Выбираем сварочные электроды: виды и назначение
Сварка металлов — это основной метод соединения металлических деталей в строительстве, машиностроении, производстве судов и транспортных средств. Она применяется практически во всех сферах промышленного производства и в быту. Главный расходный материал, от которого зависит качество соединений — сварочный электрод.
Возможно Вам нужно:

Электроды АНО-4, d=3,25 мм СпецЭлектрод (5 кг)

Электроды МР-3, d=4,0 мм СпецЭлектрод (5 кг)

Электроды УОНИ-13/55, d=4,0 мм СпецЭлектрод (5 кг)
Виды и назначение сварочных электродов
С помощью сварки можно:
- соединять металлические детали;
- изготавливать металлические конструкции любых размеров;
- резать металл;
- устранять трещины;
- прорезать круглые и фасонные отверстия;
- наплавлять металл для восстановления мест износа;
- выполнять ремонт и другие виды работ.

Промышленность производит множество видов электродов, их около двух сотен. Каждый из них наиболее эффективен в ограниченных рамках характеристик этих работ, поэтому выбор электродов для сварки является весьма ответственным этапом. Делать его следует после тщательного изучения темы либо с помощью специалистов.
Критериями выбора электродов служат конструктивные параметры, характеристики и назначение, указываемое производителем изделий. Основными из них являются:
- марка электрода;
- назначение;
- диаметр сердечника;
- тип обмазки электрода;
- длина электрода;
- величина рабочей силы тока;
- род тока и полярность подключения;
- состав центрального стержня;
- положение сварки;
- особые технологические характеристики процесса сварки.
Назначение
В марке электрода, как правило, зашифровано его назначение. Например, изделия типов:

- УОНИ — предназначены для сварки деталей при низких температурах;
- АНО-21 — для выполнения работ с тонкими (до 4 мм) деталями, эксплуатируемых под небольшими давлениями;
- МР-3С — для сварки деталей из проката и среднеуглеродистых сталей толщиной до 20 мм;
- ЛЭЗ — для наплавки изношенных деталей;
- недорогие электроды ОЗС-12 универсального применения рекомендованы для сваривания углеродистых сталей, отличаются простотой применения;
- рутиловые изделия марки АНО-4 применяют для сварки низколегированных и низкоуглеродных сталей; работают и на постоянном, и на переменном токах; хорошо варят загрязнённый ржавчиной металл, обладают устойчивым горением дуги, легко очищаются от шлака.
Специалисты различают электроды для сварки, прихватки, наплавки и резки. Большим спросом пользуются универсальные изделия, с которые экономится много времени при выполнении разнородных работ.
Диаметр
Выбор диаметра электрода (сердечника) определяется толщиной свариваемых деталей и величиной максимального тока применяемого сварочного аппарата. Чем они выше, тем более толстыми могут быть соединяемые элементы.
Все три параметра находятся в зависимости друг от друга. Их значения указаны в специальных таблицах, которыми удобно пользоваться перед работой и закупкой электродов. Так, для деталей толщиной 3-4 мм нужно использовать электроды диаметром 3 мм с регулировкой рабочего тока в пределах 80-160 А.

Обмазка электродов
Обмазка сердечника — это твёрдый состав, своеобразный флюс, предназначенный для защиты металла расплава от вредного воздействия кислорода, при попадании которого в жидкий металл образуются окислы, ухудшающие качество соединения.
Другая функция обмазки — термоизоляция расплава для задержки времени затвердевания (чтобы из него успели выйти вредные газовые и неметаллические включения). В современных электродах используют несколько видов обмазки. Главными являются основная (в маркировке электродов обозначается буквой «Б») и рутиловая (буква «Р»).
Основная обмазка
Известно, что в её состав входят соли кальция — карбонат и фторид. Её преимуществом считается небольшое содержание водорода. Характерными представителями электродов с основной обмазкой являются изделия УОНИ. Их покрытие обеспечивает получение высококачественного шва – как по внешнему виду, так и по техническим показателям: пластичности, прочности, ударной вязкости.
Электроды не образуют внутри шва кристаллические трещины, поэтому рекомендуются специалистами для ответственных сварочных операций и для изделий, эксплуатируемых в суровых климатических условиях. Их можно применять при сварке в любом положении, кроме вертикального.
Рутиловая обмазка
Рутил — это диоксид титана. Кроме него, в обмазке присутствуют кремний и кислород.
Рутиловое покрытие характеризуется следующими свойствами:
- образование качественного шва при любом пространственном положении электрода;
- стабильное горение дуги;
- минимальное разбрызгивание расплава и обмазки;
- возможность сварки как на постоянном, так и на переменном токах;
- возможность сварки ржавых и грязных деталей;
- быстрый и лёгкий розжиг электрода;
- лёгкое отхождение шлака.
Длина
Длина электродов колеблется в диапазоне 30-50 см. Чем длиннее изделие, тем больше время работы без его замены. Иногда это имеет весомое значение, например, при выполнении длинного шва высокого качества. Короткие электроды могут быть более удобны в труднодоступных местах.
Источник тока
Для сварки металлов электродами используют сварочные трансформаторы, выпрямители, инверторы и другие устройства, работающие в режиме ручной дуговой сварки. Инвертор получил широкое применение благодаря компактности, небольшому весу и широким возможностям.
Он обеспечивает работу как на постоянном, так и на переменном токе, а малый вес его объясняется тем, что трансформация напряжения выполняется на частоте не в 50 Гц, а в 100 кГц, для которой размеры и масса сердечника трансформатора уменьшается на порядок.
При сварке на постоянном токе имеет значение полярность подключения. При прямой полярности массу (сварочную деталь) подключают к «+» источника, а держак с электродом – к «-». При обратной полярности — наоборот. На прямой полярности можно сваривать тонкие детали, а на обратной – массивные.
При выборе электродов с помощью таблицы и данных о сварочном аппарате можно определить, сможет ли источник обеспечить требуемую величину тока.
Состав стержня
Материал стержня должен подходить для сварки конкретного металла, поэтому стоит строго следовать соответствующим указаниям производителя изделий.
Положение сварки
Пространственное положение электрода также входит в его маркировку. Цифрой 1 обозначают электроды, для сварки которыми используется только нижнее положение детали (электрод сверху).
Цифрой 2 маркируют изделия, применяемые при горизонтальном или вертикальном расположении шва (потолочное исключается).
Цифра 3 применяется для потолочных электродов (электрод упирается в деталь снизу). Эти маркировки сварщик должен принимать во внимание во избежание получения некачественного шва или травмы.
