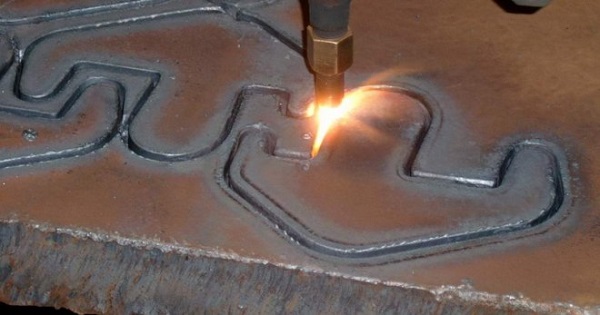
Правильная организация пилотной дуги в плазме, вопрос к спецам технологии

Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- IPS Theme by IPSFocus
- Политика конфиденциальности
- Обратная связь
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Что такое пневмоподжиг
Прежде чем перейти к особенностям технологии пневмоподжига, давайте разберемся какие типы поджига существуют в плазменной резке.
Контактный (Lift) — тип поджига, при котором для появления дуги нужно коснуться резаком заготовки. Недостаток контактного способа в том, что появляется риск испортить металл. На сегодняшний день аппараты с контактным поджигом всё реже встречаются на рынке, уступая место более современным моделям.
Высокочастотный (HF) — этот тип поджига бюджетнее пневматического, но требует большего напряжения при розжиге дуги, создавая высокочастотные помехи на электроприборах — от станков с ЧПУ (Числовое Программное Управление) до кардиостимуляторов. Высокочастотный поджиг реализован, например, в аппарате TRITON CUT 200 HF W (на рынке пока нет аппаратов с пневмоподжигом мощнее 130А).
Пневматический (PN) — за счет более сложного внутреннего устройства создает минимальное количество электромагнитных помех и не выводит из строя оборудование. Единственный способ поджига, полностью безопасный для ЧПУ. Кроме того, такой тип поджига продлевает срок службы расходников и обеспечивает более стабильный цикл реза, что позволяет обрабатывать изделия без предварительной очистки от ржавчины и краски. Пневматический поджиг реализован в таких аппаратах как TRITON CUT 70 PN, TRITON CUT 100 PN, TRITON CUT 130 PN CNC.
Одна из главных особенностей пневмоподжига — подвижный электрод внутри плазмотрона, обеспечивающий небольшое расстояние между электродом и соплом. В этом случае для появления стартовой дуги между электродом и соплом потребуется меньше тока чем при HF розжиге, что гарантирует отсутствие электромагнитных помех, влияющих на работу станков с ЧПУ.
Еще одна особенность плазмотронов с пневмоподжигом — поступающий в резак газ разделяется на два потока:
- плазмообразующий (часто его называют режущий)
- охлаждающий и поддерживающий расстояние между электродом и соплом
В качестве газа в обоих потоках чаще всего используют сжатый воздух. Но бывает, что применяются разные комбинации воздуха (Air), аргона (Ar), водорода (H2), азота (N2), кислорода (O2) и их смеси.
Как устроен пневмоподжиг
До начала резки подвижный электрод касается сопла. При нажатии на кнопку плазмотрона, под давлением поступающего газа между электродом и соплом образуется небольшой зазор, достаточный для короткого замыкания между ними — так образуется стартовая дуга.
Как мы уже писали выше, поступающий газ разделяется на два потока. Часть воздуха, которая проходит между электродом и соплом, становится плазмообразующим газом, а другая часть поддерживает давление для сохранения расстояния между электродом и соплом и охлаждает плазмотрон.
Преимущества пневмоподжига
- Подходит для станков с ЧПУ
- Не создает электромагнитных помех — благодаря тому, что расстояние между подвижным электродом и соплом совсем небольшое, поджиг пилотной дуги не создает высокочастотных помех, влияющих на работу электроники.
- Отличное качество реза — полученный в результате рез соответствует международным стандартам качества по чистоте и глубине отверстия.
- Не нужно предварительно очищать заготовку — даже если заготовка покрыта слоем краски или ржавчины, ее можно не очищать — потоку плазмы, полученному при пневмоподжиге это не помешает.
