 192 Ir); 5 — Е = = 0,5 МэВ ( 137 Cs); 6 — Е = 1,17 МэВ ( 60 Со)
Рассеянное первичное излучение по сравнению с нерассеянным снижает качество снимка (контрастность, четкость изображения) и чувствительность данного метода дефектоскопии. При отсутствии рассеяния изображение дефекта на пленке имеет четкие границы (рис. 3.11, а). Однако почти всегда имеется рассеяние излучения, размывающее границы изображения (рис. 3.11, б), вследствие чего дефекты малого размера становятся трудноразличимыми и часто не могут быть выявлены вообще. При этом всегда рассеяние излучения в толстом слое материала сильнее, чем в тонком (рис. 3.11, в). Следовательно, чувствительность радиографического метода значительно снижается при увеличении толщины просвечиваемого материала.

Рис. 3.11. Схемы формирования изображений на пленке дефектов при отсутствии рассеяния излучения в толстых деталях (а) и при наличии рассеяния в толстых (б) и тонких (в) деталях
Полностью устранить рассеяние излучения нельзя, но его можно уменьшить применением специальных фильтров, представляющих собой тонкий слой (0,025 мм) оловянной или свинцовой (0,075 … 0,150 мм) фольги. Такие фильтры устанавливают либо между источником излучения и контролируемым объектом, либо между пленкой и объектом. Рассеяние также можно уменьшить, сократив площадь облучаемой поверхности, что достигается с помощью диафрагмы, помещаемой у источника излучения, или свинцовой маски с отверстием, устанавливаемой над просвечиваемым объектом. Рассеяние снижается и при увеличении расстояния от контролируемого объекта до пленки.
Толщина материала. Рассмотрим влияние толщины контролируемого материала на чувствительность радиографического метода.
При контроле материалов толщиной до 3 мм «мягкие» составляющие излучения ослабляются незначительно, что способствует снижению четкости изображения дефекта и чувствительности метода.
С увеличением толщины материала убывает эффективный коэффициент ослабления излучения. «Мягкие» составляющие излучения ослабляются сильнее, чем «жесткие», и в последующие слои поступает излучение, частично отфильтрованное в предыдущих слоях. По мере прохождения через вещество излучение становится все более «жестким», и одновременно с этим замедляется убывание эффективного коэффициента ослабления — он приближается к постоянному значению. Снижение чувствительности данного метода при сравнительно большой толщине материала обусловлено рассеянием излучения, и в конечном счете именно этот эффект ограничивает его применимость значениями толщины материалов 100 … 150 мм.
Формы дефектов и их ориентация в шве. Дефекты (непровары), имеющие прямолинейные грани, ориентированные параллельно направлению распространения излучения, выявляются более четко вследствие высокой резкости изображения их границ (рис. 3.12, а) в отличие от дефектов шаровой формы, таких как поры (рис. 3.12, б) цилиндрической (шлаковые включения) или какой-либо другой формы (рис. 3.12, в). Действительно, непровар имеет постоянную высоту в направлении распространения излучения, тогда как высота других дефектов изменяется в этом направлении, а, следовательно, оптическая плотность изображения таких дефектов равномерно снижается от максимума, определяемого их поперечными размерами, до оптической плотности всего поля пленки. Вследствие такого эффекта изображение становится нерезким, и контрастность снимка, воспринимаемая глазом, значительно ухудшается.

Рис. 3.12. Схемы формирования изображений на пленке дефектов, имеющих сечения прямоугольной (а), круглой (б) и трапецеидальной (в) формы: 1 — источник излучения; 2 — усиливающий экран; 3 — дефект
Наилучшие возможности для выявления дефекта реализуются при прохождении излучения вдоль этого дефекта, т.е. когда угол α (рис. 3.13) равен нулю. Если дефект располагается под некоторым углом к направлению распространения излучения, то оно проходит не всю его высоту, а только определенную ее часть.
Чувствительность просвечивания при этом зависит от ширины, а дефекта.
На практике часто встречаются дефекты, которые при довольно большой высоте имеют незначительную ширину. В этом случае проекция дефекта не будет видна на пленке из-за малой разницы оптических плотностей изображений дефектного и бездефектного участков. К подобным дефектам относятся, например, трещины, непровары и несплавления кромок.