Прокаливание электродов
Обмазка электродов требует герметичности при хранении, однако это условие повсеместно не выполняется. Острые края стержней, как правило, нарушают герметичность полиэтиленовой упаковки уже при первой перекладке пачек. Таким образом, к моменту покупки электроды оказываются напитанными излишней атмосферной влагой.
В таком состоянии из-за опасности получения некачественного шва и возможности слишком сильного разбрызгивания металла сварку ими производить нельзя. Нужно высушить электроды. Производитель даёт чёткие рекомендации относительно параметров процесса, устанавливая время сушки и предельную температуру. Она обычно не превышает 260 ºС.
Как установить качество электродов при покупке?
Лучшим вариантом будет опробование нескольких электродов из приобретаемой партии в рабочем процессе сварки. Если это невозможно, нужно обратить внимание на следующие факторы:
- срок годности изделий;
- название компании-производителя (для опытных сварщиков это важная информация);
- качество обмазки в части равномерности толщины нанесения вокруг стержня, отсутствие крошения.
Если при опробовании появляются признаки излишней влажности, следует просушить электроды и провести проверку повторно.
Чтобы сварка деталей была выполнена по всем правилам нормативов, а качество шва не подвергалось критике, крайне важно хорошо изучить сварочные технологии. Выбор типа электрода — это составная часть этих знаний, которые нужно постоянно пополнять и совершенствовать.
Какие электроды выбрать для сварки
Как правило, в процессе выбора электродов для сварки возникает огромное количество вопросов, особенно у начинающих сварщиков. Важно понимать, какой диаметр электрода потребуется для определенной толщины металла и какой сварочный ток лучше установить для получения высокопрочного шва. Выбор будет зависеть от множества факторов, включая вид и толщину металла, пространственное положение сварки и требования к механической прочности соединения. Качество шва зависит не только от мастерства, но и от используемых расходных материалов.

Принцип действия
Внутри электрода находится стержень из проводящего ток материала. Именно этот материал служит для образования шва. Контактный торец помещается в электродержатель, который будет одним из контактов сети. Второй контакт закрепляется на свариваемой детали. В тот момент, когда электрод соприкоснется с деталью, произойдет замыкание цепи. Важно держать электрод на небольшом расстоянии от поверхности, чтобы замыкание было не полным, иначе это приведет к залипанию электрода (может вывести из строя трансформатор). При правильном использовании создается электрическая дуга, преобразующая электрическую энергию в тепловую, после чего происходит плавление металла.
Стержень (металлический сердечник) имеет специальное защитное покрытие, называемое обмазкой. В зависимости от состава, обмазка придает дополнительные свойства изделию.
В процессе сварки электрод плавится, обмазка сгорает и создает специальный защитный газовый слой. Она значительно улучшает свойства плавления, защищает сварочную ванну от постороннего воздействия. Сварочный шлак также является частью защитного слоя над сварочной ванной.
Таким образом, проходящий через электрод электрический ток нагревает металлическую деталь и плавит ее, что позволяет создать высокопрочное соединение между двумя деталями.
На сегодняшний день имеется огромное количество видов электродов, разработанных под различные задачи. Они различаются материалом стержня, размерами, составом обмазки, допустимым значением сварочного тока.
Сейчас выпускаются электроды для различных видов сталей, в том числе высоколегированной, углеродистой, легированной, а также для сварки нержавеющей стали, жаропрочной стали, чугуна и алюминия. Важно, чтобы состав сердечника соответствовал металлу.
Покрытие
Существуют различные типы электродов, каждый из которых обладает своими уникальными свойствами и предназначением. Крайне важно учитывать требования к механической прочности соединения. Если требуется высокая механическая прочность, то выбирается соответствующий электрод.
В настоящее время различают несколько основных типов покрытий. Каждое создано для определенного класса задач.
Основное покрытие
Наличие в составе карбонатов и фтористых соединений позволяет применять данный вид покрытия на особо ответственных конструкциях. Это покрытие дает возможность получить высокопрочный пластичный шов, устойчивый к механическим нагрузкам. Присутствует чувствительность к ржавчине, которая образует поры в сварочном шве.
Рутиловое покрытие
Такие электроды могут применяться как с постоянным, так и с переменным током (AC/DC). Изготавливаются с использованием рутилового концентрата (диоксида титана), обеспечивающего мягкий поджиг и хорошую стабильность дуги. Наблюдается низкий уровень разбрызгивая металла. Наличие ржавчины не вызывает проблем. Подходят для сварки углеродистой и низколегированной стали.
Сварочные электроды. Какие марки для каких целей
Сварочные электроды принято подразделять на виды по способам применения (род используемого для сварки тока), типу обмазки (ее составу) и по предназначению. В основе технологии сварки лежит процесс плавления стержней, покрытых обмазкой, с использованием электротока. В ходе выполнения данного процесса происходит превращение этого покрытия/обмазки одновременно в шлак и газовую смесь, защищающие зону сварки. Какие элементы входят в металл стержня – характеристика производная от состава подвергаемых сварке компонентов конструкции. Таковыми могут быть продукты смешивания алюминия (Аl) или меди (Сu) с иными, играющими вспомогательную роль, элементами; чугун; различные стальные сплавы. Сварочные электроды формируют шов, представляющий собою прочный и надежный своеобразный «мостик», соединяющий подлежащие скреплению детали.
Сферы применения
Применяются сварочные электроды в ходе сооружении промышленно-производственных объектов, а также в сфере домашнего/бытового строительства. Подход к выбору типа таких расходников в обоих вариантах идентичен. Их покупка всегда осуществляется под определенный сварочный аппарат, при этом во внимание принимаются технологические характеристики и предполагаемые условия эксплуатации.
В ходе процесса сварки наблюдаются следующие явления:
- плавление стержней;
- расплавление мест сопряжения металлических объектов;
- формирование связи этих объектов на молекулярном уровне.

С помощью сварочных электродов осуществляется:
- сопряжение двух элементов, изготовленных из металла. По сути, это является их основным предназначением;
- заваривание образовавшихся трещин;
- резка отдельных деталей и даже достаточно габаритных металлических конструкций.
Еще одна сфера применения – выполнение наплавки металла на объекты, подвергшиеся износу в ходе интенсивной эксплуатации, с целью восстановления их первичных геометрических параметров.
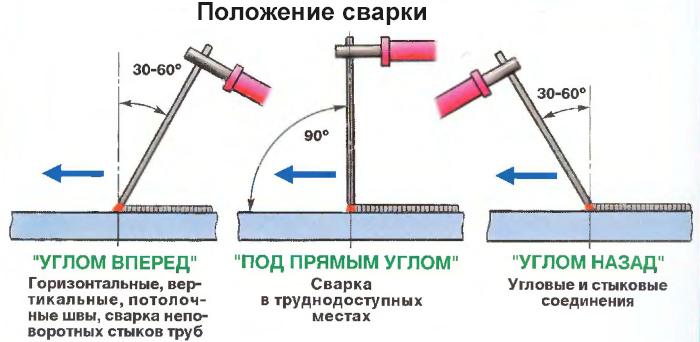
Работа со сварочными стержнями может проводиться в разных положениях. Это зависит от их принадлежности к тому либо иному виду.
- Сварочное соединение расположено снизу. Применяется при отсутствии к сопряжению каких-то специфических требований. Данную методику принято считать самой оптимальной, а также, наиболее производительной. Сопрягаемые поверхности располагаются горизонтально, а сам электрод – в вертикальном направлении.
- Горизонтальное расположение. В данном случае подлежащие сварке элементы устанавливаются вертикально. Шов ориентирован горизонтально, и в таком же положении находятся электроды.
- Вертикальное расположение. Сам электрод позиционируется горизонтально, подлежащие сварке элементы располагаются вертикально, шов формируется по вертикали.
- Потолочное расположение. Скрепляемые элементы размещены горизонтально. Электрод удерживается в вертикальном положении. Выполнение шва такого типа сопряжено с наибольшими трудностями, поскольку сварка ведется снизу, а стекающий расплавленный металл может миновать сварочную ванну.
Кроме того, существует метод сварки, который называется на сленге профессионалов «в лодочку». Он предполагает, что подлежащие соединению элементы размещаются под углом один по отношению к другому. Сам электрод может располагаться относительно шва с угловым наклоном под 30° -60° вперед либо в противоположную сторону – назад.
Устройство электрода и его основные свойства
Сварочный электрод – это сердечник, выполненный из проволоки. Его поверхность покрыта слоем обмазки специального состава. В ходе работы плавлению подвергаются обе части – как металлическая внутренняя, так и наружная. Последняя, выделяя газ, препятствует проникновению химически активного кислорода (О 2 ) в зону сварки, а первая, заполняет своей жидкой массой место, в котором сопрягаемые детали стыкуются.

Электродному покрытию присущи также дополнительные полезные свойства. Во-первых, оно обеспечивает защиту сформированного шва от разрушения при его контакте с химически активным кислородом. Во-вторых, обмазка препятствует протеканию процесса рассеивания сварочной энергии.
Размерные и весовые характеристики электродов
Основным параметром электрода является диаметр (D). Наиболее часто встречаются такие изделия с данным показателем, находящемся в диапазоне 1,6 мм ≤D≤8,0 мм. Но положениями действующих ГОСТов допускаются варианты на 10,0 мм, и даже на 12,0 мм. На бытовом уровне обычно используются стержни с диаметром D=2,5 мм.
Весовые характеристики электродов зависят от:
- разновидности материала, из которого они были произведены;
- длины – значение данного показателя варьируется в пределах от 250,0 мм до 450,0 мм. Впрочем, бывают и исключения;
- толщины слоя покрытия – то есть обмазки, и прочих факторов.
Упаковка изделий осуществляется в коробки/пачки. Их вес (Р) находится в диапазоне 1кг≤Р≤7 кг.
Виды покрытия. Материал
Подразделение покрытия сварочных электродов на категории осуществляется по численному значению соотношения
К=D н.д.э. / D с . , где
К – искомый коэффициент;
D н.д..э. – наружный диаметр электрода;
D с. – диаметр сердечника.
- Тонкое покрытие (обозначается литерой «M») – К≤1,2.
- Покрытие среднее (буква «C») – К≤1,45.
- Толстое покрытие (литера «Д») – К≤1,8.
- Покрытие особо толстое (буква «Г») – К>1,8.
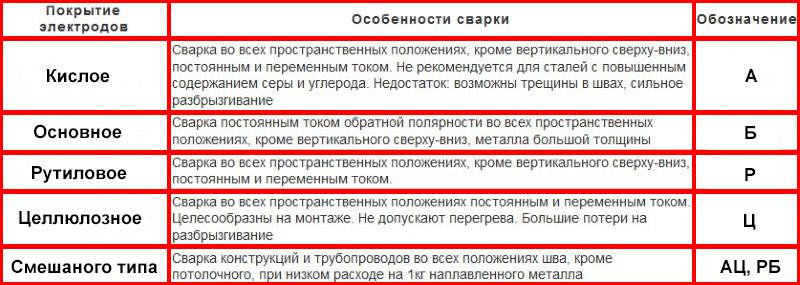
Применяется также отдельная классификация по качеству состава:
- кислое. Общепринятое обозначение – литера «A»;
- рутиловое – обозначается буквой «P»;
- целлюлозное – литера «Ц»;
- основное – буква «Б»;
- смешанный тип – присутствуют сразу две литеры из вышеуказанных;
- рутилово-железное – сочетание букв «PЖ»;
- обозначение прочих типов – литера «П».
Эти буквы присутствуют в маркировке электродов.
Цвет
Для вольфрамовых электродов применяется отдельная маркировка цветом. Она указывает на тип входящего в состав оксида и его вес (Р) в процентах от общей массы:
- оксид церия (СеО 2 ). Маркируется серым цветом. Вес находится в пределах 1,8%≤Р≤2,2%;
- оксид лантана (Lа 2 О 3 ). Процентное содержание от общего веса электрода, маркированного: синим цветом – 1,8%≤Р≤2,2%; золотистым цветом – 1,4%≤Р≤1,6%; черным цветом – 0,9%≤Р≤1,2%;
- оксид циркония (ZrО 2 ): белый цвет – 0,7%≤Р≤0,9%; коричневый цвет – 0,15%≤Р≤0,5%;
- оксид тория (ТhО 2 ). Здесь цветовая палитра наиболее широкая. Маркировка оранжевая – 3,8%≤Р≤4,2%; сиреневая – 2,8%≤Р≤3,2%; красная – 1,7%≤Р≤2,2%; желтая – 0,8%≤Р≤1,2%; голубая – 0,35%≤Р≤0,55%;
Смешанные оксиды, в состав которых входят редкоземельные элементы, маркируются бирюзовым цветом, а также сиреневым. На коробке с электродами, стержни которых изготовлены из чистого вольфрама (W), присутствует зеленый цвет. Ниже в таблице представлена выборочная информация, касающаяся данного вопроса.

Государственные стандарты
Производство электродов с обмазкой, предназначенных для выполнения дуговой сварки, нормируется положениями ГОСТа 9466-75. На территории нашей страны действуют также и другие нормативные документы, утверждающие характеристики сварочных стержней с покрытием с учетом их предназначения, то есть для работы с какими металлами они могут применяться.
