Холодная пайка
Запрос «Сухая пайка» перенаправляется сюда; статью об индивидуальном или коллективном рационе питания военнослужащих в условиях пребывания за пределами пункта постоянной дислокации или полевого лагеря см. Сухой паёк.


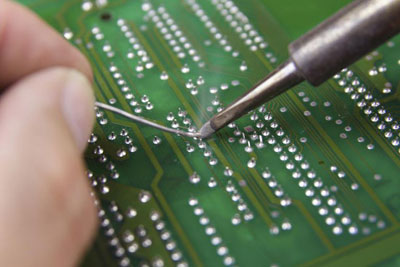
Соединение при холодной пайке
Холодная пайка (англ. Cold solder joint ) — дефект пайки, при котором не образуется прочного паяного соединения (надёжного электрического контакта). «Холодные» соединения имеют характерную зернистую структуру и тускло-серый цвет [1] .
Вызывается: недостаточной температурой при пайке, недостаточной адгезией паяемых поверхностей (вызванной недостаточным качеством применяемого флюса, плохой зачисткой паяемых мест), смещением паяемых элементов в процессе охлаждения.
Холодная пайка возникает при температурах в пределах 183—220 °C [2] . При этих температурах припой размягчается, оплавляется, но не расплавляется, диффузия металлов не происходит на достаточном уровне, поэтому прочность соединений при холодной пайке очень низкая [3] .
Примечания
- ↑Холодная пайка.. // Словарь терминов ЭЛИНФОРМ. Архивировано из первоисточника 12 марта 2012.Проверено 24 августа 2011.
- ↑Технологический процесс паяния. // n-audio.com. Архивировано из первоисточника 12 марта 2012.Проверено 24 августа 2011.
- ↑Пайка для начинающих. // library.espec.ws. Архивировано из первоисточника 12 марта 2012.Проверено 24 августа 2011.
- Дополнить статью (статья слишком короткая либо содержит лишь словарное определение).
Контроль соединения во время пайки — технологический прорыв в ручном монтаже
Контроль соединения во время пайки — технологический прорыв в ручном монтаже
Дмитрий Колесов
dak@argus-x.ru
Монтаж электроники с помощью паяльника в отличие от автоматизированной пайки подвержен сильному влиянию человеческого фактора, а людям, как известно, свойственно ошибаться. Поэтому вероятность появления брака при ручном монтаже намного выше. Как правило, брак удается обнаружить, когда электронный модуль или изделие уже собрано. В этом случае исправление связано с дополнительными затратами средств и времени. Так не лучше ли контролировать качество каждого соединения непосредственно во время пайки и таким образом исключить львиную долю брака в принципе? Похоже, это удалось компании METCAL.
METCAL однажды уже совершил технологическую революцию 35 лет назад, запатентовав индукционный метод нагрева паяльника SmartHeat. Благодаря автоматическому подбору оптимальной мощности для каждого контакта в зависимости от его теплоемкости, легкие и тяжелые контакты стали нагреваться с одинаковой скоростью, что привело к резкому повышению качества ручного монтажа и снижению влияния на результат пресловутого человеческого фактора. Теперь разработчики METCAL решили пойти дальше и устранить это влияние вовсе и таким образом навсегда избавиться от брака. В результате появилась принципиально новая паяльная станция METCAL CV-5210 (рис 1), а вместе с ней и абсолютно новая технология ручной пайки с одновременным контролем качества каждого контакта, которая так и называется CV -Connection Validation (проверка соединения).

Рис.1 Новейшая паяльная станция METCAL CV-5210, контролирующая качество каждого соединения
Прежде чем представить Вам новую разработку, давайте разберемся, что является наиболее критическим браком при пайке, и отчего он возникает. Чаще всего брак является следствием слишком короткого или слишком длительного цикла нагрева соединения. В первом случае имеет место так называемая “холодная пайка” — припой начал плавиться, но не достиг температуры растекания. В результате не произошло смачивания контакта припоем и нормальное соединение не сформировалось.
Если “холодную пайку” можно обнаружить при визуальном контроле по неправильной форме соединения и тусклой поверхности припоя, то последствия слишком долгого нагрева паяемого контакта являются гораздо более скрытыми и опасными. Как известно, во время пайки на границе припоя и меди неизбежно образуется слой интерметаллического компаунда. Чем выше температура и дольше происходит пайка соединения, тем больше толщина этого слоя. Проблема в том, что интерметаллический компаунд по прочности и электропроводности значительно отличается от образующих его металлов, причем в худшую сторону. Толщина интерметаллического слоя строго лимитируется. По большинству отраслевых стандартов во всем мире он не должен превышать 4-5 мкм. При превышении этого значения соединение становится хрупким. В отличие от “холодной пайки” превышение допустимой толщины интерметаллического слоя достаточно сложно обнаружить при визуальном контроле и испытании изделия, но дефект может проявить себя в будущем. Большинство отказов электроники, к сожалению, иногда с катастрофическими последствиями происходит из-за трещины, образующейся именно в интерметаллическом слое.
Паяльная станция METCAL CV-5210 контролирует каждое соединение непосредственно во время его пайки по двум основным критериям: достижение припоем состояния растекания, а также определение толщины образующегося интерметаллического слоя и недопущение ее превышения. Как и все станции METCAL, CV-5210 является индукционной, использует технологию SmartHeat и обладает всеми преимуществами индукционного метода. По техническим характеристикам CV-5210 идентична флагману компании METCAL — станции MX-5210 и использует аналогичные картриджи-наконечники. Однако в отличие от наконечников, выпускаемых ранее, теперь в каждом картридже CV установлен чип, в котором записаны основные параметры наконечника: его размеры, форма, нагревательная способность и кое-что еще. Это «кое-что» делает наконечник уникальным и полностью устраняет возможность его подделки наконечников. Новые наконечники без ограничений могут быть использованы со станциями серии MX, и наличие чипа никак не отразилось на их стоимости.
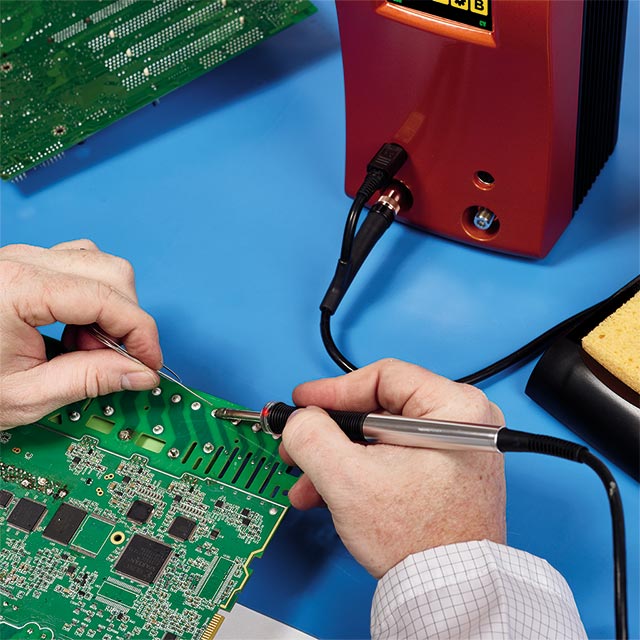
Рис.2 Станция CV дает зеленый сигнал, когда монтажнику нужно завершить пайку.

Рис.3 При ошибке монтажника станция CV включает красный сигнал и фиксирует брак
Работает станция CV-5210 следующим образом: когда мы прикасаемся паяльником к контакту, система «чувствует» это по изменению потребляемой индуктором мощности и начинает контролировать процесс по времени, и основным параметрам, учитывая при этом данные, считанные с чипа картриджа-наконечника. Используя эти данные, процессор рассчитывает время, в течение которого должно произойти плавление и растекание припоя. Если это время истекло, а растекания припоя не произошло, или монтажник убрал паяльник с контакта до полного растекания припоя, система сигнализирует монтажнику об ошибке с помощью звукового сигнала и красного светодиода, встроенного в рукоятку паяльника. Это означает, что либо монтажник выбрал неверный по форме и нагревательной способности наконечник , либо слишком рано закончил операцию, допустив “холодную пайку”. Если же растекание припоя произошло в нужное время, система заметит это по изменению потребляемой индуктором мощности и включит зеленый светодиод (Рис2), это означает, что пайку можно завершить. Одновременно программа начинает рассчитывать толщину образующегося интерметаллического слоя, и когда его толщина достигает максимально допустимого значения, а монтажник так и не прекратил пайку, система включит красный сигнал, констатируя брак (Рис 3). Таким образом, система полностью контролирует весь процесс и даже “руководит” и обучает монтажника, приучая его к правильному ритму пайки. И если монтажник все делает верно и работает в “зеленом коридоре”, появление брака становится практически невозможным.