Рис. 3.13. Зависимость возможности выявления трещины шириной а и длиной 6 мм от угла α ее отклонения от направления распространения излучения

Рис. 3.14. Влияние толщины S про- свечиваемой стали и фокусного расстояния F рентгеновской трубки
[материал анода — (60Со)] на относительную чувствительность W рентгенографического метода: 1 — F = 150 мм;
2 — F = 300 мм; 3 —F = 600 мм; 4 — F = 1 000 мм
Вероятность их выявления очень мала (35 … 40 %). Расслоения в прокатанных листах, расположенные параллельно их поверхности, просвечиванием, как правило, не выявляются. Плохо обнаруживаются несплавления по катетам швов в тавровых, угловых и нахлесточных соединениях.
Фокусное расстояние. При уменьшении фокусного расстояния рентгеновской трубки (рис. 3.14) излучение, как и при уменьшении энергии, ставится более «мягким», вследствие чего повышается чувствительность данного метода контроля дефектов. Следует отметить, что продолжительность просвечивания t связана с фокусным расстоянием F следующим соотношением:
где t0 — продолжительность просвечивания при фокусном расстоянии F0.
Согласно этому соотношению при увеличении фокусного расстояния существенно возрастает продолжительность просвечивания, т.е. чем меньше фокусное расстояние, тем более четкий рельеф дефекта наблюдается на снимке, меньше область полутени и выше чувствительность метода.
Применение металлических усиливающих экранов, уменьшающих воздействие вторичного излучения, источником которого является сам контролируемый материал, также обеспечивает некоторое повышение чувствительности метода. Рассеянное вторичное излучение снижает резкость и контрастность изображения объекта.
Тип рентгеновской пленки. В зависимости от типа пленки, определяемого размером зерен ее структуры, чувствительность радиографического метода контроля при прочих равных условиях (энергия излучения, вид и толщина материала) может изменяться от 0,5 (РТ-5) до 3 % (РТ-2). Пленки, обеспечивающие повышенную чувствительность этого метода, имеют мелкозернистую структуру и требуют более продолжительного экспонирования.
З 2011 року «УКРІНТЕХ» успішно працює і розвивається в області контролю якості матеріалів та промислових виробів.
По какой толщине определяется чувствительность радиографического контроля
неразрушающий контроль
номерам мобильных телефонов сотрудников.
Товары
- Визуальный контроль
- Ультразвуковой контроль
- Радиографический контроль
- Цифровая радиография
- Рентгеновские аппараты
- Рентгеновская пленка FUJI
- Рентгеновская пленка Kodak
- Рентгеновская пленка Agfa
- Проявочные машины DUERR
- Проявочные машины AGFA
- Проявочные машины FUJI
- Усиливающие экраны
- Негатоскопы
- Принадлежности для р/контроля
- Учебные плакаты по радиографическому контролю
Услуги
- Аттестация лабораторий НК
- Аттестация персонала НК
- Поверка средств измерений
- Учебный центр
- Услуги по контролю
- Экспертиза промбезопасности
- Реверс-инжиниринг
- Аренда приборов НК
- Разработка систем контроля
- Разработка методик
Полезная информация
- Онлайн-тестирование по методам НК
- Материалы для учащихся
- Статьи по неразрушающему контролю
- ГОСТы по неразрушающему контролю
- Нормативы атомной отрасли
- Руководящие документы (РД)
- Документы для аттестации
- Европейские стандарты — EN
- Международные стандарты — ISO
- Отраслевые нормативы
- Отраслевые средства НК
- Руководства по эксплуатации
- Нормативы по метрологии
- Словарь определений НК
- Технологические карты по НК
- Полезные ссылки по НК
- Архив новостей
- Карта сайта
Радиографический контроль
Радиографический контроль (РК) основан на зависимости интенсивности рентгеновского (гамма) излучения, прошедшего через облучаемое изделие, от материала поглотителя и его толщины. Если контролируемый объект имеет дефекты, то излучение поглощается неравномерно и, регистрируя его распределение на выходе, можно судить о внутреннем строении объекта контроля.