Так, например, в ГОСТе 9467-75 речь идет об электродах, пригодных для сваривания изделий из конструкционной стали, и, кроме того, из сплавов, характеризующихся теплоустойчивостью. А действие ГОСТа 10052-75 распространяется на стержни с обмазкой, предназначенные для работы с высоколегированными сталями, обладающими особыми качествами.
Как маркируются сварочные электроды
Сразу следует отметить, что маркировка этих изделий может быть, как очень простой, так и наоборот – очень сложной. Например, сочетание символов Э46A расшифровывается следующим образом:

- буква «Э» означает, что этот предмет – ни что иное, нежели электрод;
- число, следующее за этой буквой, соответствует минимальному значению временного сопротивления нагрузки, действующей на разрыв;
- идущая вслед за этим числом литера отображает предназначение электрода: «T» – применим для обработки легированных сталей, характеризующихся теплоустойчивостью; «H» – стержень с покрытием для осуществления наплавки на поверхность; «A» – допускается использование металла с пластичными свойствам, путем его наплавления при условии обладания им повышенной вязкости; «У» – сфера применения – углеродистые стали.
Наплавка содержит следующие химические элементы: ванадий (V), ниобий (Nb), молибден (Мо), хром (Сr), которые принято обозначать буквами – Ф, Б, M и X, соответственно.
Маркируется и сам сердечник электрода. Для этого используется такая последовательность символов:
- Cв – ряд букв, обозначающий тип проволоки;
- число, отображающее в относительных единицах – процентах – содержание элемента углерод (С);
- литеры, представляющие собой зашифрованный специальным образом код входящих в состав сердечника элементов;
- число, указывающее уровень содержания (в процентах от общего объема) легирующих компонентов.
Виды электродов
Универсальная всеобъемлющая систематика электродов для сварки отсутствует. Поэтому целесообразно подразделить их на различные типы по определенным критериям. Так, по материалу производства стержня, электроды формируют две большие группы: первая – произведенные из неметалла, а вторая – металлические. В первую группу входят только изделия, не подверженные плавлению. Коротко рассмотрим их.
Графитовые
Современная промышленность выпускает графитовые электроды в двух вариантах – обычные и покрытые снаружи медным напылением – т.н. омедненные. Основная сфера применения – соединение проводов, в качестве сырья для производства которых использовался металл медь (Сu).
Угольные
Главным компонентом электродов данного типа является коксовый уголь. Применяются эти изделия для работы с тяжелыми и легкими металлическими сплавами, в том числе с чугуном, а также с низколегированными конструкционными и углеродистыми сталями. Но наибольшая эффективность угольных электродов наблюдается при обработке цветных металлов. Формируемый ими в данном случае шов отличается особой аккуратностью и надежностью. При использовании легкоплавких стержней такое же по качеству соединение не получится.

Для повышения плотности угольных электродов на них напыляется слой из медного порошка Экономию материалов обеспечивает использование специального оборудования, представляющего собой электролитическую лампу.
Что же касается металлических электродов, то они, в свою очередь, подразделяются на два подвида.
Неплавящиеся
Материал данных расходных элементов не принимает участие в образовании наплавленного металла и формировании шва. По аналогии с неметаллическими изделиями они обычно не плавятся, а если все-таки плавятся, то в очень малой степени, совсем незначительно. В эту подгруппу входят нижеперечисленные виды электродов.
Вольфрамовые
Применяются такие чистые, не содержащие добавлений электроды при сварке методом ТІG в среде инертного газа аргон. Вольфрам – это наиболее тугоплавкий металл. Температура его перехода в жидкое агрегатное состояние равна 3410°С.
Торированные
Основа этих электродов тоже вольфрамовая. Но от предыдущего варианта данные изделия отличаются наличием добавок элемента Тh-232 (радиоактивный нуклид тория) в объеме от 1,7% до 2,2%. Характеризуются отличными эксплуатационными качествами и по этой причине нашли применение в системах автоматизированного формирования сварочных швов. Кроме того, торированные электроды устойчивы к воздействию высоких температур и процессов коррозии, а также обладают минимальным расходом.
Лантанированные
В состав этих изделий входят добавки редкоземельного элемента лантан (Lа). Основные привлекательные качества электродов данного типа – невысокая скорость плавления проволоки, используемой в качестве присадки, и хорошее возбуждение высокостабильной электродуги.
Иттрированные
В вольфрамовую основу вводятся оксиды элемента иттрий (Y 2 О 3 ). Благодаря этой добавке расходники характеризуются повышенной стойкостью.
Плавящиеся
Плавление материала сердечника сопровождается расплавлением кромок соединяемых элементов, что в итоге приводит к формированию шва. К этой категории относятся электроды с покрытием либо без такового. Последний вариант – это непрерывная проволока. Первые же по материалу изготовления сердечника бывают следующих видов:
- стальные. Для производства используются определенные марки сварочной проволоки. Ее толщина (Т) колеблется в таком диапазоне: 0,3 мм≤Т≤12,0 мм. Что же касается марок, то на высоколегированную сталь приходится 28 номенклатурных позиций, на легированную немного меньше – 23, и заметно отстает углеродистая сталь – всего 5 марок.
- Чугунные. Хоть в промышленности электроды с чугунным сердечником тоже широко распространены, однако подразделяются они на значительно меньшее количество подвидов.
На современном рынке можно найти электроды, в качестве сырья для изготовления которых используются цветные металлы – бронза (например, сплав с такой химической формулой: СuАl 11 Fе 4 ), алюминий (Аl) и медь (Сu).
Классификация покрытий электродов
В зависимости от химического состава электродные покрытия также подразделяются на ряд видов.
Руднокислые
Характеризуются относительно высокой скоростью расплавления. В целом, руднокислые электроды можно смело назвать универсальными: с ним можно работать на различном токе – как переменного типа, так и постоянного.
Рутиловые
Изготавливаются покрытия данного типа из минерала рутил с добавками диоксида титана (ТіО 2 ). По эксплуатационным свойствам такие электроды схожи с руднокислыми, однако лучше формируют шов, разбрызгивают раскаленный материал не столь интенсивно, и в меньшей степени продуцируют едкий дым.
На рынке встречаются электроды с покрытием смешанного вида – рутило-целлюлозные (маркировка такая PЦ). Они сочетают в себе характеристики обоих представленных типов.
Фтористо-кальциевые
Покрытия, имеющие фтористо-кальциевую основу, входят в группу низководородистых, которые принято называть так: основные. Для сварки нужно обеспечить протекание по стержням обратного тока с неизменяющейся во времени величиной. Один из лучших представителей – электроды марки УОНИ. При необходимости получения высококачественного шва опытные сварщики отдают предпочтение именно таким изделиям.