Рис.4 Станция CV-5210 снабжена сенсорным графическим дисплеем, отображающим температурный график пайки каждого контакта
Помимо подачи сигналов монтажнику CV-5210 отображает на цветном сенсорном дисплее текущую температуру наконечника, и даже рисует температурный график процесса (Рис.4). Станция имеет интерфейс, через который вся эта информация со всего цеха поступает на компьютер технолога или контроллера, и таким образом записывается история пайки каждого соединения, так что ни одна ошибка монтажника не останется незамеченной.
Значение разработки компании METCAL трудно переоценить. Технология CV переводит ручное производство электроники на качественно новый уровень. Возможность исключения брака за счет контроля соединения уже во время пайки вызвало огромный интерес во всем мире. Не случайно на последней выставке IPC APEX, где состоялась презентация системы, стенд компании METCAL собрал в 10 раз больше анкет заинтересованных посетителей, чем на той же выставке в прошлом году. Несомненно новая технология, способная кардинально повысить качество и надежность электроники, будет востребована и на Российских предприятиях.
Соединение холодной пайкой – Полное руководство по пайке
О Соединение холодной пайкой, Вы когда-нибудь сталкивались с холодной пайкой в прошлом? Как Вы решили эту проблему? Получили ли Вы онлайн-помощь?
Большинству инженеров приходится сталкиваться с производством ненадежной электроники из-за соединений холодной пайкой. Это происходит во время промышленной сборки печатных плат. Или же при создании прототипов с учётом новых тенденций (например, при использовании гибких печатных плат).
Как профессиональный производитель печатных плат, WellPCB в прошлом часто беспокоился о холодной пайке. Мы решили подробнее изучить эту тему и попытаться ответить на вопросы, которые могут беспокоить разработчиков печатных плат из-за этих проблем.
Это издание представляет собой сборник информации о соединениях холодной пайкой, что может помочь вам разработать более совершенные печатные платы.
1. Холодная пайка
1.1 Первое, что такое пайка?
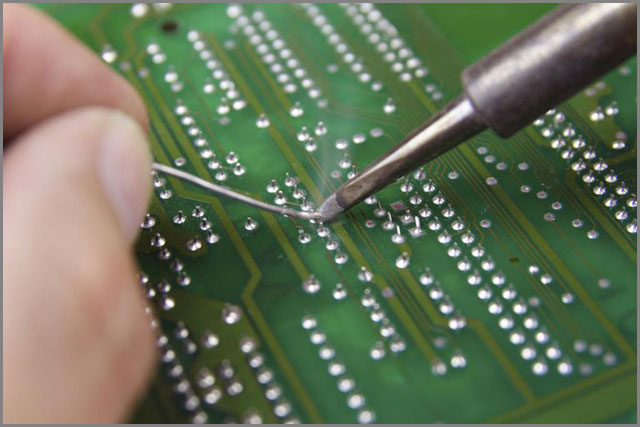
Пайка — это процесс формирования электрических и механических соединений на печатной плате (PCB) путем соединения электронных компонентов с платой. Это делается с использованием сплава расплавленного свинца и олова.
Это фундаментальный навык в электротехнике, поскольку он является центральной частью разработки и устранения неисправностей цепей.
Пайка часто выполняется с помощью паяльной станции или паяльника и проволочного припоя (сплав олова и свинца). Тонкий металлический наконечник (или соответствующий металлический материал) прикрепляется к управляемому нагревательному элементу, подключенному к источнику питания во время пайки.
Со временем наконечник паяльника нагревается до такой степени, что может расплавить проволочный припой. Это способствует созданию паяного соединения. Пайка-это навык, который отвечает за установку монтаж электрических компонентов на печатных платах.
1.2 Расскажите мне о паяльных соединениях
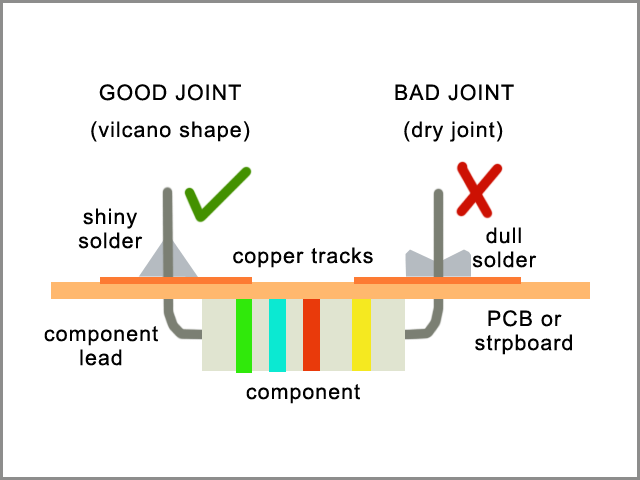
Паяное соединение-это просто специфическая паяная точка соединения электронного компонента с печатной платой. Поперечное сечение идеального паяного соединения должно иметь гладкий и глянцевый расплавленный припой вогнутой формы. Припой поднимается вверх по контакту элемента, подлежащего пайке, как показано на рисунке 1 ниже:
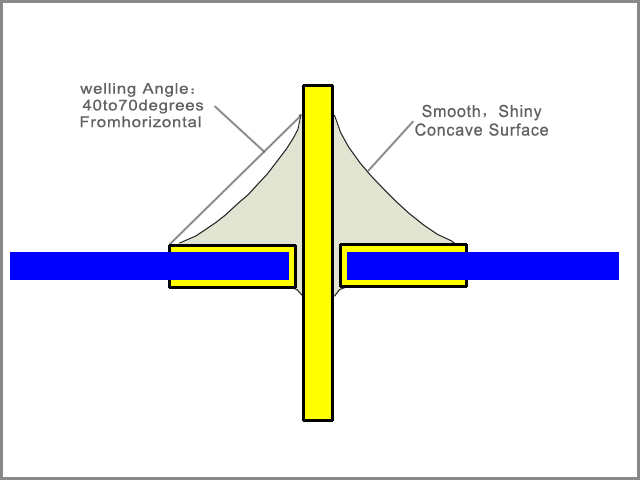
Рисунок 1: идеальное паяльное соединение
Как Вы можете догадаться из простого объяснения (или из опыта), хорошая пайка-это приобретенный навык, требующий большой практики. У большинства из нас этот навык совершенствуется со временем, в ходе повторяющихся схем и экспериментов с ними.
Этот процесс обучения включает в себя метод проб и ошибок с большим количеством фраз “…смонтировать это”, “…демонтировать то».”
Более того, даже в этом случае Вы не будете не совершать ошибки. Вы всего лишь сделаете это немного лучше, чем было до этого.
Это означает, что каждый раз, когда Вы паяете элемент, появляется шанс сделать это лучше, чем в прошлый раз. Или можно узнать, как исправить ошибку, сделанную в прошлый раз.
1.3 Общие проблемы с паяными соединениями
Есть разные ошибки, которые Вы, вероятно, можете совершить в процессе пайки. Вот некоторые из распространенных ошибок, которые Вы можете совершить во время пайки:
1. Нарушенное соединение: образуется, когда паяное соединение повреждается до того, как расплавленный припой затвердеет.
2. Холодное соединение: такое соединение, где припой не может расплавиться полностью после пайки.
3. Перегретое соединение: эта проблема возникает, когда паяльная проволока не плавится, несмотря на нагрев. Это приводит к перегреву флюса на плате, что усложняет процесс пайки.
4. Недостаточное смачивание: Эта проблема возникает либо на контакте, либо на плате. Это показатель того, что припой не нагревается неравномерно на плате и контакте. Недостаточное смачивание контакта показывает, что Вы нагрели контакт больше, чем плату. С другой стороны, недостаточное смачивание платы может указывать на нанесение малого количества смачивающего материала.
Подробнее об этих проблемах будет рассказано в других главах.
1.4 Итак, что же такое соединение холодной пайкой?
Я уверен, что теперь Вы можете догадаться, что такое “соединение холодной пайкой”, не так ли? Как уже отмечалось, соединение холодной пайкой — это проблема паяного соединения, которая часто возникает во время пайки. В таком случае припой не может полностью расплавиться и принять форму для того, чтобы образовать идеальное паяное соединение.