Плазмотрон с пневмоподжигом в разрезе
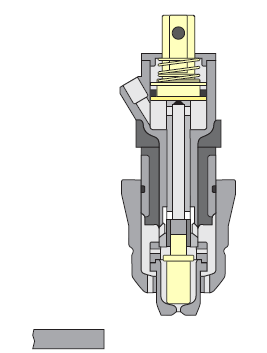 |
Плазмотрон выключен |
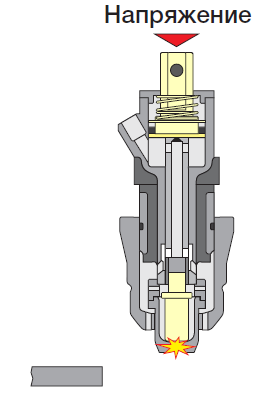 |
При нажатии на кнопку плазмотрона будет подаваться ток, вызывающий временное короткое замыкание между электродом и соплом |
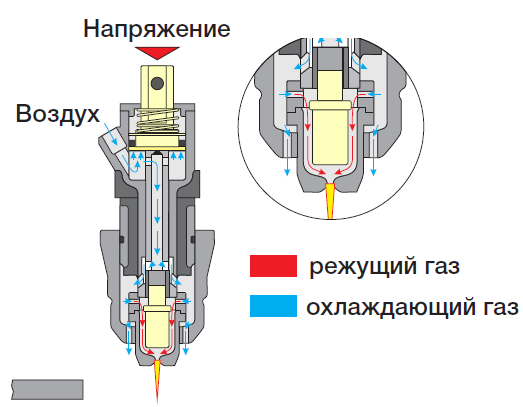 |
Воздух толкает вверх небольшой клапан, создавая тем самым между электродом и соплом необходимое расстояние для поджига пилотной дуги |
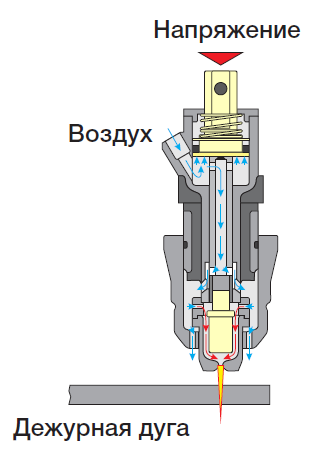 |
Расположите плазмотрон над разрезаемым изделием и произойдет поджиг рабочей дуги |
Устройство и принцип работы плазмореза
Плазменная резка – отличная альтернатива традиционным способам разрезания металла. Технология нашла широкое распространение. Её применяют в производстве металлических конструкций, в машиностроении и приборостроении, в рекламной сфере и пр. Она позволяет эффективно и правильно разрезать токопроводящие материалы. Оборудование выполняет не только прямые резы. С его помощью можно проделывать отверстия, вырезать орнаменты, подрезать кромки.
Для резки металлических деталей и полотен применяются плазморезы, которые воздействуют на заготовки плазменной дугой. Модельный ряд оборудования довольно широкий. Производители выпускают аппараты с разными техническими характеристиками, показателями мощности. Чтобы подобрать наиболее оптимальное решение, а после обеспечить продуктивную эксплуатацию оборудования, ознакомьтесь, как устроен плазморез, по какой схеме он работает.
Устройство плазморезки
Начнём с рассмотрения конструктивных особенностей агрегатов. Устройство довольно сложное. Агрегат состоит из таких компонентов: источник питания (инверторного или трансформаторного типа), плазмотрон с соплом, компрессор, кабельно-шланговый пакет. Ознакомимся подробнее со строением и функциями этих элементов.
Источник питания
Этот агрегат отвечает за выработку нужной силы тока. Выполняется он в двух вариантах: инвертор и трансформатор. Инверторные плазморезы чаще используют в автомастерских, гаражах. Они экономно потребляют электрическую энергию, стоят дешевле, отличаются компактными габаритами и малым весом. Рабочая дуга горит без перебоев, работать можно даже в труднодоступных участках. Если говорить о недостатках, то он всего один – ограничение по толщине разрезаемого металла.
Если нужен мощный агрегат для применения в производственном цеху, лучше отдать предпочтение трансформаторному плазморезу. Модели этого типа габаритные, тяжелые, справляются с разрезанием толстых металлических заготовок. Они по сравнению с инверторами более устойчивы к перепадам напряжения.
Плазмотрон
Плазмотрон – главный конструктивный элемент. Именно он отвечает за разрезание металла. Состоит плазмотрон из таких частей:
- сопло;
- канал, по которому поступает воздух или газ;
- охладительный механизм;
- электрод.
Электрод помещен в корпус плазмотрона. Функция этого элемента – возбуждение рабочей дуги. Для изготовления расходников используют твердые, устойчивые к воздействию экстремальных температур металлы. В ходе разрезания деталей на их поверхности появляется слой оксидов, которые обеспечивают расходному элементу защиту от разрушения и увеличивают его рабочий ресурс.
Наиболее предпочтительный металл – гафний. Другие сплавы могут быть опасными. Так, например, при расплавлении тория образуются токсические вещества, а оксид бериллия характеризуется повышенным уровнем радиоактивности.
Сопло плазмотрона
Сопло отвечает за создание струи, которая выходит из основного канала и режет металл. Функциональные возможности и рабочие параметры плазморезок зависят от размера этого элемента. Чем больше диаметр сопла, тем больший объём сжатого воздуха сможет он пропустить. А от этого зависит продуктивность аппарата, скорость разрезания деталей, интенсивность охлаждения, характеристики реза. Самый востребованный диаметр – 3 мм. Значение имеет и длина сопла. Чем длиннее этот элемент, тем лучше качественные характеристики реза.

Компрессор
Для работы плазморезки необходимы газы. Одни отвечают за защиту механизмов от перегрева и преждевременного износа, другие – за образование плазмы. Если сила тока установки не более 200 А, целесообразно использовать сжатый воздух. Агрегаты справляются с заготовками, толщиной до 50 мм. Для работы в промышленных целях лучше выбрать станок, который функционирует и на других газах и смесях. Такие аппараты более производительны, могут выполнять поставленные задачи в течение продолжительного времени без перерыва.
Кабеля и шланги
Конструктивные элементы оборудования соединяются кабелями и шлангами. Электрический кабель обеспечивает подачу электротока от трансформаторной или инверторной установки. За счет этого происходит возбуждение режущей дуги. Шланг обеспечивает подачу сжатого воздуха на рабочие элементы.
Принцип работы
Принцип действия устройств понятный, но вести себя с этим оборудованием нужно предельно аккуратно, чтобы не получить травму и не испортить заготовку. Рассмотрим подробнее, как работает аппарат.
- После включения розжига запускается инверторная или трансформаторная установка, начинается процесс подачи высокочастотного тока на плазмотрон.
- Внутри плазмотрона образуется пилотная дуга, она нагревается до 8 000 градусов за Цельсием.
- Электрическая (рабочая) дуга образуется между соплом и электродом, она заполняет собой весь канал.
- Камера заполняется воздушной смесью. Вырвавшись из патрубка, поток сжатого воздуха проходит через электродугу, нагревается и многократно увеличивается в объёме. Воздушный поток наполняется ионами, вследствие чего приобретает способность проводить ток, из диэлектрического превращается в токопроводящий.
- Сопло из этого воздуха формирует мощный поток. Он выходит с большой скоростью и преобразовывается в плазму. Температура этой воздушной струи — около 30 000 градусов.
- Вырвавшись из сопла, плазменная дуга прикасается к поверхности детали. Дежурная дуга угасает, а рабочая зажигается.
- В месте разреза появляются металлические крошки, которые сдуваются воздушным потоком. Образуется аккуратный, ровный рез.
В процессе работы нужно учитывать некоторые нюансы. Катодное пятно режущей дуги находится по центру электрода. Для обеспечения этого требования поток сжатого воздуха подаётся вихрем. Смещение катодного пятна приводит к ухудшению качества реза. Есть вероятность одновременного образования двух режущих дуг. Если вовремя это не исправить, может сломаться плазмотрон, и тогда потребуется дорогостоящее восстановление.
При увеличении расхода сжатого воздуха увеличивается скорость резки. А вот если использовать сопло большего диаметра, ширина реза увеличится, а скорость снизится. При токе 250 А плазменный поток подаётся со средней скоростью 800 м/с.
Подготовка инструмента к работе
Подробную схему подключения оборудования к электрической сети и источнику сжатого воздуха найдете в руководстве по эксплуатации. Перед началом работы обязательно нужно ознакомиться с инструкцией. В документации содержится подробная информация, касающаяся подключения агрегата, особенностей его функционирования, обслуживания, устранения поломок.