Органические
В данном случае для производства в качестве сырья используются различные материалы, имеющие органическое происхождение, например, оксицеллюлоза. Само покрытие на основе целлюлозы обеспечивает невысокий уровень чувствительности к рабочим характеристикам обрабатываемого материала, в частности, к состоянию поверхности.
Использование таких расходников допускается в любом удобном положении. Не имеет значение и вид тока – сварка может проводиться, как не постоянном, так и на переменном.
Отдельных слов заслуживает покрытия на основе минерала ильменит (FеО-ТіО 2 ). Эксперты отводят им место между рутиловыми и кислыми. Возможность полноценного контроля процесса сварки обеспечивается плавным и, одновременно, стабильным горением электродуги.
Заключение
Подводя итоги, следует отметить один важный момент. Хранить электроды с покрытием необходимо в условиях невысокой влажности. Если обмазка впитает атмосферную влагу (а протекает этот процесс очень быстро), работать подобными расходниками будет невозможно. Выход из такой неприятной ситуации видится только один – прокалить электроды. Воспользоваться с этой целью можно специальными печами либо портативными пеналами, оснащенными нагревательными элементами. Оптимальными условиями хранения электродов с покрытием на бытовом уровне считаются: относительная влажность в пределах от 40% до 50% при температуре воздуха где-то в районе 20°С-22°С.
Товары каталога:
Сварочные электроды

Сварочные электроды – металлические стержни, которые используются для сварки. Такие электроды бывают различных видов и типов. В первую очередь сварочные электроды подразделяются на неметаллические электроды и металлические. Неметаллические сварочные электроды могут быть только неплавящиеся, например, графитовые или угольные.
В свою очередь, металлические электроды могут быть как плавящиеся, так и неплавящиеся. К неплавящимся металлическим электродам относятся: торированные, итрированные, лантанированные, вольфрамовые электроды. Плавящиеся металлические электроды подразделяются на покрытые и непокрытые. К покрытым относятся: стальные, чугунные, медные,алюминиевые, бронзовые. Непокрытые сварочные электроды применялись на ранних стадиях развития. Как правило, сейчас они используются в виде проволоки для сварки в среде защитных газов.
Также электроды можно характеризовать по их назначению, для какого материала используются: Сварка высоколегированной стали. Такие электроды обозначают буквой У (ГОСТ 9467-45); Сварка легированных теплоустойчивых сталей. Такой вид электрода обозначают буквой Т (ГОСТ 9467-75); Сварка углеродистых сталей. Данный вид электрода обозначают буквой У (ГОСТ 9467-75); Наплавка поверхностных слоев, обозначают буквой Н (ГОСТ 10051-62).
Как правило, у электрода есть покрытие. Но покрытия могут быть разными. Виды электродов для сварки различают по толщине покрытия: Тонкое покрытие обозначают буквой А (ГОСТ 9466-75), международное обозначение – А; Среднее покрытие – буква С (ГОСТ 9466-75), международное – В; Толстое покрытие – Д (ГОСТ 9466-75), в международном – R; Особо толстое покрытие – буква Г (ГОСТ 9466-75), международное обозначение С.
Также электроды можно охарактеризовать по типу самого покрытия: Кислое покрытие – А;Основное – Б; Целлюлозное – Ц; Рутиловое – Р; Смешанное и прочее – П;
Смешанное покрытие может быть: Кисло – рутиловое, АР; Рутилово – основное, РБ; Рутилово – целлюлозное, РЦ; Рутиловое с железным порошком, РЖ;
Но сварка может осуществляться в разных положениях. Для этого существуют электроды для сварки специальных видов: Электрод для сварки в любом положении Сварка во всех положениях. Исключение – вертикальное. Для нижнего положения, вертикального снизу вверх, горизонтального. Для нижнего положения, и нижнего в лодочку.
Типы электродов
Наверное, ни для кого не секрет, что электроды – это сварочные материалы. К сварочным материалам относят еще и другие принадлежности, например сварочные флюсы, присадочные пруты, проволока, защитные газы и т.д.
Электроды делятся на несколько основных классов:
— электроды для сварки теплоустойчивых легированных видов стали;
— электроды для сварки высоколегированных видов стали с особенными свойствами;
— электроды для сварки конструкционных сталей с применением дуговой сварки;
— электроды для наплавки металла;
— электроды для сварки цветных металлов;
— электроды для сварки чугуна;
Как видите, классов очень много. Поэтому выбор электродов – это не простой процесс, потому что если Вы будете использовать сварочные электроды для сварки чугуна для того чтобы сделать наплавку, то успеха в Вашей работе будет мало или вообще не будет. На самом деле к выбору электродов нужно относиться очень внимательно и делать свой выбор не в дешевую сторону, а в сторону качества и современности.
Также электроды делятся на классы по типу покрытия:
А – это электроды с кислотным покрытием, которые содержат окиси железа, кремния и марганца;
Б – основное покрытие, которое имеет в своем покрытии карбонад кальция и фтористый кальций. Сварка электродами с основным покрытием происходит при постоянном токе переменной полярности;
Ц – целлюлозное покрытие. К основным компонентам целлюлозного покрытия относятся мука и другие органические составляющие. Эти компоненты добавлены в покрытие специально для того чтобы создавать газовую защиту при сваривании;
Р – электроды с рутиловым покрытием. Безусловно, основным компонентом является рутил, но кроме него в покрытии также есть много органических и минеральных веществ. Эти вещества гарантируют незначительное разбрызгивание металла и дают газовую защиту в процессе сваривания;
Также электроды делятся на четыре типа по допустимым положениям сваривания:
1. – все возможные положения;
2. – все возможные положения кроме вертикального сверху вниз;
3. – нижнее, горизонтальное и вертикальное сверху вниз;
4. – нижнее положение;
На многих форумах, касающихся темы сваривания, 99% людей скажут Вам, что электроды нужно использовать только по назначению, то есть если электрод предназначен для сварки цветных металлов, то Вы не должны даже и пытаться сварить высоколегированную сталь. Почему так нужно? В нашей жизни для каждого предмета отведено свое место, поэтому если пытаться выкопать яму ломом, то это врядли увенчается успехом. Поэтому если электрод предназначен для сварки цветных металлов, то он не может использоваться где-то еще.
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов, то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться квыбору электродов Вам помогут и прайс-листы наших заводов-изготовителей, найти которые Вы сможете только в разделе «Контакты». Помните: правильное отношение к выбору электродов является залогом успешно выполненной работы!
еплавящиеся электроды – один из видов неметаллических сварочных электродов. К ним относят: вольфрамовые электроды, торированные, лантанированные, итрированные. Самыми популярными считаются вольфрамовые.Вольфрам – материал, который обладает высокой тугоплавкостью, как правило, температура его плавления достигает 4500 градусов.