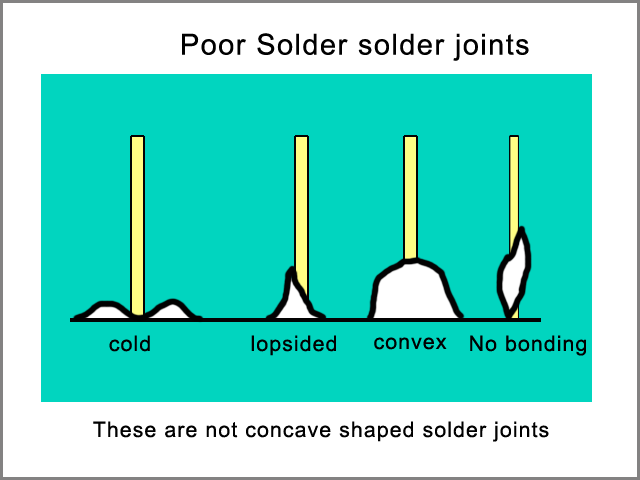
Холодные паяные соединения часто оказывается тусклыми и приводят к выпуклым соединениям схемы на выводах и гибких участках платы. Иногда они также принимают грубые формы, как показано на рисунке 2.
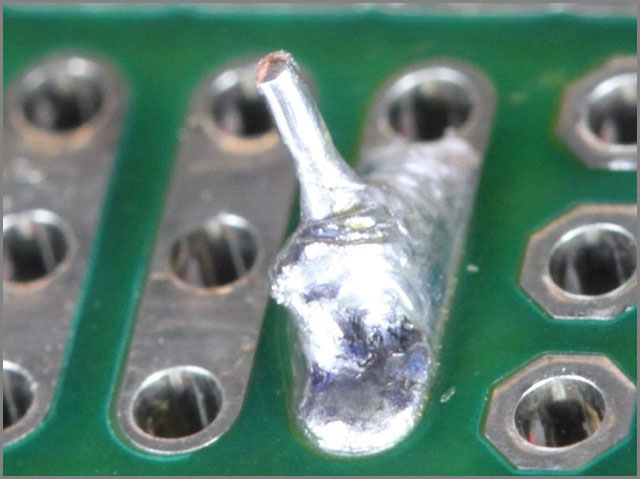
Рисунок 2: соединение холодной пайкой
Соединение холодной пайкой часто возникает, когда перед пайкой не удается должным образом нагреть припой перед пайкой. В некоторых случаях это может произойти, когда кто-то повредил или плату, или припаянный контакт до того, как расплавленный припой затвердеет.
В следующих главах мы рассмотрим более подробную информацию об обнаружение и ремонте соединений холодной пайкой. Мы также предложим методы, которые помогут вам свести к минимуму возникновение холодных паяных соединений.
2. Обнаружение и тестирование холодных паяных соединений
2.1 Почему Вы должны проверять наличие холодных паяных соединений?
Никто не осознает важность тестирования соединений холодной пайкой так, как те, кто работает над большими электрическими проектами.
Смотрите, вот неприятный этап, с котором я сталкиваюсь, работая в одиночку над электронными схемами. Интересно, относится ли такая история и к вашей повседневной работе? Это выглядит примерно так:
Я работаю над электрическим модулем для крупного промышленного проекта. Моя задача — разработать один из основных аппаратных компонентов для более масштабного проекта. У меня уже есть программное обеспечение и электрические компоненты. Они протестированы на обычной плате для прототипирования и загружены на микроконтроллер, готовый к пайке.
Я собираю свои “профессиональные инструменты” и начинаю шлифовать, стараясь спаять всё как можно быстрее. Примерно через 30 минут я заканчиваю весь проект. С моей стороны все выглядит нормально (по крайней мере, я бы так сказал).
Итак, я включаю его и начинаю наблюдать за ним. И угадайте что? Моя схема не работает. «… Ну, может, резистор не в порядке», — думаю я. «Я подозревал это раньше», — приходит мне в голову.
Поэтому я заменяю резистор на другой. Однако, все равно, это не работает. Я проверяю мультиметр и начинаю оценивать каждый компонент. Замечаю одно соединение холодной пайкой и фиксирую его.
Устройство работает, но потом дает неожиданные показания. Я готовлюсь к новой проверке схемы с помощью объектива. Позже я обнаруживаю другое соединение холодной пайки (примерно через час или около того) и исправляю его.
На этот раз мне удается взять его под контроль (после долгой и кропотливой работы, которая иногда может привести Вас к отставанию от графика).
Понимаете? Вот почему нужно проверять наличие холодных паяных соединений. Не проводя оценку холодных паяных соединений, Вы рискуете получить неисправную электронику. С учетом сказанного давайте рассмотрим некоторые из тестов, которые Вы можете проводить на схемах, чтобы установить соединения холодной пайки.
2.2 Тест первый: визуальная проверка соединений холодной пайкой
Визуальная проверка соединений холодной пайкой и их фиксация должны быть основным шагом при разработке схем. Мы уже описывали, как может выглядеть идеальное паяное соединение (в первой главе). Прежде всего, соединение холодной пайки может выглядеть тусклым, беловатым, выпуклым или деформированным.
Я знаю, что все это больше похоже на “здравый смысл”, не так ли? Более того, возможно, вам интересно, почему я заговорил об этом. Иногда это выходит за рамки того, что мы видим своими глазами.
Возможно, Вам понадобится взять увеличительную линзу и проверить паяные соединения, чтобы заметить выпуклую форму и то, что припой заполнил зазоры. Вы не должны видеть свет, проходящий через стыки.
Линзы иногда могут помочь вам обнаружить те стыки, где припой был недостаточно нагрет. Часто такие стыки при тщательном осмотре кажутся грубыми.
Кроме того, когда сомневаетесь, есть ли стык, Вы должны попытаться наклонить элемент, установленный на стыке. Таким образом Вы сможете увидеть, не отсоединяется ли он. Если такое произойдет, попробуйте исправить это с помощью методов, которые мы обсудим в следующей главе.
Также очень важно следить за тем, чтобы припой не перетекал на другие стыки, так как это может привести к короткому замыканию внутри цепи.
2.3 Тест второй: Использование мультиметра для проверки соединений холодной пайкой
При тестировании соединений холодной пайкой с помощью мультиметра Вы можете использовать два метода для определения такого соединения. Это:
2.3.1 Тестирование с использованием сопротивления (Ом)
Здесь Вы начнете с переключения мультиметра на измерение сопротивления. Часто это обозначается символом Ом (Ω). В зависимости от типа мультиметра Вы будете или вращать индикатор, или нажимать диски управления для переключения. Для этого эксперимента используйте сопротивление около 1 кОм.
Затем вы подключаете одну клемму мультиметра напрямую к другой клемме мультиметра. Здесь было бы полезно, если бы Вы просчитали сопротивление ноль Ом. Этот шаг предназначен для проверки правильности работы вашего мультиметра.
Как только вы убедитесь в этом, подключите клемму измерителя к разъему на одном конце. Другой же подключите к другому разъему через компонент. Для нерезисторных электрических компонентов следует соблюдать ноль. Любое значение выше нуля может указывать на холодное соединение.
2.3.2 Тестирование с использованием непрерывности
Используя тот же мультиметр, который мы использовали в тесте 2.3.1, переключите измерение мультиметра на измерение непрерывности. Подключите два конца мультиметра и обратите внимание, что мультиметр издаёт звуковой сигнал, указывая на целостность цепи.

Рисунок 3: Фото с указанием отметки непрерывности
Как только Вы будете удовлетворены, повторите процесс, подключив два конца мультиметра к двум концам цепи. Если мультиметр пищит, значит всё в порядке. Все остальное является признаком нарушения непрерывности, что может быть результатом холодного паяного соединения
2.4 Помните: ошибки при пайке – это путь вперёд
Ни одно специальное устройство не может проверить наличие соединений холодной пайкой. Все описанные выше тесты основаны на методе проб и ошибок. Этот факт является причиной того, что при этом нельзя быть уверенным, что вы не допустите ошибок. Когда вы становитесь слишком наивными и думаете, что не будете делать ошибки с электроникой, Вы в конечном итоге совершите их.
Таким образом, Вы должны всё делать смело и быть готовыми исправить всё, с чем столкнётесь (с помощью методов, описанных в главе 3).
Со временем, исправляя ошибки (которые вы делаете), Вы начинаете становиться немного лучше, чем раньше. Как новичок совершает ошибки, так и профессионалы ошибаются.
Единственное различие заключается в типе ошибок и количестве времени, которое требуется для их устранения. Итак, чего Вам бояться?
3. Ремонт соединений холодного паяния
Соединения холодной пайкой часто возникают как разрушенные холодные паяные соединения или просто соединения холодной пайкой. Происходит это из-за недостаточного нагрева припоя во время пайки. Начнем с:
3.1 Нарушенные соединения холодной пайкой
Это основные типы проблем соединений холодной пайкой для инженеров. Эти паяные соединения возникают, когда или элемент, или печатная плата смещаются до того, как расплавленный припой зафиксируется правильно.
Они имеют вогнутую форму и наклонный контакт внутри припоя. При внимательном осмотре они также могут показаться грубыми и немного мёрзлым.
