Что представляет собой «кабель гибкий» (КГ)?
Само название дает ясное представление, насколько широко можно использовать данный продукт кабельной промышленности.

Преимущества КГ кабеля
- можно использовать в местах с высокой влажностью, даже до 100%, в помещении или на открытом воздухе;
- большая гибкость кабеля позволяет разматывать и сматывать его большое количество раз;
- кабель выдерживает большие нагрузки и сильную вибрацию;
- благодаря гибкости его широко используют в местах, где другие марки кабелей не подходят;
- рассчитан на напряжение от 0,66 кВ до 1кВ.
Такие характеристики позволяют данному проводу использоваться на различных переносных электроустановках. КГ кабель одножильный активно используется в сварочном производстве, поскольку, соответствует требованиям для этой области: хорошая гибкость и способность выдерживать большое напряжение. Чтобы провод чрезмерно не нагревался, во время сварочных работ его не стоит держать смотанным.
При всех своих плюсах кабель КГ имеет ряд ограничений:
- при подключении к сварочным установкам допустимое рабочее напряжение — 0,66 кВ;
- частота колебаний переменного тока не больше 400 Гц.;
- способность потребления силы тока ограничена — 630 ампер;
- если это сеть постоянного тока, максимальное напряжение — 1 кВ.
Области применения
Провод КГ предназначен для подключения к электросети передвижных установок. Используется в помещениях, а так же на улице. