Самодельная точечная сварка
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности электрического импульса — с использованием реле времени или вручную с помощью выключателя.

Самодельный аппарат точечной сварки
Прежде чем рассматривать конструкции самодельных аппаратов для контактной точечной сварки, следует напомнить закон Ленца-Джоуля: при прохождении электрического тока по проводнику количество теплоты, выделяемое в проводнике, прямо пропорционально квадрату тока, сопротивлению проводника и времени, в течение которого электрический ток протекал по проводнику (Q=I 2 •R•t). Это значит, что при токе 1000А на плохо выполненных соединениях и тонких проводах теряется примерно в 10000 раз больше энергии, чем при токе 10А. Поэтому нельзя пренебрегать качеством электрической цепи.
Трансформатор. Основная составляющая часть любого оборудования для контактной точечной сварки — силовой трансформатор с большим коэффициентом трансформации (для обеспечения большого сварочного тока). Такой трансформатор можно сделать из трансформатора от мощной микроволновой печки (мощность трансформатора должна быть около 1 кВт или выше) питающего магнетрон.

Микроволновая печь

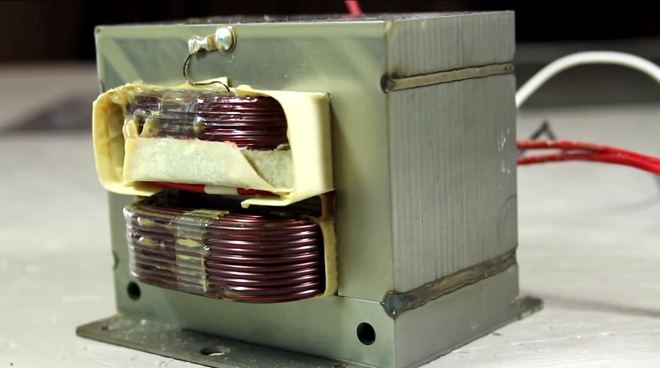
Повышающий трансформатор микроволновки
Эти трансформаторы отличаются своей доступностью и большой мощностью. Такого трансформатора хватит для аппарата точеной сварки, способного сваривать стальные листы толщиной 1 мм. Если потребуется более мощный аппарат точечной сварки, то можно использовать два (и более) трансформатора (как это организовать описано ниже).
В микроволновке, для работы магнетрона необходимо очень высокое напряжение (около 4000В). Поэтому трансформатор питающий магнетрон, не понижающий, а повышающий. У его первичной обмотки количество витков меньше, чем у вторичной, а толщина обмоточного провода больше.
На выходе таких трансформаторов до 2000В (на магнетрон подается напряжение удвоенное удвоителем), поэтому не стоит проверять работоспособность трансформатора включая его в сеть и измеряя напряжение на выходе.
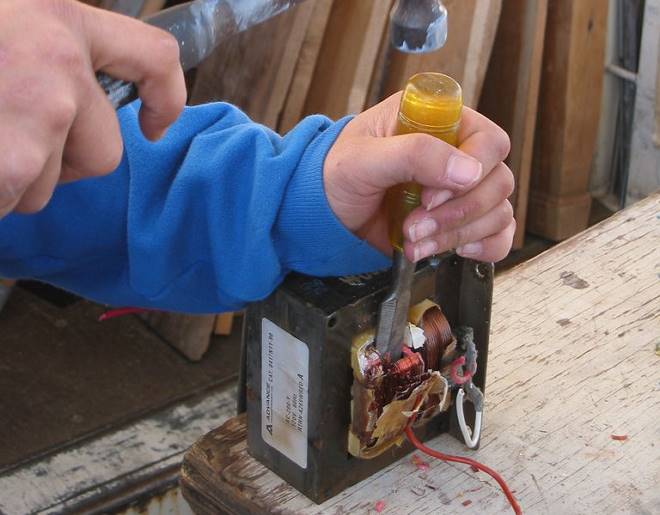
От такого трансформатора нужен магнитопровод и первичная обмотка (та, где меньше витков и провод толще). Вторичная обмотка срезается ножовкой или отрубается стамеской (если магнитопровод надежно сварен, а не склеен), выбивается стержнем или высверливается и выковыривается. Необходимость в высверливании возникает, когда обмотка набита в окно очень плотно и попытка её выбить может привести к разрушению магнитопровода.

Удаление вторичной обмотки трансформатора зубилом

Срезанная ножовкой вторичная обмотка трансформатора

Удаление вторичной обмотки трансформатора
При удалении вторичной обмотки нужно стараться не повредить первичную обмотку.
Кроме двух обмоток, в трансформатор могут быть вмонтированы шунты, ограничивающие ток, их тоже обязательно нужно убрать.

Магнитопровод с первичной обмоткой и шунтами
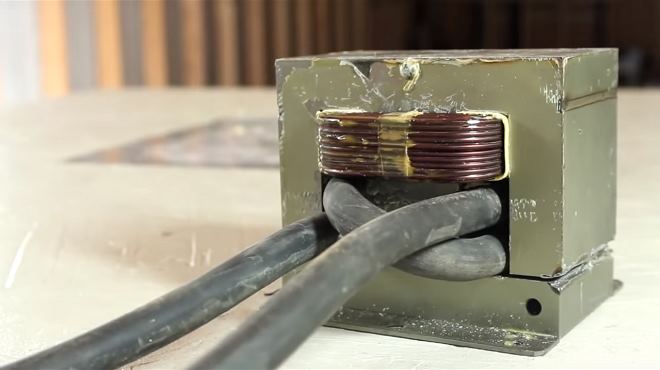
После извлечения из трансформатора ненужных элементов, наматывается новая вторичная обмотка. Для обеспечения большого тока, близкого к 1000А, необходим толстый медный провод, площадью сечения более 100 мм 2 (провод диаметром более 1 см). Это может быть либо один многожильный провод, либо пучок нескольких проводов небольшого диаметра. Если изоляция провода толстая и мешает сделать достаточное количество витков, то её можно снять, а провод обмотать тканевой изолентой. Длина провода должна быть наименьшей из возможной, чтобы не создавать дополнительного сопротивления.

Готовый трансформатор для точечной сварки
Делается 2-3 витка. На выходе должно получиться около 2В, этого будет достаточно. Если удастся впихнуть в окна трансформатора больше витков, то выходное напряжение будет больше, следовательно будет дольше ток (в сравнении с меньшим количеством витков провода такого же диаметра) и мощность аппарата.
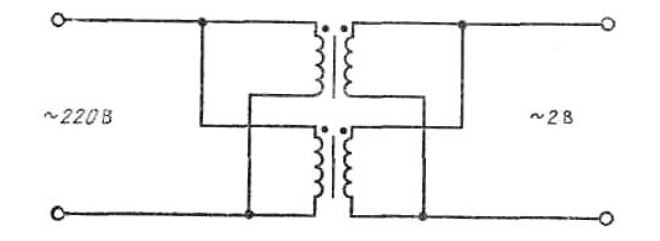
Если есть два одинаковых трансформатора, то их можно объединить в один, более мощный, источник тока. Это может потребоваться когда в наличии два трансформатора с недостаточной мощностью или когда требуется сделать своими руками аппарат точечной сварки для работы с более толстым металлом.
Например, в случае недостаточно мощных трансформаторов, каждый из трансформаторов мощностью 0,5 кВт имеет входное напряжение 220В, выходное напряжение равно 2В при номинальном токе 250А (значение взято для примера, пусть кратковременный ток сварки будет 500А). Соединив одноименные выводы первичных и вторичных обмоток, получим устройство, в котором при том же значении напряжения (2В) номинальное значение выходного тока составит 500А (почти также удвоится и ток сварки, будут больше потери из-за сопротивлений).

Схема соединения двух трансформаторов
При этом, показанные на схеме соединения в цепи вторичных обмоток должны быть на электродах, то есть в случае двух трансформаторов мощностью 0,5 кВт будет два одинаковых провода диаметром 1 см, концы которых соединены с электродами.
Если ошибиться в соединении выводов первичной или вторичной обмоток, то буде короткое замыкание.
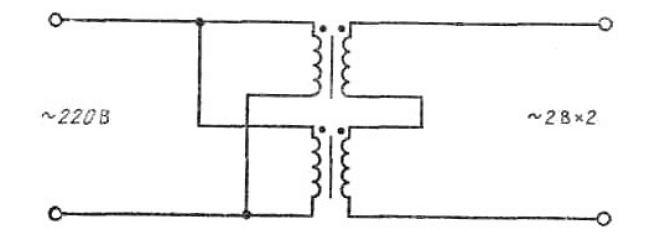
Если есть два достаточно мощных трансформатора и нужно увеличить напряжение, а размеры окна магнитопровода не позволяют сделать нужное количество витков толстым проводом на одном трансформаторе, то вторичные обмотки двух трансформаторов соединяются последовательно (один провод протягивается через два трансформатора), с одинаковым количеством витков на каждом трансформаторе. Направление витков должно быть согласованно, чтобы не получилось противофазы и как следствие, напряжения на выходе близкого к нулю (сначала можно поэкспериментировать с тонкими проводами).

Схема соединения двух трансформаторов
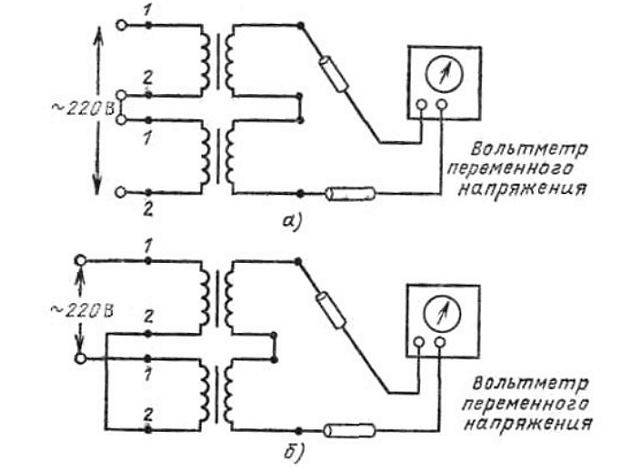
Обычно в трансформаторах одноименные выводы обмоток всегда обозначены. Если по каким-либо причинам они неизвестны, то их можно определить, поставив простой эксперимент, схема которого изображена ниже.

Схема определения выводов трансформаторов
Здесь входное напряжение подается на последовательно соединенные первичные обмотки двух одинаковых трансформаторов, а на выходе, образованном последовательным соединением вторичных обмоток, включен вольтметр переменного напряжения. В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай свидетельствует о том, что и в первичной, и во вторичной цепях объединены между собой разноимённые выводы соответствующих обмоток. В самом деле, напряжение на каждой из первичных обмоток равно половине входного и трансформируется во вторичных обмотках с одинаковыми коэффициентами трансформации. При указанном включении вторичных обмоток напряжения на них суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток. Нулевое показание вольтметра свидетельствует о том, что равные по значению напряжения на последовательно включенных вторичных обмотках трансформаторов имеют противоположные знаки и, следовательно, какая-либо из пар обмоток объединена одноименными выводами. В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены разноименными выводами. Очевидно, что такой же результат можно получить изменив последовательность соединения выводов вторичных обмоток.
Чтобы сделать своими руками более мощный аппарат точечной сварки можно соединить подобным же образом больше трансформаторов, если только это позволяет сделать сеть. Слишком мощный трансформатор будет вызывать большое падение напряжения в сети, приводить к срабатыванию предохранителей, миганию лампочек, жалобам соседей и т.п. Поэтому мощность самодельных аппаратов для точечной сварки ограничивают обычно значениями, которые обеспечивают силу сварочного тока в 1000-2000А. Нехватку силы тока компенсируют увеличением времени сварочного цикла.
Электроды. В качестве электродов используются стержни (прутки) из меди. Чем толще будет электрод тем лучше, желательно чтобы диаметр электрода не был меньше диаметра провода. Для аппаратов небольшой мощности подходят жала от мощных паяльников.

Медный пруток

Электроды для точечной сварки

Электрод для точечной сварки
Электроды необходимо периодически подтачивать, т.к. они теряют форму. Со временем они стачиваются полностью и требуют замены.
Как уже писалось, длина провода, идущего от трансформатора к электродам, должна быть минимальной. Также должно быть минимум соединений, т.к. на каждом соединении происходит потеря мощности. В идеале на оба конца провода надеваются медные наконечники, через которые провод соединяется с электродами.
Наконечники должны быть спаяны с проводом (жилы провода тоже должны быть спаяны). Дело в том, что со временем (возможно и при первом же запуске), в месте контактов происходит окисление меди приводящее к росту сопротивления и большой потере мощности, из-за чего аппарат может перестать сваривать. Плюс при обжиме наконечников площадь контакта меньше чем при пайке, что тоже увеличивает сопротивление контакта.
Из-за большого диаметра провода и наконечника для него, спаять их непросто, однако облегчить эту задачу могут продающиеся луженые наконечники под пайку.
Неспаянные соединения наконечников с электродами тоже создают дополнительное сопротивление и окисляются, но т.к. электроды должны быть съемными, неудобно каждый раз при замене отпаивать старые и припаивать новые. Тем более это соединение гораздо проще очистить от окислов, чем конец многожильного провода обжатого наконечником.
Органы управления. Единственными органами управления могут быть рычаг и выключатель.
Сила сжатия между электродами должна быть достаточной для обеспечения контакта свариваемых деталей меду электродами, и чем толще свариваемые листы, тем больше должна быть сила сжатия. На промышленных аппаратах эта сила измеряется десятками и сотнями килограмм, поэтому рычаг стоит делать подлиннее и покрепче, а основание аппарата помассивнее и с возможностью крепления струбцинами к столу.
Большое усилие прижима у самодельных аппаратов для точечной сварки можно создать не только рычажным, но и рычажно-винтовым зажимом (винтовая стяжка между рычагом и основанием). Возможны и другие способы, требующие различного оборудования.
Выключатель должен устанавливаться в цепь первичной обмотки, потому что в цепи вторичной обмотки очень большой ток и выключатель будет создавать дополнительное сопротивление, кроме того контакты в обычном выключателе могут намертво свариться.
В случае рычажного прижимного механизма, выключатель следует монтировать на рычаге, тогда одной рукой можно давить на рычаг и включать ток. Вторая рука останется свободной для придерживания свариваемых деталей.

Самодельный аппарат точечной сварки

Самодельный аппарат точечной сварки
Эксплуатация. Включать и выключать сварочный ток необходимо только при сжатых электродах, в противном случае возникает интенсивное искрение, приводящее к подгоранию электродов.
Желательно использовать принудительное охлаждение аппарата с помощью вентилятора. При отсутствии последнего нужно постоянно контролировать температуру трансформатора, токопроводов, электродов и делать перерывы, чтобы не допустить их перегрева.

Результаты точечной сварки
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой. Подробнее про выполнение точечной сварки написано в статье Контактная точечная сварка.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Как сделать аппарат для точечной сварки из обычной микроволновки
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.

Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
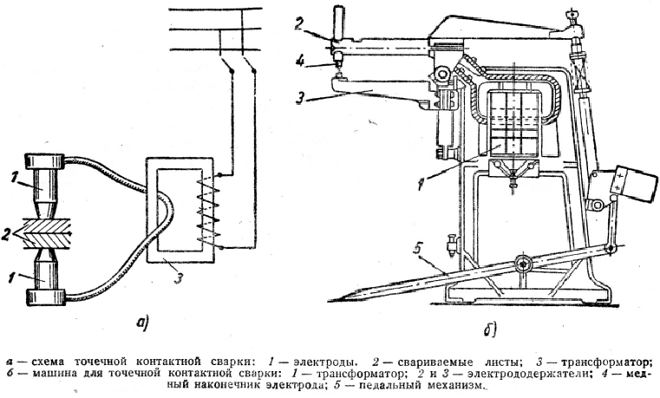
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.

Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
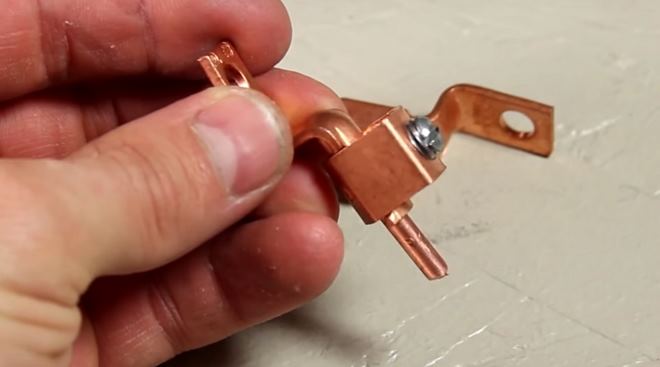
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.

Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.

Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
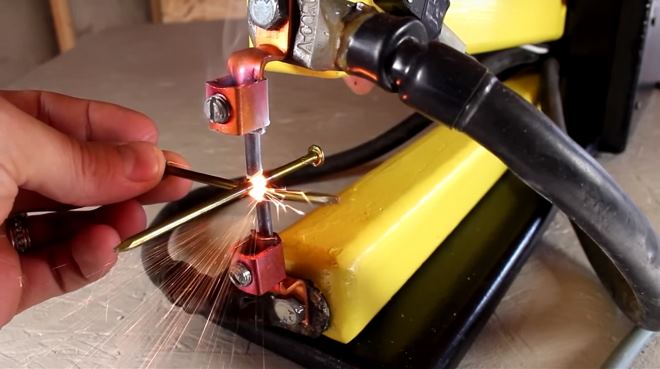
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Точечная контактная сварка
Более полторы сотни лет точечная контактная сварка служит верой и правдой строителям для сборки сложных конструкций из арматуры, сборщикам автомобилей для соединения тонкого корпусного металла и приваривания массивных деталей. Можно долго перечислять все сферы применения этого метода соединения металлических листов, но главным достоинством останется простота применения и возможность автоматизации процесса. Эти возможности логически вытекают из его физических принципов действия, с которыми мы и хотим вас познакомить.
Принцип работы
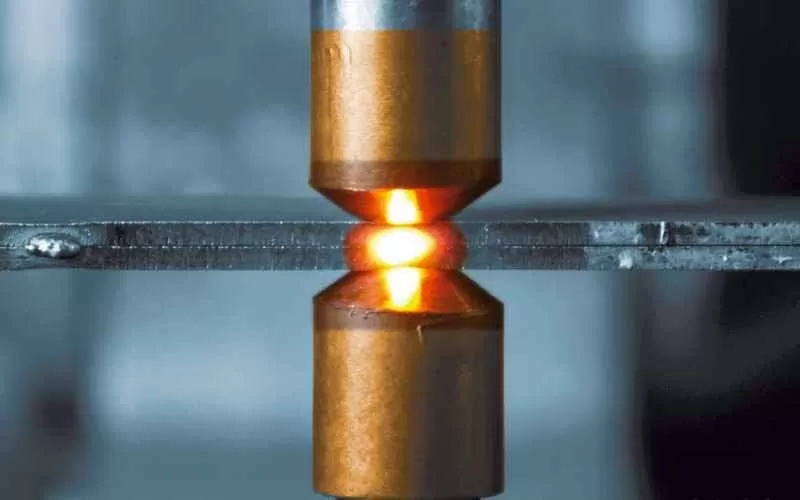
Физика процесса элементарна и известна даже школьнику. Все мы знаем, что при протекании электрического тока по проводнику происходит нагрев проводника. Чем больше ток – тем больше нагрев. При точечной контактной сварке в качестве проводников выступают свариваемые детали. Их накладывают друг на друга, зажимают специальными электродами и подают напряжение.
Поскольку сопротивление этого участка ничтожно мало, то даже при напряжении в несколько вольт протекают токи в сотни и тысячи ампер (в зависимости от возможностей источника питания). Токи такой величины доводят металл деталей до сильного нагрева и размягчения, что при большом давлении со стороны электродов создает условия для взаимной диффузии.
Задача сварочного аппарата сводится к созданию достаточного усилия сжатия деталей электродами и подачи больших токов в момент сваривания деталей. Так же нужно обеспечить эффективное охлаждение электродов, в противном случае они просто расплавятся, ведь по ним протекает такой же ток, как и через соединяемые детали.
Точечная контактная сварка
Технология
Она объединяет в себе сумму знаний и опыта об описываемом процессе и предлагает методы и способы для наилучшего решения вопроса. Технология описывает оснастку машин, приспособления, которые применяются для сборки деталей в узлы и агрегаты. Целью нашего текста является ознакомление с той частью технологии, которая описывает порядок сваривания деталей и все многообразие режимов работы сварочной машины.
Сваривание изделий должно проводиться в строго определенном порядке. Первыми варятся углы изделия и те участки, которые прилегают к ребрам жесткости. Таким образом создается каркас жесткости, внутри которого варятся участки, склонные к деформации. Соединение длинных листов должно проводиться в направлении от середины к краям. Большой проблемой при сваривании длинных листов металла может стать образование гофр между точками сваривания. Чтобы избежать этого явления, необходимо варить их подряд без пропусков, обеспечивая достаточное прижимное усилие.
Этапы
Основная схема проведения работ точечной сваркой предусматривает четыре этапа. На первом этапе происходит сжатие соединяемых деталей электродами сварочной машины. На втором этапе включается ток разогрева и выдерживается до расплавления точки сваривания и формирования литого ядра.
Третий этап подразумевает увеличение силы сдавливания электродами при продолжающемся прохождении сварочного тока. На четвертом этапе выключается подача напряжения, снижается давление электродов и они отводятся от места сваривания.
Режимы
Режимы сваривания зависят от множества факторов. При выборе режима необходимо учесть особенности различных материалов, толщин и конфигурации деталей. Режимы разрабатываются и описываются технологами. В технологии обязательно необходимо определить:
- площадь контактной поверхности электрода;
- время пропускания тока;
- давление электродов;
- величину тока.
Технологический процесс включает в себя требования к частоте и способу запиливания электродов. Это гарантирует соблюдение описанных выше технологических параметров, таких как площадь контакта, величина тока. Технология предусматривает частоту смены наконечников электродов во избежание критического износа.
Отдельными пунктами определяется порядок окончательной зачистки изделия. Например, стальные изделия обрабатываются личным напильником, а для алюминия достаточно наждачной бумаги.
Преимущества и недостатки контактной сварки
Основным преимуществом можно считать возможность полной автоматизации процесса. Это обстоятельство способствовало внедрению такого способа на машиностроительных конвейерах. Высочайшей производительности труда позволяет добиться точечная сварка в сочетании с промышленными роботами. Кроме того, повышения производительности добиваются внедрением многоточечных машин. Такой вид сваривания позволяет:
- обходиться без сварщиков высокой квалификации;
- идеально соединять тонкие листовые материалы;
- вести работы без использования защитных газов;
- оказывает ничтожное воздействие на металл изделия;
Одно из достоинств этого способа — отсутствие выделения вредных газов. Последним аргументом можно считать высокую степень пожарной безопасности по сравнению с ручной дуговой сваркой.
Недостатки этого вида соединения деталей начинают проявляться при сваривании изделий сложной формы. Если с листами металла проблем никаких, то сложные изделия требуют особых форм электродов, что не всегда возможно. Осложнения нарастают при попытках создать многоточечную оснастку. Не всегда удается применить эту сварку при сваривании нескольких разнородных металлов и сплавов. В данном случае такое преимущество, как отсутствие защитных газов, работает против производства.
Значительную опасность для обслуживающего персонала создаёт вероятность выплеска металла в момент подачи сильного тока на электроды. Этим особенно грешат машины старых образцов. Современные сварочные аппараты обеспечивают плавную подачу сварочного тока. Ещё большая безопасность достигается при использовании постоянного тока в сочетании с программным управлением силой сжатия.
Сферы применения точечной сварки
Сферы применения точечной контактной сварки определяются её возможностями и особенностями. Поскольку этот вид соединения деталей не требует высокой квалификации рабочих и легко поддаётся механизации и автоматизации, то ему была открыта широкая дорога к производству разнообразных изделий широкого потребления. Крупносерийное производство позволяет проектировать автоматические линии, на которых режимами работ управляют компьютеры, а место рабочих занимают роботы – сварщики.
На подобных производствах изготавливают технику, облегчающую домашний труд: пылесосы, стиральные машины. Похожий процесс производства имеет сельскохозяйственная техника и устройства для ведения приусадебного хозяйства: газонокосилки, сепараторы молока. Естественно, что они тоже применяют точечную сварку для соединения элементов корпусов и приваривания отдельных деталей.
Наибольшее количество аппаратов точечной сварки работает в машиностроении. Это очень разветвленная отрасль, и во всех её направлениях работают аппараты точечной сварки. Именно с её помощью свариваются корпуса большинства многочисленных изделий, выпускаемых этой отраслью.
Автомобили, трактора, комбайны, железнодорожные вагоны – вот обширный, но далеко не полный перечень производств, применяющих этот вид сварки. Несколько особняком стоит такая отрасль, как микроэлектроника, и это понятно. Ведь здесь совершенно другие измерения, и, соответственно, сварочные аппараты и способы ведения работ. В большинстве операций, по причине сверхмелких размеров деталей, человеку не находится места, и работы ведутся на роботизированных линиях под управлением компьютеров.
Во всех вышеупомянутых случаях используются разносторонние возможности точечной сварки, такие как:
- возможность сваривания цветных и черных металлов;