Электрод может состоять полностью из вольфрама, а также содержать смеси. Поэтому, такие электроды очень износостойкие. Вольфрамовыми электродами можно осуществлять аргонодуговую сварку по любому металлу. Как правило, сварка происходит в защитном газе. Основные типы газа, используемые при сварке неплавящимися электродами: аргон, гелий, смеси, азот.
Преимущества неплавящихся электродов:
1. Устойчивость дуги при любом токе, любой полярности
2. Можно регулировать химический состав металла, изменяя угол наклона, скорость подачи, марку проволоки.
Основные виды вольфрамовых неплавящихся электродов:
WP (зеленый). С помощью этого электрода осуществляется сварка переменным током. Такой электрод предназначен для сварки алюминия, магния и сплавов.
WT-20 (красный). Сварка осуществляется постоянным током. Такой вид электрода используют для сварки низколегированных, углеродистых, нержавеющих сталей.
WC-20 (серый). Сварка постоянным и переменным током. В основном, такие электроды используют для сварки практически всех видов стали, так как эта марка является универсальной.
WL-15 (золотой). Сварки осуществляется постоянным и переменным током. Используется для сваркинержавеющей стали и легированной.
WL-20 (синий). Процесс сварки происходит при постоянном и переменном токе. Подходит для нержавейки и ламинированной стали.
WY-20 (темно-синий). Сварка осуществляется при постоянном токе. Такой электрод подходит для углеродистой, низколегированной, нержавеющей стали, а также меди, титана.
WZ-8 (белый). Процесс сварки происходит переменным током. Такой вид электрода применяют длясварки алюминия, магния.
Неплавящиесявольфрамовые электроды отлично подходят для получения прочного шва.Неплавящиеся электроды широко используются в сфере аргона. Такая сварка подходит для высоколегированных сталей, титана, никеля.
Неплавящиеся электроды дают не только хороший результат, а еще обеспечивают качество процесса самой сварки и полученного шва.
Уже, исходя из названия «вольфрамовые электроды», можно точно сказать, что состоят они большей частью из вольфрама. В таблице известного физика Д.И.Менделеева этот химический элемент расположился на 74 ступени. Что характеризуется тугоплавкостью металла. Поэтому используют в основном вольфрам при изготовлении жаропрочных сплавов, которые обладают достаточно высокой, более 5500 °С, температурой кипения и небольшим испарением. Обладает вольфрам в разы меньшей способностью проводить электрический ток, чем медь. Из-за некоторых недостатков применение материалов, изготовленных на вольфрамовой основе, ограничено. Они имеют большую плотность, хорошо ломаются и подвержены окислению при невысоких температурах. Поэтому в промышленности вольфрам поддается обработке только под воздействием высоких температур, и для создания изделий с высокой прочностью.
Наиболее широко вольфрам используется при изготовлении проволоки и электродов. Чем отличается электрод, или по-другому пруток, от проволоки? И так, проволока – это заготовка определенного размера с поперечным сечением. Внешне она представлена в виде бухты или катушки. Электрод – это тоже полуфабрикат определенного размера с поперечным сечением. А отличие заключается в том, что прямая, проскальзывающая через две точки периметра сечения, расположена внутри плоскости, и представлена в виде отрезка. Изготовить электрод вольфрамовый можно посредством литья, ковки, прессования или прокатки.
Что получится из вольфрама: проволока или электрод? Ответ на этот вопрос зависит от технических данных используемого металла. Если обрабатывать металлические изделия под высоким давлением, то в результате получиться проволока. Улучшить и усовершенствовать определенные свойства вольфрама поможет использование методов порошковой металлургии. Чтобы получить готовый вольфрамовый электрод, сначала выпускают штабик, который сильно нагревают и на специальной машине выковывают. В результате получается современный электрод диаметров в среднем около 2-3 мм. Благодаря своим химическим и техническим характеристикам, электроды широкое применение нашли в производстве элементов сопротивления в нагревательных и отопительных печах, работающих при температуре нагрева до 3000°С.
Всем известно, что для каждого материала используются специальные электроды. Одним из самых популярных материалов является чугун. В статье рассмотрим самые популярные электроды для сварки изделий из чугуна. Чтобы ее осуществить, необходимо использовать метод холодной сварки и наплавки. Существуют различные виды чугуна: ковкий, серый, высокопрочный. Как правило, практически все, представленные электроды подойдут для любого вида.
Виды электродов по чугуну:
1. МНЧ-2. С помощью этого электрода можно осуществить сварку в трех положения – нижнем, полупотолочном, вертикальном. Процесс сварки происходит постоянным током обратной полярности.
2. ОЗЧ-2. Такие электроды часто используют для сварки серого и ковкого чугуна. Сама сварка осуществляется без подогрева, в нижнем и вертикальном положении. Процесс происходит при постоянном токе обратной полярности.
3. МНЧ-2. Электроды этой марки подходят для любого вида чугуна. Часто эту модель используют для заварки брака, также возможна наплавка. Процесс сварки может происходить в нижнем, вертикальном положении, также при постоянном токе обратной полярности.
4. ЦЧ-4. Такой вид электрода используется не только при холодной сварке, а еще при горячей. Как правило, таким электродом можно осуществить процесс сварки только в нижнем положении. Еще одной особенностью этого электрода является то, что он осуществляет сварку чугуна с другими видами стали. Сам процесс осуществляется при постоянном токе обратной полярности, но есть исключения, например, высокое напряжение. В таком случае ток становится переменным.
5. ОЗЧ-4. С помощью этого электрода можно осуществлять сварку любого вида чугуна. Как правило, сам процесс происходит в нижнем и вертикальном положении. Сварка осуществляется только при постоянном токе обратной полярности.
6. ОЗЖН-1. Данный электрод используется только для серого и высокопрочного чугуна.Используется только для холодной сварки. Можно осуществлять процесс в больших объемах, при постоянном токе обратной полярности. Положение выбирается, в основном, нижнее и вертикальное.
7. ОК 92.18. Такой электрод используется для сварки чугуна, при небольшом подогреве. Сам процесс осуществляется при постоянном и переменном токе.
Существует несколько разновидностей сварки меди — это ручная сварка угольными электродами, ручная сварка металлическими электродами и аргонно-дуговая сварка. При сварке такого металла как медь используются угольные или графитовые электроды, при постоянном токе. Во время сварки длина дуги должна достигать 35—40мм. Материалом для присадки должны служить прутки из меди прямоугольной и круглой формы, марки М1 и М2, и медные прутки с фосфоновой присадкой, которые будут служить раскислителем. При сварке меди нужно учитывать то, что нужно избегать перегрева и окисления, для того чтобы это избежать, нужно учитывать то, что сечение прутка должно быть 20-25 мм2.