Радиографический контроль применяют для выявления в сварных соединениях трещин, непроваров, пор, инородных включений (вольфрамовых, шлаковых), а также для выявления недоступных для внешнего осмотра подрезов, выпуклости и вогнутости корня шва, превышения проплава.
Минимальный размер дефекта, который может быть обнаружен радиографическим методом, зависит от его формы и местонахождения. Лучше всего выявляются дефекты, имеющие протяженность вдоль пучка проникающего излучения. Изображение на снимке границ таких дефектов получается более резким, чем дефектов, имеющих криволинейную форму. Если дефект расположен под углом к направлению просвечивания, то чувствительность радиационного метода ухудшается и зависит от величины раскрытия дефекта и угла между направлением просвечивания и направлением дефекта. Экспериментально установлено, что дефекты с малым раскрытием (трещины) не выявляются, если угол пучка излучения по отношению к оси трещины больше 7°.
Радиографический контроль не выявляет следующие виды дефектов:
- если их протяжность в направлении просвечивания менее удвоенного значения абсолютной чувствительности контроля;
- трещин и непроваров с раскрытием менее 0,1 мм, если толщина просвечиваемого материала до 40 мм, 0,2 мм – при толщине материала от 40 до 100 мм, 0,3 мм – при толщине материала от 100 до 150 мм;
- трещин и непроваров, плоскость раскрытия которых не совпадает с направлением просвечивания;
- если изображение несплошностей и включений совпадает на радиографическом снимке с изображением посторонних деталей, острых углов или резких перепадов толщин свариваемых элементов.
Допустимые размеры дефектов в контролируемых объектах указывают в чертежах, технических условиях, правилах контроля или другой нормативно-технической документации. При отсутствии НТД, допустимые несплошности и включения могут быть определены по ГОСТ 23055-78 «Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля».
Принципы радиографического контроля (видео ИКБ Градиент)
Источники излучения (рентгеновские аппараты) выбирают в зависимости от толщины контролируемого металла и необходимой чувствительности, определяемой в ТУ на контроль конкретного изделия. Для получения четкой проекции дефекта источник излучения должен иметь малый размер фокусного пятна и находиться на достаточном расстоянии от контролируемого изделия.
Чувствительность радиографического контроля зависит от следующих факторов:
- геометрических условий просвечивания (величина фокусного пятна рентгеновской трубки; расстояние от фокусного пятна трубки до детали, от детали до плёнки);
- формы дефекта и его расположения относительно направления просвечивания;
- жесткости рентгеновских лучей, толщины и плотности просвечиваемого материала;
- характеристики плёнки и правильности ее фотообработки после экспонирования;
- применения усиливающих экранов.
Чувствительность РК в значительной степени определяется контрастностью снимка и резкостью изображения. Контрастность снимка определяется как разность между значениями оптической плотности двух соседних участков снимка. Контрастность изображения определяется двумя факторами: контрастностью объекта и детектора (как правило радиографической плёнки). Контрастность объекта прямо пропорциональна разнице плотности ρ и атомного номера Z дефектных и бездефектных мест изделия и обратно пропорциональна энергии излучения. Контрастность радиографической плёнки характеризуется изменением плотности почернения при воздействии на нее различных экспозиционных доз излучения.
Резкость изображения на снимке характеризуется скачкообразным переходом от одной плотности почернения к другой на краю изображения. Чем уже переход от светлых участков к темным, тем больше различаемость контуров, тем больше резкость. Резкий снимок определяется хорошо выявленными очертаниями (контуром) просвечиваемого объекта и дефектов в материале, что обеспечивает высокую выявляемость этих дефектов. Чем шире переход от светлых участков к темным, тем больше размытость контуров и тем меньше резкость изображения, следовательно, хуже выявляемость дефектов.
Разрешающая способность радиографической плёнки определяет возможность раздельно регистрировать близко расположенные дефектные и бездефектные участки контролируемого изделия и характеризуется количеством раздельно различимых штриховых линий одинаковой толщины на длине 1 мм. Мелкозернистые плёнки имеют более высокую разрешающую способность по сравнению с крупнозернистыми плёнками. На практике чувствительность радиографического контроля характеризуется минимальным лучевым (в направлении просвечивания) размером выявленного эталонного дефекта (проволочки, канавки, отверстия) и выражается в абсолютных или относительных единицах. Чувствительность зависит от радиографической контрастности контролируемого объекта и от коэффициента контрастности детектора излучения.