- возможность сваривания нержавеющих металлов;
- возможность сваривания разнородных металлов;
- возможность сваривания деталей разной толщины.
Аппарат точечной сварки
Физические принципы, лежащие в основе работы аппаратов точечной сварки, определяют его конструкцию и основные элементы. Ток большой силы предполагает наличие мощного силового трансформатора. Этот трансформатор отличается от большинства своих собратьев наличием вторичной обмотки с малым числом витков, намотанных очень толстым проводом. Это связано с прохождением по нему токов в десятки тысяч ампер.
С силового трансформатора ток поступает на электроды различной конструкции, чаще всего выполненных в форме клещей. Наконечники клещей выполняются из меди, что обеспечивает им малое электрическое сопротивление, в сравнении с сопротивлением свариваемых металлов. Благодаря этой разнице, львиная доля падения напряжения приходится на детали, что и обеспечивает их разогрев. Однако часть тепла выделяется и на электродах, поэтому аппараты точечной варки обязательно имеют систему принудительного охлаждения. Чаще – водяного, реже – воздушного. Качество охлаждающей воды определяется по ГОСТ 297 – 80Е.
Несущий корпус должен имеет достаточную жесткость, чтобы при сжатии электродов не допустить их смещения, превышающего норму. В корпусе расположена и система управления, состоящая из электрических, электронных, пневмо и гидроустройств. Система обеспечивает алгоритм управления всеми частями машины.
И последнее, о чем стоит упомянуть, — это механизм сжатия сварочных электродов. Эти механизмы бывают очень разных конструкций и сложности: от элементарных ручных клещей до мощных узлов, управляемых электроникой, снабженных пневмо- или гидроприводом.
Виды оборудования для точечной сварки
Существующие аппараты для контактной точечной сварки разделяются на виды в зависимости от используемого тока и формы его импульсов:
- аппараты переменного тока;
- аппараты низкочастотной сварки;
- аппараты постоянного тока;
- аппараты конденсаторного типа.
Самое широкое распространение имеют аппараты, работающие на переменном токе. Это обусловлено сравнительной простотой их устройства. Остальные виды являются более специализированными и применяются каждый по своему назначению.
Техника безопасности
Точечная контактная сварка является сравнительно безопасным видом работ и не требует принятия особых мер безопасности. Вместе с тем не стоит забывать о том, что аппараты, предназначенные для этого вида сварки, подключаются к высоковольтной сети и требуют соблюдения всех правил работы в таких сетях.
Специфическую, характерную для этого вида работ, опасность представляет выплеск расплавленного металла, что может стать следствием сваривания на неправильном режиме или плохой очистке поверхности соединяемых деталей. Для защиты от этого явления необходимо иметь маску сварщика. При сваривании оцинкованных металлов, выделяющих вредные газы, необходимо обеспечить место проведения работ эффективной вытяжной вентиляцией.
Дефекты и их исправление
Неверно составленная технологическая карта или неточное выполнение предписанного процесса могут вызвать дефекты сварного соединения. Наиболее часто встречающийся дефект – полный или частичный непровар. Изделие с таким дефектом ведёт себя как склеенное, при небольших и статических нагрузках сохраняет целостность, но рвётся при малейшем усилении разрушающих факторов.
Недостаточное сжатие деталей, слишком большой ток или грязная поверхность способствуют возникновению наружных трещин. Серьезные дефекты получаются при сваривании в непосредственной близости от кромки детали или чрезмерном давлении электродов. В первом случае, это разрыв кромки, во втором – вмятины в местах сваривания.
Исправляются все дефекты, в основном, вырезанием такого места с последующей повторной сваркой. Наружные выплески металла исправляются зачисткой, а деформации – проковкой или точечным нагревом газовыми горелками.
Как сделать точечную контактную сварку своими руками
Первые самодельные устройства точечной контактной сварки делали из микроволновой печи. Модное некогда течение — готовить и разогревать пищу в микроволновой печи — постепенно пошло на спад и в результате образовалось некоторое количество таких печей, с которых можно было снять силовой трансформатор. Мощность этого трансформатора позволяет сделать из него точечную контактную сварку своими руками.
Схема такой сварки довольно проста, изготовление не представляет особых сложностей, но один существенный недостаток не позволяет заинтересовать таким устройством широкие массы домашних умельцев. Этот недостаток – ограниченные возможности этого устройства. Толщина металла, который можно сварить этим устройством, не превышает одного мм. Намного надежнее и качественнее, с большими возможностями, получается самодельное устройство из сварочного инвертора.
На базе сварочного инвертора можно собрать реальную точечную сварку. Не эти бесконечные игрушки, которыми невозможно надежно сварить даже лист толщиной до 1 мм., а машину, легко соединяющую лист и уголки до 3 мм. толщиной. И это при дополнительном трансформаторе мощностью всего один кВт.
В сети можно найти большое количество конкретных схем и видео по их воплощению в жизнь, но нигде нет четкого изложения идеи, заложенной в эти конструкции. В результате при отсутствии какой-либо детали от конкретного устройства, реализация его становится невозможной.
И наоборот, понимая назначение комплектующих деталей и принцип действия аппарата, можно создать его из того, что есть под руками. В нашем варианте вы получаете то, что в рекламных роликах любят называть «два в одном».
Приобретая недорогой сварочный аппарат на сайте производителя КЕДР, вы становитесь обладателем экономной, легкой и безотказной ручной дуговой сварки и, после незначительной переделки, получаете устройство точечной контактной сварки: к существующему инвертору подключается блок конденсаторов суммарной ёмкостью от 1 тысячи и до 15 тысяч микрофарад (чем больше ёмкость, тем круче будет сварочный импульс и качественнее сварка). Выход блока конденсаторов через мощный контактор подключается к первичной обмотке выходного трансформатора мощностью 1 кВт.
Наши товары
Артикул: Источник сварочный КЕДР AlphaMIG-500S Plus (40–500А, 380В) 174 900 руб.
Точечная сварка своими руками: как самостоятельно собрать аппарат
Что это такое? В домашних условиях время от времени необходимо использовать сварку. Когда речь идет о достаточно толстом листе металла, никаких проблем не возникает. Сварочный аппарат можно купить, попросить у соседа или заплатить за работу специалисту. Другое дело – тонкостенный металл, такие детали нельзя соединять обычной сваркой.
Как осуществляют? Для работ с металлом толщиной до 2 мм, например, в электротехнических изделиях, применяется точечная сварка. Аппарат для нее можно сделать своими руками.
Вопросы, рассмотренные в материале:
- Особенности точечной сварки
- Технология изготовления аппарата для точечной сварки из микроволновки
- Мощное устройство для точечной сварки
- Точечная сварка из конденсаторов своими руками
- Изготовление сварочных клещей для точечной сварки
- Сборка трансформатора для точечной сварки
- Электроды для точечной сварки своими руками
- Управление самодельной контактной сваркой
Особенности точечной сварки
Самодельный сварочный аппарат для контактной сварки позволяет создавать неразъемные соединения. В зависимости от требуемого режима и характеристик материала для сваривания могут применяться разные технологии. В ходе процесса происходит пластическая деформация металла, сопровождающаяся термическим воздействием, которое активирует связи между молекулами. Сваривание точечным методом подразумевает плотный контакт деталей.