Работа начинается с подготовки инструмента и заготовки. От того насколько грамотно выполнены подготовительные мероприятия, зависит работоспособность агрегата и качество конечного результата.
- Аппарат для плазменной резки установите на твердое основание. Обеспечьте доступ свежего воздуха к его корпусу. Это необходимо для эффективного отвода тепловой энергии и защиты внутренних элементов от перегрева. Проследите за тем, чтобы в процессе работы на корпус устройства не попадали раскаленные капли металла, масло, влага.
- Подключите компрессор. Рекомендуется использовать специальные фильтры для задержки капель влаги и масла. Попадание этих веществ в резак приводит к ускорению износа расходников.
- Металлическую заготовку перед порезкой тоже нужно подготовить. Если на её поверхности есть какие-то загрязнения (ржавчина, остатки лакокрасочного покрытия), их нужно удалить, иначе в процессе работы будут выделяться токсические вещества.
Используйте агрегат для плазменной резки по назначению. Оборудование нельзя применять для разогревания металла перед сгибанием или выполнения других технологических процессов, не указанных в руководстве по эксплуатации.
Сила тока
В идеале рез должен быть аккуратным, без окалины. Чтобы достичь такого результата, необходимо грамотно настроить силу тока для обработки металла. Сначала определяем, какая сила тока приходится на разрезание 1 мм материала. Например, для стальных сплавов – 4 А, а для цветных металлов – 6 А. Чтобы разрезать стальной лист толщиной 20 мм, понадобится сила тока не менее 80 А, а для такого же полотна алюминия – уже 120 А.
Важно подобрать не только силу тока, но и скорость резки металлических заготовок. Это необходимо для равномерного расплавления металла в месте воздействия плазменной дуги. Если скорость подобрана неправильно, заготовка может деформироваться под воздействием повышенной температуры. Диапазон скоростей – от 0,2 до 2 м/мин. При ведении горелки с обратной стороны детали должны быть видны искры. Если их нет, вероятно, скорость слишком большая, заготовка разрезается не насквозь. А вот при низкой скорости ухудшается качество реза, образовываются окалины.
Разжег плазменной дуги
Перед тем как начинать резать металл, необходимо продуть режущий элемент газом. Чтобы это сделать, нажмите кнопку поджига и опустите её. Подождите секунд 30, теперь можно приступать к зажиганию дуги. Этого времени достаточно для удаления конденсата и других посторонних частиц из резака. После нажатия кнопки расжига возникает пилотная дуга, которая горит около 2 секунд, затем зажигается рабочая. По способу расжига плазменной дуги оборудование для плазменной резки классифицируется на две большие группы.
- Контактные. В моделях этого типа расжиг рабочей дуги происходит за счет возникновения короткого замыкания. После зажигания дежурной дуги нужно нажать специальную кнопку, которая замкнет контакт. Воздушный клапан открывается, контакт размыкается, появляется искра из сопла.
- Бесконтактный. Этот способ используется в мощном производственном оборудовании, в котором сила тока превышает 50 Ампер. Данный тип розжига называют высокочастотным. Образуется пилотная дуга, которая при приближении резака в поверхности заготовки преобразовывается в рабочую.
Как только режущая дуга зажглась, пилотная угасает. Если не удалось получить дугу, попробуйте сначала еще раз. Проблемы при получении плазменной дуги могут возникать вследствие поступления в систему некачественного воздуха, ошибок, допущенных при сборке плазмотрона. Если не соблюдать расстояние между заготовкой и резаком, рабочая дуга будет гаснуть.

Поддержка расстояния
Производители выпускают устройства двух типов. Первые режут металл, располагаясь вплотную к заготовке. Соблюдать расстояние в данном случае не нужно. Другие разрезают металлические детали, находясь на расстоянии 1,6-3 мм от её поверхности. Большинство моделей работает именно по такой схеме. Чтобы облегчить себе задачу, мастера используют специальные приспособления, которые устанавливаются на резак. Инструмент опирается на этот элемент, а не на сопло. Резак аппарата должен располагаться перпендикулярно поверхности обрабатываемой детали. Иногда допустимо отклонение угла на 10-50 градусов.