Влияние геометрии просвечивания на качество снимка. Схемы радиографического контроля следует выбирать с учетом наилучшего выявления на радиографическом снимке возможных дефектов. Основные схемы контроля сварных соединений радиографическим методом приведены в ГОСТ 7512-82. Проведенный анализ показывает, что выявляемость дефектов при радиографическом контроле зависит от многих причин. В следующей таблице содержится информация о комплексе факторов, влияющих на чувствительность радиационного контроля.
Основными типами регистраторов рентгеновского излучения в НК являются рентгеновская пленка и набирающие популярность фосфорные пластины используемые в компьютерной радиографии. Существуют и другие детекторы рентгеновского излучения, их подробная классификация представлена в статье.
На сегодняшний день, в России, радиографический контроль чаще всего проводят с использованием пленки. В настоящее время в РФ нет стандартов по классификации и методам испытаний радиографических пленок. Одна из классификаций приведена в европейском стандарте EN 584-1 «Стандарт по классификации промышленной рентгеновской пленки и ее использования в радиографическом моделировании». Выбор конкретного типа пленки, зависит от толщины и плотности материала ОК, а также по требуемой производительности и чувствительности. Рекомендуемые типы плёнок обычно приводятся в руководящих документах, методических инструкциях и технологических картах на объекты контроля.
Крупнозернистые низкоконтрастные плёнки в основном применяются для контроля толстостенных изделий, в которых, как правило, предельно допустимые дефекты имеют большие размеры. Время нормальной экспозиции при использовании крупнозернистых плёнок существенно меньше, чем при использовании мелкозернистых высококонтрастных плёнок используемых для выявления мелких дефектов в деталях из легких сплавов и стали небольшой толщины.
Высококонтрастные пленки требуют больших экспозиций, что существенно снижает производительность контроля. Время экспозиции при работе с такими плёнками можно сократить, используя свинцовые и флуоресцирующие экраны. Коэффициент усиления свинцовых экранов находится в пределах 1,5-3,0, флуоресцирующих – 20-30. Под коэффициентом усиления экранов понимается величина, показывающая, во сколько раз уменьшается экспозиция просвечивания при использовании данного экрана.
В настоящее время так же применяют флуорометаллические усиливающие экраны, выполненные в виде свинцовой подложки с нанесенным на нее слоем люминофора. Эти экраны имеют больший коэффициент усиления, чем металлические, и обеспечивают лучшую чувствительность, чем флуоресцирующие экраны.
В практике радиографии часто применяют комбинацию из усиливающих экранов (в виде заднего и переднего экранов), между которыми размещают радиографическую плёнку. Применение заднего металлического экрана вместе с увеличением коэффициента усиления уменьшает влияние рассеянного излучения. Толщину металлических экранов, а также материал люминофора выбирают с учетом энергии рентгеновских или гамма лучей. Из-за снижения разрешающей способности радиографических снимков, получаемых с использованием флуоресцирующих экранов, применение последних не разрешается при РГК высокоответственных сварных швов, например, в атомной энергетике.
Альтернативой радиографическому контролю с использованием рентгеновской пленки является компьютерная радиография с использованием запоминающих пластин, основанная на способности некоторых люминофоров накапливать скрытое изображение, формирующееся под воздействием рентгеновского или гамма излучения. После экспонирования специальный сканер считывает пластину лазерным пучком. Процесс считывания сопровождается эмиссией видимого света, этот свет собирается фотоприемником и конвертируется в цифровое изображение. Статью посвященную сопоставлению выявляемости дефектов с использованием пленки и системы компьютерной радиографии можно найти здесь. Смотрите так же статью Компьютерная радиография – оборудование и стандарты.
Программа для определения параметров радиографического контроля
РК может проводиться промышленными рентгеновскими аппаратами или гамма — дефектоскопами. Выбор конкретного источника излучений проводится в зависимости от просвечиваемой толщины и материала ОК, а так же от заданного класса чувствительности и геометрии просвечивания.