Перед сваркой, для нанесения флюса, пруток и кромка металла, который будет свариваться, зачищают металлической щёткой. А затем его смазываю каустической содой. Раствор соды должен быть 10%. Так же существует ещё один электрод для сварки меди. Это такой электрод, который называется металлическим. Этим электродом сваривают медь толщиной не более чем 2мм.
Сварка меди должна осуществляться постоянным током с обратной полярностью. При подогреве изделий, температура должна соблюдаться 300-400 градусов. Во время сварки стыковых соединений, толщина металла должна соответствовать нормам до 4 мм. А когда сварка металла производится размером до 5мм, то при этом меняют v- образную разделку кромок.
Существуют такие электроды как, «Комсомолец-100», они применятся так же для сварки меди, в которой содержится 0,01% кислорода. Медь сваривается при постоянном токе обратной полярности. Существуют электроды такой марки как, МН-5, МНЖ5-1,Бр. АМй9-2. МН-5 применятся для сварки трубопровода из медно-никелевого сплава, МНЖ5-1 применяются, как для сплава между собой, так и бронзой.
Ну и наконец,существует ещё одна сварка меди — это ручная аргонно-дуговая сварка.При этой сварке применяются такие газы как, аргон и гелий. Эта сварка производится с помощью вольфрамового электрода при постоянном токе и прямой полярности, при температуре 350-400 градусов.
Сварка осуществляется двумя способами. Первый — левый, второй — правый. Перед тем как начать работу, дугу, с помощью которой идёт сварка, нагревают на угольной или графитовой пластине. Если дугу начать зажигать на изделии, то это приведёт к загрязнению электрода. Сварку необходимо выполнять в таких положениях как, потолочном, вертикальном и нижнем положениях.
В той среде, когда медь находится в аргоне, её можно сварить и переменным током, но в этом случае сварка замедляется, то есть замедляется скорость сварки. В том случае, когда сварка производится переменным током проволокой Бр. КМц-1, бура для раскисления не требуется.
И так рассказываю какими электродами можно заварить алюминий. Это-ОЗАНА-1,а ОЗАНА-2 предназначен для сварки и наплавки.Наверняка у каждого кто собрался варить алюминий естьинвертор. Электроды Capilla 60/12 предназначены для сварки сплавов. Есть диаметром 2 и 3 мм. Еще несколько видов электродов предназначены для сварки неплавящийся электродом wl — 15, wl — 20, wp, wz . И плавящимся хотя я уже о них писал ,но все же. ОЗА,ОЗА — 1,ОЗАНА,ОЗАНА — 1,ОЗР,ОЗР — 2.
Если у вас полуавтомат то можно использоватьпроволоку алюминиеваю ER4043 (СВ АК5(АК6)) д1,2мм к примеру. Ну я думаю раскрыл секрет чем же варить. Теперь не много о инверторе. Наверняка вы хотите заварить инвертором пойдете в магазин и купите электроды,а в итоге ничего не получается либо вообще не зажигается дуга при контакте с алюминием. Поэтому отнеситесь со всей серьезностью к данной покупке. Инверторы разные и варят они по разному и местный подогрев не помешает.
Желательно алюминий варить аргонной сваркой результат будет совсем другим. Но раз на раз не приходиться и приходится варить что есть. Настройка тока выполняйте в соотношении толщины металла и его структуры. Бывают алюминий и его сплавы так что внимательно. Где вы можете купить электроды. ну конечно же в магазине,а если такой возможности нет то заказать через интернет с доставкой. Заказывайте там где вы платите деньги только на почте при получении посылки.
Сварочные Электроды для Сварки Металлов
Электроды для сварки – металлические стержни, которые используют сварщики, для выполнения работы. Электроды изготавливают из электропроводного материала, для того, чтобы обеспечивалась хорошая связь между изделием и током, без которого невозможно представить процесс сварки. Как правило, электроды изготавливают из сварочной проволоки. Именно такая проволока обладает хорошей электропроводностью. Но такая проволока обязательно должны быть спокрытием.
Самый главный и наиболее популярный материал, для которого применяют сварочные электроды – это углеродистая сталь. Но сталь может быть: низколегированная, малоуглеродистая,высоколегированная, нержавеющая. Для каждого вида стали используют определенные электроды.Качество электрода очень влияет на процесс и результат сварки. Поэтому, к его выбору следует отнестись серьезно. Использование сварочных электродов значительно упростит сам процесс сварки, сделает его более экономичным, надежным.
Существуют определенные покрытия, использующиеся в создании электрода: Стабилизирующие. Такие покрытия наносят тонким слоем. Как правило, такиеэлектроды предназначены дляручной сварки . Защитные. Такие покрытия наносят толстым слоем, и, как правило, состоят из нескольких элементов. Магнитные. Такие покрытия наносят в результате электромагнитного взаимодействия. Как правило, уже в процессе самой сварки. Но электродные покрытия могут быть разными.
Самые популярные покрытия представлены ниже:
Рутиловые. Эти покрытия появились тогда, когда стали добывать рутил. Но вместе с рутилом вводят еще некоторые элементы. Например, карбонат кальция или магния. 2. Фтористо-кальциевые. В эти покрытия входит карбонат кальция. 3. Органические покрытия. Как правило, основным компонентом являются органические вещества. Покрытия могут наноситься как тонким слоем, так и толстым. Все зависит от материала.
Если рассматривать историюсварочных электродов, то впервые сварочные электроды были использованы профессором Петровым в 1802 году. В начале 20 века были разработаны электроды для ручной сварки. А затем начались разработки сварочных покрытий, материалов. В наше время, с усовершенствованием технологий, мастера борются за качество работы, поэтому разработка сварочных электродов не стоит на месте. Объясняется это появлением новых марок.
Электроды для наплавки
Владельцы транспортных средств, конечно же, сталкиваются с необходимостью проведения ремонтных работ своего железного коня. Виды поломок колоссально отличаются, можно ограничиться заменой мелких запасных частей, а можно лишиться средства передвижения и на несколько дней, и даже месяцев. В основном, сломанные детали заменяют на новые. Но автомобили состоят и из таких конструкций, которые в процессе эксплуатации изнашиваются и стираются, но при этом совершенно пригодны для дальнейшей эксплуатации. В этом случае благодаря современным техникам и стремительно развивающимся технологиям, можно воспользоваться восстановлением детали с помощью наплавки. То есть на поверхность изделия наносится определенный слой металла с помощью сварки. В результате выходит почти новая идеальная деталь, которая прослужит еще не одну тысячу километров.