Электрод и сопло – главные рабочие органы агрегатов для плазменной резки. Именно они подвергаются наибольшему износу и требуют регулярной замены. Чтобы достичь высокого качества реза, соблюдайте рекомендации производителя касательно периода замены расходных материалов и их типа.
Преимущества плазменной резки
Для разрезания заготовок применяются различные технологии. Почему именно плазменная резка? Рассмотрим ключевые преимущества оборудования.
- Большой выбор. В продаже доступны модели для бытового применения и для эксплуатации на производственных площадках. Последние способны выдерживать высокие нагрузки, работать в течение продолжительного времени без перерыва.
- Широкая сфера применения. Аппараты способны работать с металлическими заготовками толщиной до 60 мм, что позволяет использовать их на заводах по изготовлению металлоконструкций, гаражах, мастерских.
- Использование технологии поможет снизить эксплуатационные расходы.
- Процедура разрезания экологически безопасна, в процессе обработки металла не выделяются вредные компоненты.
- Отличные функциональные возможности: обычная и фигурная резка, проделывание отверстий в металле.
- Высокое качество конечного результата. После разрезания элементы не придётся подвергать тщательной механической обработке, они и без того довольно опрятные.
Эксплуатационные свойства инструментов зависят от надёжности сборки. Если вы хотите купить производительное, долговечное оборудование, при выборе обращайте внимание на модели известных брендов. Да, они стоят дороже по сравнению с продукцией китайских торговых марок, но зато и качество не вызывает сомнений.
Работать с плазменными станками нужно крайне аккуратно. Используйте специальные приспособления, чтобы защитить себя от травм, работайте строго по алгоритму. Даже незначительные отклонения от оптимальной скорости, перпендикулярности, расстояния от сопла к заготовке приводят к снижению качества резки.

Сфера применения оборудования
Для чего используются плазморезки? Плазменная резка – высокотехнологичный способ обработки деталей из металла, который широко применяют для разрезания изделий из высоколегированных сталей. Эти материалы используют в различных отраслях промышленности, соответственно, популярность оборудования для резки металла тоже возрастает. Сфера применения технологии включает:
- производство металлических конструкций;
- машино- и приборостроение;
- прокладка трубопроводов;
- резка стальных полотен сложных конфигураций.
В небольших гаражах и мастерских применяют ручные плазморезы. Они отличаются компактными габаритами и эргономичной конструкцией. Для эксплуатации на заводах и производственных площадках выбирают автоматические модели, они более удобны в применении. Плазморез работает с разными материалами. Его можно использовать для обработки не только токопроводящих, но и диэлектрических полотен. Благодаря воздействию высокой температуры на заготовки становится возможным разрезать различные жаропрочные сплавы с содержанием титана, молибдена.
Плазморез относится к высокопроизводительным, дорогостоящим инструментам. Цена на агрегаты начинается от 20 000 рублей. Покупать оборудование для применения в домашних условиях нецелесообразно. Разовые работы можно проводить при помощи болгарки. Ручная плазменная резка используется в тех случаях, если нужно получить деталь со сложными геометрическими контурами. Устройства способны работать с тонколистовой статью, не деформируя заготовки.
Заключение
Перед тем как начать работать с оборудованием для плазменной резки, обязательно изучите устройство, конструктивные особенности и принцип действия плазморезки. Это поможет предупредить ошибки в ходе обработки металлических элементов, получить детали с аккуратными, качественными срезами, защитить аппарат от поломок и избежать необходимости дорогостоящего восстановления.
Плазморез и и самодельная пилотная дуга.
Всем привет.Хочу чтобы вы посмотрели видео и критично отнеслись к данному видео.
Какие слабые стороны тут могут быть.
думаю купить плазморез но если захочу я его к чпу то нужна пилотная дуга , а тут такое простое решение?
там будет про провод AG60 — лучше тем что он имеет третий провод который через тен соединил потом к плюсу.
Прошу Аслана , Олега , Робинзона и кто у нас тут еще кто немного разбирается ознакомиться с ним
Темы из этой же категории
- это проблема с люфтом?
- ESP32: дело было к вечеру, делать было нечего
- Подавитель помех — вопрос про фильтр
- 3018 проблема со шпинделем. Ремонт.