Прежде всего, их нельзя классифицировать как соединения холодной пайкой. Так как соединения этого типа иногда могут быть выполнены из хорошо расплавленного припоя. Однако они действительно очень похожи на стандартные соединения холодной пайкой.
Более того, это связано с тем, что припой не охлаждается должным образом перед монтажом электроники.
3.1.1 Как устранить соединения холодной пайкой
Как отмечалось выше, этот тип соединения холодной пайкой возникает, когда во время пайки разрушается плата или элемент во время пайки. Таким образом, Вам нужно будет постоянно работать над своей задачей по пайке, чтобы решить эту проблему.
Чтобы пройти через это успешно, Вам может понадобиться специальный стол, устойчиво прикреплённый к земле во время пайки. Если работаете в ограниченном пространстве, Вы можете приобрести паяльные тиски и установить их на сплошную стену рядом с паяльной станцией.
3.2 Соединения холодной пайкой
В предыдущих главах мы определили соединения холодной пайкой как соединения, образованные из-за недостаточного нагрева припоя. Такая проблема легко заметна, поскольку приводит к образованию комков вблизи паяных соединений, при этом компоненты не фиксируются на печатной плате.
Из-за этой проблемы соединение стыков может быть очень плохим и может привести к растрескиванию. И даже разъединению компонентов, прикрепленных к паяному соединению.
Соединения холодной пайкой часто возникают, когда на паяльник не снабжён достаточной мощностью. Иногда это может быть признаком “грязного” наконечника паяльника.
3.2.1 Как решить проблемы с соединением холодной пайкой
Для инженеров, использующих паяльные станции, единственная возможная причина, по которой можно столкнуться с проблемами холодной пайки, — это грязь. Она обычно собирается на наконечнике паяльного пистолета. Эта проблема также может привести к перегреву паяных соединений.
Поэтому первым шагом к решению проблемы соединений холодной пайкой является очистка должным образом наконечника паяльника.
Во-вторых, вам нужно будет снабдить паяльник соответствующим количеством электроэнергии для нагрева паяльной проволоки. В некоторых других случаях Вам потребуется только отрегулировать регулятор вашей паяльной станции / нагревателя соответствующим образом.
После того, как подтвердите нагрев, Вам нужно будет снова нагреть припой и установить его.
В других случаях Вы можете подумать о покупке бессвинцового припоя, такого как припой SN96. Такой припой имеет короткое время для перехода в состояние пластика. Этот тип сварки снижает вероятность неполного сгорания во время пайки.
В оставшихся главах мы обсудим вопросы пайки, связанные с сопротивлением соединения и его последствиями. Затем мы дополним его практическими рекомендациями, которые помогут Вам избежать соединений холодной пайкой.
4. Проблемы с соединениями холодной пайкой
4.1 Соединения холодной пайкой и сопротивление
Во второй главе мы выделили тест на сопротивление как тест для обнаружения соединения холодной пайкой. Мы упустили только то, что не указали ни причину, ни возможное влияние сопротивления на соединения холодной пайкой.
Теперь важно отметить, что все соединения проявляют некоторый уровень сопротивления мощности в цепи. Однако это из-за неполного сгорания припоя из сплава свинца и олова, используемого при пайке.
Холодные паяные соединения могут иметь более высокое сопротивление потоку электрических зарядов.
Эта проблема не всегда проявляется мгновенно. Однако со временем это приводит к большему энергопотреблению. А при длительном использовании холодные паяные соединения могут перегреваться и в конечном итоге привести к неисправности устройства.
4.2 Влияние сопротивления в соединениях холодной пайкой
Высокое сопротивление холодных паяных соединений-это своего рода “бомба замедленного действия” для электроники. Время от времени эффекты проявляются мгновенно, их легко заметить и легко исправить. Однако иногда последствия могут быть не такими заметными и могут сохраняться в производстве дефектных устройств.
Вот некоторые из эффектов, которые могут возникнуть в результате сопротивления в соединениях холодной пайкой:
Неполные цепи: Эта проблема возникает, когда холодное паяное соединение не может соединить компонент и цепь. Хотя эта проблема нежелательна, ее легче всего обнаружить и устранить на ранней стадии. Так как устройство с этой проблемой не будет работать.
В других случаях сопротивление может объединяться с сопротивлением других подключенных резисторов в цепи, чтобы дать ошибочные показания. В таких случаях Вы можете применить уже рассмотренные методы тестирования и решения для устранения этой проблемы.