Как и при выполнении любых сварочных работ здесь не обойтись без использования расходного материала – электродов для наплавки. Как правило, определяются с диаметром электрода в зависимости от толщины планируемого слоя. Наиболее часто сварщики используют электроды для наплавки диаметром в 3 мм при толщине материала до 1,5 мм, и диаметром 4-6 мм при более объемных заказах. Чтобы не повредить поверхность запчасти, где производится ремонт посредством наливки металла, используется сила тока в 11-12 А/мм2. Конечно, при выполнении таких работ есть и плюсы и минусы. Используется простой сварочный аппарат, благодаря универсальности ручной дуговой направки выполнять заказы можно и в труднодоступных местах. А вот низкая производительность и неблагоприятные условия для работы отрицательно характеризуют применение в быту ручной наплавки.
Выбор электрода для наплавки зависит, в основном, от состава и прочности основного металла, повергающегося реконструкции. Как показывает практика, использовать могут как специальные, так и сварочные обычные расходники. Если вы пришли в магазин и затрудняетесь с выбором, то на каждом электроде есть название и марка. И маркированная буква «Н» дает понять, что это самый что не наесть наплавочный электрод. При проведении работ с низколегированными сталями, где содержание углерода ограничивается 0,4%, могут применять электроды 03Н-250У; 03Н-350У или 03Н-400У. Для металлов с более высоким содержанием углерода, от 0,4%, лучше взять ЭН60М, ОЗШ-3.
Электроды для сварки постоянным током
Процесс сварки, который происходит при помощи постоянного тока, является одним из самых безопасных и надежных соединений. Такая сварка обеспечивает ровный шов и легкость процесса. Для такого вида сварки используются специальные электроды, которые подводят к свариваемым поверхностям постоянный ток.
Как выбрать электроды для сварки постоянным током.
Как правило, количество фирм и производителей электродов огромное количество. Но как же выбрать качественный продукт. Во-первых, товар должен соответствовать стандартам качества, так же должен иметь сертификаты, и иные документы. Во-вторых, нужно выбирать лишь проверенные электроды, которые одобрены квалифицированными организациями, например Центр Стандартизации и Метрологии. Сварка постоянным током требует особого обеспечения безопасности, поэтому электроды должны соответствовать.
Классификация электродов для сварки постоянным током:
1. УОНИ 13/45 (ГОСТ 9466-75, имеет санитарно-эпидемиологическое заключение. Подходит для углеродистых и низколегированных сталей. При помощи этого электрода можно: варить сосуды, которые работают под давлением, металлы большой толщины, а так же для заварки дефектов литья. Имеют основное покрытие.)
1. УОНИ 13/55 (ГОСТ 9466-75, имеет свидетельство об одобрении сварочных материалов, применяется для сварки низколегированных и углеродистых сталей. Применяют для сварки сосудов под высоким давлением, строительных металлоконструкций.)
2. ОЗС-12 (ГОСТ 9467-75, имеет санитарно эпидемиологическое заключение на электроды, подходит для сварки ответственных конструкций из низкоуглеродистой стали. Сварка может происходить во всех положениях, кроме вертикального.)
3. ОЗС- 4 (ГОСТ 9467-75, имеет Свидетельство о признании № ВВФ030, подойдет для сварки углеродистых и низколегированных сталей. Так же позволяет производить процесс сварки по окисленной поверхности.)
4. МР- 3С (ГОСТ 9466-75, подойдет для осуществления сварочного процесса над углеродистыми и низколегированными сталями, так же они обеспечивают высокий товарный вид шва, и значительно облегчают сам процесс работы.)
Выбор качественного электрода для сварки постоянным током, вы получите отличный результат.
Это еще одна запись о электродах для сварки постоянным током.
Ток, используемый при проведении сварочных работ, может быть постоянным или переменным. От этого зависит и выбор электрода. Конечно же, при работе с постоянным током необходимо выбрать и одноименные электроды. Как известно, сварка – это процесс соединения между собой различных металлов. Так вот сварка постоянным током обеспечивает наиболее надежное, прочное и долговечное соединение металлических заготовок. Место соединения – шов выглядит аккуратным и красивым. Прочность соединения создается благодаря высоким температурам, которые образуются в результате действий электрической дуги. В отличие от сварки переменным током, в данном случае полностью отсутствуют металлические капли и неровности. Это достигается в результате отсутствияполярности тока и перехода через нуль.
В специализированных магазинах выбор электродов для дуговой электрической сварки широк и разнообразен. Но критерии отбора должны соблюдаться. И, конечно же, самый главный и основной – это качество продукции. Электроды должны соответствовать установленным и утвержденным стандартам, быть сертифицированными и сопровождаться необходимой разрешительной документацией.
Работа с постоянным током требует огромного внимания и обеспечения безопасных условий труда, поэтому электроды должны быть качественными и безопасными. Покупать нужно только проверенный и одобренный знающими людьми материал. Наиболее распространенные и часто приобретаемые это УОНИ 13/45, УОНИ 13/55, ОЗС-12, ОЗС-6, МР-3 и другие. Они универсальны, просты в использовании, быстро зажигаются и образуют устойчивую дугу. А результат использования – аккуратный ровный шов.
Выбор электродов для сварки металлов
При выборе электродов стоит четко определитсядля чего берем и как будем варить. Если мы собираемся варить инвертором сталь то нужны одни электроды, если инвертором чугун то другие. И так сейчас я расскажу о самых популярных электродах.
Например популярная марка электродов для сваркинержавейки НЖ 13, сварка производится можетручной дуговой сваркой. Так например для чугуна мнч-2 рассчитаны для ответственных изделий из чугуна, а так же для сварки и наплавки ковкого чугуна. Марка электрода может отличаться по назначению так что имейте это в виду. Для сварки алюминия используют ОЗАНА тоже можноинвертором варить. Для меди и ее сплавов популярны МН-5 МНЖ5.
Стоит учитывать что электроды могут быть с покрытием так и без него. Могут быть плавящиеся и не плавящиеся. Могут быть для постоянного и переменного тока. И поэтому стоит быть внимательным при выборе электродов для конкретных задач. Например инвертор тоже можно подобрать с видом поставленных задач.
Какие электроды выбрать для бытового инвертора. Советую остановить свой выбор на универсальных электродах типа МР-3С диаметром 3мм. Они всегда на нарасхват и потянет любой бытовой инвертор даже если в сети будет низкое напряжение. Как правило в деревнях напряжение в сети не много занижено чем в городе и поэтому на них стоит обратить внимание за их универсальность.
Большое признание получили электроды уони. Хоть они и предназначены для ручной дуговой сварки, сравнительно с другими марками и видами, можно отметить насколько они хороши. Так же предназначены для сварки ответственных сталей и конструкций