- Греется тормозной резистор у драйвера eps-b1-0d75aa-a000
Robinson1957
ЗНАЕТ ЧТО ГОВОРИТ
НАШ ЧЕЛОВЕК
Регистрация 07.01.2020 Сообщения 4 850 Решения 1 Реакции 7 233 Баллы 188 Возраст 66 Город г.Новокузнецк Имя Владимир Отчество Александрович Станок 1610>2216 Плата W 2.08 Прошивка v1.1F
- 05.08.2023
- Последнее редактирование: 05.08.2023
- #2
Последнее редактирование: 05.08.2023
думаю купить плазморез но если захочу я его к чпу то нужна пилотная дуга ,
Максим, если тебе нужен, в чем глубоко сомневаюсь, плазморез, то колхоз то тебе зачем? У человека уже был беспилотный, покупать с пилотной дугой второй плазморез накладно, вот и заколхозил. Тебе нет смысла покупать беспилотный, проще не заморачиваться, а чуть добавить и взять такой, какой тебе нужен. А чтобы не попасть впросак, лучше сначала собрать информацию, что это, как работает, как окупается в конце концов, и надо ли оно тебе.
val013
СКАЗАЛ ТУТ НЕМНОГО
НАШ ЧЕЛОВЕК
Регистрация 15.05.2020 Сообщения 1 272 Реакции 1 325 Баллы 138 Возраст 58 Адрес Кузбасс Имя Валерий
- 05.08.2023
- Последнее редактирование: 05.08.2023
- #3
Последнее редактирование: 05.08.2023
и критично отнеслись к данному видео.
Какие слабые стороны тут могут быть.
Не помню нахрена, но как то приобрёл я китайзкий этот самый плазморез. Ну да, с учетом, что когда то, может в следующей жизни, прикручу и ЧПУ.
Так же стоял вопрос о поджиге дуги. Перелистал кучу инфы на мастерграде и ещё много. Вынес для сэбэ, что:
1. Дешевые китайзкие и иже с встроенным поджигателем довольно ненадёжны в данном узле, т.к. там поджиг организован высоковольтный и относительно часто вылетает. От кривой эксплуатации ли, или от применяемых там деталюх — хз.
2. Данный способ в ентих ваших инторнетах довольно распространён, а принцип его даже для моей необразованности показался вполне понятным. Основные дискуссии вокруг его идут в том виде, как выше справедливо дядька Вова Робинзон сказал — «нафига надо колхозить, коль можно заводской вариянт покупить». И каждый по своему прав и каждый делает свой выбор.
3. Для узнать, способ опробовал просто на соплях, подкинув лампу и провода. Работает. Но колхозить навечно и стационарно пока не было ни времени ни надобности. Так что за практическую и длительную работу на 100% не скажу, но и проблем особливых не вижу.
Robinson1957
ЗНАЕТ ЧТО ГОВОРИТ
НАШ ЧЕЛОВЕК
Регистрация 07.01.2020 Сообщения 4 850 Решения 1 Реакции 7 233 Баллы 188 Возраст 66 Город г.Новокузнецк Имя Владимир Отчество Александрович Станок 1610>2216 Плата W 2.08 Прошивка v1.1F
- 05.08.2023
- Последнее редактирование: 05.08.2023
- #4
Последнее редактирование: 05.08.2023
А я вот в толк не возьму как это будет выглядеть на станке.
Вот соединен внешний металлический мундштук с массой через ТЭН, пусть там дежурка зсагорелась при подаче напруги, но чем она будет отличаться от основной цепи тока если расстояние пробоя дежурки будет равно или более, чем основной зазор применительно к ЧПУ головке. Цепь поджига питается то от этой же цепи. Холостое напряжение, без дуги может достигать и 120В и более, в дежурке относительно массы может быть и 80В, но это же при ручной горелке, а на станке рабочий зазор горелки от массы может быть и менее 5мм, тогда расстояние пробоя.
дежурки должно быть еще меньше. Да и питаться оно должно от другого источника, чем основная цепь. Тогда соглашусь, что режим дежурки будет эффективен.
Типа как в аргонке, дежурка на осцилляторе, постоянно, а основной ток на массу, с ключа или кнопкой. К слову сказать на аргонке в основном переменка в отличие от плазмы. Да и токи и напряжения совсем другие.
Кстати, и в аргонке есть режим бесдежурный, когда основная цепь тока поджигается осциллятором.