Точечной сваркой принято называть быстрое контактное сращивание заготовок, в ходе которого не используются присадочные материалы. Этот метод пользуется популярностью, которая обусловлена конструктивной простотой и компактностью оборудования, низкой себестоимостью технологии и высокими эксплуатационными характеристиками готовых изделий.
Заготовки точно позиционируют, помещают в зазор между электродами и плотно прижимают друг к другу. Соединение происходит в ходе совместного пластического деформирования обеих деталей, разогретых до требуемой температуры. Промышленные автоматические аппараты обеспечивают скорость сваривания до 10 точек в секунду.
Для осуществления качественной точечной сварки своими руками в условиях домашней мастерской необходимо добиться, чтобы электродная пара перемещалась с постоянной скоростью, обеспечить необходимое давление и плотное прижатие свариваемых заготовок.
Для нагревания деталей при контактной сварке используются кратковременные импульсные электрические разряды длительностью от 0,01 до 0,1 секунды, под действием которых металл точечно расплавляется с образованием общего для обеих заготовок жидкого ядра диаметром от 4 до 12 мм. В ходе остывания и кристаллизации материала необходимо еще некоторое время удерживать детали под давлением.
Технология изготовления аппарата для точечной сварки из микроволновки
Для изготовления аппарата для точечной сварки своими руками можно использовать в качестве донора деталей вышедшую из строя микроволновую печь с сохранившим работоспособность трансформатором. Микроволновку необходимо аккуратно разобрать. Для сборки самодельного сварочного аппарата, помимо трансформатора, можно также воспользоваться выключателем, сетевым фильтром и проводом питания.
Важно! Необходимо убедиться в том, что в конденсаторе не сохранился заряд. Для того чтобы его разрядить, следует, соблюдая осторожность, замкнуть контакты с помощью любого инструмента с ручкой из диэлектрика.
После модернизации трансформатор должен обеспечивать:
- импульсный ток силой ≥ 1000 А;
- мощность – до 5 кВт.
Первичную обмотку, выполненную из толстого провода, трогать не нужно. Чтобы ее не повредить, трансформатор следует зафиксировать в тисках, заполнив зазор между обмотками небольшими кусками гофрированного картона. Далее необходимо удалить вторичную обмотку, которая не понадобится, с помощью ножовки по металлу, острой стамески и киянки.
Затем следует избавиться от металлических шунтов, ограничивающих силу тока. Удалить проволоку будет проще, если заранее высверлить сварной сердечник, не касаясь его внутренней поверхности. На этом подготовительные работы можно считать законченными.
Мощное устройство для точечной сварки
Для повышения мощности необходимо оборудовать аппарат еще одним самодельным трансформатором. Для создания единой цепи вторичные обмотки следует объединить, использовав одноименные выводы. Важно, чтобы оба трансформатора имели одинаковое число витков в первичных и вторичных обмотках. Направление намотки должно быть согласовано, иначе возникнет противофаза, и выходное напряжение упадет до нуля.