Цепи перегрева: Цепи перегрева возникают, когда несколько различных холодных контуров соединены между собой. Это самая трудная для обнаружения проблема сопротивления холодному стыку. В большинстве случаев схемы с этой проблемой будут работать на этапе тестирования и даже могут быть произведены для промышленного использования.
Проблема в том, что при длительном использовании эти цепи перегреваются и разрывают цепи электроники. Как следствие это вызывает сбои в работе устройств.
Лучший способ обнаружить проблемы с сопротивлением, вызванные холодными соединениями, — это использовать мультиметр для их обнаружения. Это было описано во второй главе.
Семь методов пайки, которые Вам нужно практиковать
Вот семь золотых приемов, которые могут помочь вам избежать случаев холодной пайки в ваших электронных проектах.
1. Иметь соответствующие инструменты. В частности, вложить деньги в хороший паяльник. Паяльник часто отвечает за нагрев припоя. Таким образом, крайне важно инвестировать в идеальный паяльник, который позволит вам регулировать и контролировать количество тепла, используемого при пайке.
2. При пайке нужно использовать минимальное количество припоя.
3. Регулярно очищайте наконечник паяльника.
4. Иметь надежный источник питания, который может питать нагреватель/паяльник при пайке.
5. По возможности используйте бессвинцовую паяльную проволоку (материал).
6. Всегда давайте расплавленному припою достаточно времени, чтобы он остыл. Не торопитесь паять.
7. Никогда не паникуйте при пайке. Я знаю, что уже опытным инженерам в этом нет необходимости, но большинство новичков сталкиваются с холодными паяными соединениями из-за паники.
Заключение
Я постоянно подчеркивал необходимость выдерживать процесс пайки, поскольку это является основной причиной холодного паяного соединения. Как мы видели раньше, вам нужно повторять некоторые из этих ошибок снова и снова, чтобы стать немного лучше, чем были раньше.
Чтобы узнать больше о пайке, просмотрите наш веб-сайт для получения более подробной информации.
Если вам понадобиться, напечатать надежную и профессиональную печатную плату, Вы можете оставить счёт или запрос на нашем сайте.
Hommer Zhao
Привет, я Хоммер, основатель WellPCB. На сегодняшний день у нас более 4000 клиентов по всему миру. Если у вас возникнут какие-либо вопросы, вы можете связаться со мной. Заранее спасибо.
Как использовать «Холодную сварку»?

Холодная сварка — это клей-шпатлевка, которая используется для соединения металлических деталей без применения температурной обработки и сложного оборудования. В состав сварки также входят упрочняющие добавки.
Холодная сварка отлично подойдет для тех случаев, когда нужно склеить внутренние детали или кузов автомобиля, особенно если необходим экстренный ремонт. Более того, холодная сварка поможет починить сантехнику, мебель, инструменты, лодки и даже окна и зеркала.
Как использовать холодную сварку
1. Холодная сварка очень проста в применении. Сперва необходимо очистить и обезжирить детали, подлежащие обработке. Можно зашкурить поверхность наждачкой соответствующей зернистости — так вы обеспечите максимальное сцепление деталей. От правильного проведения подготовительного этапа будет зависеть последующая прочность застывшей сварки.
2. Используйте перчатки. Откройте крышку герметичного контейнера, в котором содержится сварка.
3. Отрежьте нужное количество сварки ножом, не раскрывая пленки.
4. Следите за тем, чтобы разрез был сделан строго перпендикулярно. На фотографии хорошо видно, что сварка состоит из двух компонентов. Если разрезать сварку наискось, то баланс этих компонентов будет нарушен, что скажется на качестве склеивания поверхностей.
5. Извлеките отрезанный кусочек сварки из пленки.
6. Намочите перчатки водой и начните разминать сварку в руках как пластилин до образования однородной массы.
7. Нанесите сварку на подготовленную поверхность.

Потребуется от часа до суток, прежде чем сварка полностью высохнет и образует плотную пробку. Точное время будет зависеть от толщины слоя и температуры окружающей среды. Застывшая сварка должна немного увеличиться в объеме. После затвердевания сварку можно обрабатывать на токарном станке, сверлить или красить, при этом сварка не теряет своих свойств, что действительно очень удобно.
После использования запакуйте остатки холодной сварки обратно в контейнер. Так вы обеспечите ее сохранность и сможете использовать снова.