К преимуществам рентгеновских дефектоскопов постоянного действия можно отнести: более высокую мощность и возможность ее регулировки, долговечность, и как правило, более резкое и контрастное изображение. Из недостатков стоит выделить высокую стоимость, большие габариты и большую опасность для персонала.
Несмотря на то что контроль сварных соединений рекомендуется проводить именно рентгеновскими аппаратами, которые по сравнению с гамма — дефектоскопами позволяют обеспечить более высокое качество радиографических снимков, у гамма дефектоскопов так же есть ряд достоинств, среди которых низкая стоимость, меньшие габариты и малый оптический фокус. Основными недостатками являются невозможность регулировки мощности, меньшая контрастность, постепенное затухание активности источника и необходимость его замены.
Гамма — дефектоскопы обычно применяют когда нет возможности использовать рентгеновские аппараты постоянного действия, обычно при контроле небольших толщин, при отсутствии источников питания, и при контроле труднодоступных мест. Основные технические характеристики рентгеновских аппаратов и гамма дефектоскопов содержатся здесь.
Оценку качества сварного соединения по результатам радиографического контроля следует проводить в соответствии с действующей нормативно-технической документацией на контролируемое изделие. При расшифровке снимков определяют вид, размеры и количество обнаруженных на снимке дефектов сварного соединения и околошовной зоны по ГОСТ 23055-78.
Снимок пригоден для оценки качества сварного соединения, если он удовлетворяет следующим требованиям:
- снимок не должен иметь пятен, полос, загрязнений и механических повреждений эмульсионного слоя плёнки, затрудняющих его расшифровку;
- снимок должен иметь чёткое изображение сварного соединения, маркировочных и ограничительных знаков и эталона чувствительности;
- чувствительность контроля должна соответствовать требованиям нормативной документации;
- оптическая плотность изображения контролируемого участка сварного соединения должна быть в пределах 1,5–3,5;
- уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью изображения эталона чувствительности не должно превышать 1,0.
В процессе радиографического неразрушающего контроля используется ряд принадлежностей, среди которых трафареты, шаблоны, эталоны чувствительности, маркировочные знаки, мерные пояса, магнитные прижимы, рамки, кассеты, фонари и т.д. Перечень необходимых принадлежностей содержится здесь.
Помимо чисто технических требований предъявляемых к процессу РК, существует и установленный порядок организации работ. Так радиографический контроль на опасных производственных объектах требует обязательной аттестации лаборатории в соответствии с СДАНК-01-2020 «Правила аттестации и основные требования к лабораториям неразрушающего контроля». Требования, предъявляемые к работникам выполняющим радиографический контроль, должны соответствовать «Правилам аттестации персонала в области неразрушающего контроля» СДАНК-02-2020.
Радиографический контроль проводится звеном, состоящим минимум из двух дефектоскопистов, каждый из которых должен иметь документ на право проведения работ. Руководитель звена должен иметь второй или третий уровень квалификации по радиографическому контролю. Для контроля изделий, поднадзорных Ростехнадзору РФ, должна быть разработана технологическая карта которая должна содержать: перечень используемого оборудования и материалов, последовательность контроля, схему просвечивания, требования к чувствительности контроля, нормы контроля, схемы зарядки кассет и т.д. Пример технологической карты по радиографическому контролю содержится здесь.
Работы, связанные с использованием источников ионизирующих излучений, подлежат лицензированию. Чтобы получить разрешение на право проведения этих работ, необходимо обеспечить условия безопасной эксплуатации источников излучения и получить соответствующее разрешение. Основные нормативные документы, содержащие требования к проведения неразрушающего контроля радиографическим методом содержатся в разделе Полезная информация.
Купить оборудование для радиографического контроля можно по цене, указанной в прайс-листе. Цена оборудования указана с учетом НДС. Смотрите также разделы: Визуальный и измерительный контроль, Ультразвуковой контроль, Капиллярный контроль.
Купить оборудование и заказать услуги по радиографическому контролю можно в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов, Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и других городах, кроме того, в Республике Крым. А так же Республики Казахстан, Белоруссия и другие страны СНГ.