Порядок работы по сборке аппарата:
- последовательно соединить обмотки обоих трансформаторов в единую цепь;
- после подачи напряжения с помощью вольтметра замерить его на выходе;
- если напряжение повышено – убедиться, что соединены одноименные выводы;
- при отсутствии напряжения надо проверить, в правильном ли порядке подключены обмотки трансформаторов.
Рекомендуем статьи
- Сварка без газа: обзор технологии
- Постоянный ток (DC) для сварочных работ
- Электрошлаковая сварка: преимущества, технология, оборудование
Соединив одноименные выводы, на выходе получаем вдвое большую мощность. Напряжение при этом не меняется. С помощью самодельного аппарата для точечной сварки можно соединять детали из стального листа толщиной до 5 мм. Если сила импульсного тока выше 2 000 А, необходимо усилить проводку.
Точечная сварка из конденсаторов своими руками
Простой аппарат для точечной сварки можно изготовить своими руками, используя конденсаторы. Имея под рукой необходимые детали, его без особых проблем соберет даже начинающий мастер. Главные элементы такого аппарата – конденсаторы напряжением 25 В, которых понадобится не меньше пяти (каждый на 47 000 μФ).

Помимо конденсаторов, для изготовления аппарата следует обзавестись:
- симисторами;
- вольтметром (можно использовать самый недорогой);
- аккумуляторами 18650 и боксами для их установки;
- кнопкой включения;
- лампочкой;
- медными электродами.
Для увеличения мощности необходимо параллельно соединить три симистора.
В черновом варианте самодельный аппарат для точечной сварки состоит из:
- связки из пяти конденсаторов емкостью 47 000 μФ (суммарно – 235 000 μФ);
- вольтметра;
- двух высокотоковых аккумуляторов 18650;
- электронного ключа из трех симисторов;
- кнопки включения;
- самодельных медных электродов.
Для повышения производительности в отдельных случаях из схемы исключается повышающий преобразователь напряжения и используется связка из шести высокотоковых батарей, работающих напрямую. Такой аппарат обеспечивает более высокую скорость сварки. Лампочку включают в цепь между высокотоковыми батареями и конденсаторами для ограничения тока заряда последних и улучшения работы аккумуляторов.
Изготовление сварочных клещей для точечной сварки
Клещи для точечной сварки – еще одно несложное устройство, которое можно собрать своими руками. Первым делом следует изготовить корпус инструмента, используя подручные материалы, которые можно найти в любой домашней мастерской. Для этого пригодятся любые пластины или полоски металла, толщина которых не превышает 5 мм.

Для изготовления клещей понадобятся две полосы металла по 2 см шириной каждая, которые нужно согнуть таким образом, чтобы они при наложении образовали щипцы. Длину ручек можно выбрать произвольно. Далее необходимо просверлить отверстие для оси в обеих полосках, предварительно проложив между ними пластину из любого диэлектрического материала.
Для крепления проводов следует просверлить на концах ручек будущих клещей отверстия под болты. Далее следует наложить на ручки инструмента обрезки резинового шланга и зафиксировать их, обмотав изолентой. Ручки клещей с такой обмоткой станут удобными и безопасными. Для того чтобы пользоваться приспособлением было еще комфортнее, установите между рукоятками пружину.
В качестве источника тока лучше всего использовать трансформатор с дополнительной вторичной обмоткой, для формирования которой следует сделать три оборота кабелем вокруг сердечника. Можно добиться значительного повышения мощности такого приспособления для контактной сварки, добавив в цепь еще один трансформатор.
Сборка трансформатора для точечной сварки
Собирая самодельный трансформатор, на вторичную обмотку опытные мастера советуют пустить кабель КГ 1х35, рассчитанный на длительную эксплуатацию при напряжении 1 000 В и силе тока 300 А. Такой провод выдерживает импульсный ток силой до 1 200 А.

Для модернизации трансформатора понадобится около 2 м кабеля с полимерным покрытием на токопроводящих жилах. Резина толщиной 2,2 мм, которую часто используют в качестве внешней изоляции, слишком грубая и будет мешать, поэтому рекомендуется использовать провод с защитой толщиной не более 1,2 мм.
Далее необходимо обмотать сердечник тремя слоями клейкой ленты, чтобы снизить трение и облегчить намотку. Хорошо натягивая кабель, нужно аккуратно уложить два-три витка. Важно правильно рассчитать минимальную длину выводов. Можно использовать многожильный мягкий кабель, сложив вместе несколько отрезков. В сумме они должны образовать один пучок диаметром не менее 10 мм.
Чем меньше витков во вторичной обмотке, тем большего сечения должен быть использованный провод. Такое устройство позволяет кратно увеличивать напряжение и силу тока. Необходимые для точечной сварки параметры ориентировочно должны составлять:
- напряжение (на холостом ходу) – от 1,5 до 3 В;
- сила импульсного тока – ≥ 800 А.
Важно! Работая клещами для точечной сварки, необходимо соблюдать правила безопасности. Устройство должно быть заземлено и иметь защитный кожух.
Электроды для точечной сварки своими руками
Электроды, которые используются в оборудовании для точечной сварки, внешне отличаются от расходников для электродуговой сварки. Чтобы добиться хорошего качества контактного соединения деталей, нередко пользуются электродами, которые изготовлены из сплава, максимально схожего по составу с материалом свариваемых деталей. Чаще всего в работе используются прямые стержни, но если сварка осуществляется в труднодоступном месте, могут понадобиться электроды специальной конфигурации.
Если вы решили изготовить электроды для точечной сварки своими руками, желательно начинать со сборки пробной полноразмерной модели, которая даст возможность принять во внимания все возможные нюансы. Для получения хорошего результата важно проследить, чтобы диаметры медного стержня, из которого изготовлены электроды и провода, использованного для вторичной обмотки трансформатора, соответствовали друг другу.
От мощности изготовленного своими руками оборудования зависит тип используемых электродов. Это могут быть медные жала от обычных ручных паяльников или большие сварочные клещи, позволяющие создавать серьезное давление на детали. В зависимости от вида сварки электроды могут быть расположены как соосно, так и под необходимым углом.
Слишком длинные проводники приводят к снижению мощности, поэтому следует делать их максимально короткими. Также важно избегать лишних соединений. При совмещении кабеля с электродом нужно использовать лужение и пайку, что позволит снизить потери.
Пользоваться обжимными соединениями нежелательно, так как они создают дополнительное сопротивление. Для крепления электродов используют туго затянутые резьбовые сочленения. Для изготовления болтов и шайб предпочтительно применять медные сплавы. Поверхность деталей и соединений необходимо периодически очищать от оксидной пленки.
Электроды на концах должны иметь форму конуса с вершиной, скругленной для того, чтобы увеличить зону расплавления металла. Слишком большой диаметр кончика отрицательно скажется на качестве сварки и увеличит усилие, которое необходимо прикладывать в процессе работы. Обжимные соединения – зоны роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Управление самодельной контактной сваркой
Самодельный аппарат для точечной сварки оборудован двумя устройствами, позволяющими управлять процессом: кнопкой, которая включает и выключает подачу электрического тока на обмотку трансформатора, и рычагом сварочных клещей.
Для того чтобы обеспечить необходимую силу сжатия, следует располагать электроды вблизи от оси и использовать рычаг достаточной длины – его рукоять должна быть выполнена из диэлектрического материала или обрезинена. При длине ручек от 600 до 1 000 мм развиваемое усилие составляет от 30 до 100 кг.
Кнопку включения подачи тока на первичную обмотку самодельного трансформатора следует располагать под рукой мастера, который должен включать сварку только при полном сжатии деталей, чтобы исключить подгорания электродов.
Визуально необходимое для сваривания время можно контролировать, наблюдая за цветом металла в зоне сварки. Если речь идет о больших объемах работы, трансформатор и электроды необходимо оснастить принудительным воздушным охлаждением, в противном случае процесс придется часто прерывать, давая оборудованию остыть. Начиная работу, следует убедиться в исправности и работоспособности аварийного выключателя, изоляции проводов и правильности подключения электродов.
Выполняя сварку, надо обязательно применять средства индивидуальной защиты – очки, специальную обувь, перчатки. Также важно работать, стоя на диэлектрическом коврике. Необходимо следить, чтобы в аптечке, которая должна присутствовать в любой сварочной мастерской, имелись такие медицинские препараты, как капли для глаз и средство от ожогов.
Аппарат точечной контактной сварки, выполненный своими руками, отлично заменит в домашней мастерской дорогостоящее оборудование из специализированного магазина. Благодаря Сети в наши дни у каждого есть возможность скачать схему для его сборки. Немаловажный плюс самостоятельного изготовления в том, что большую часть деталей не придется покупать, ведь их можно «позаимствовать» у вышедшей из строя бытовой техники.
Автор статьи

Руководитель отдела продаж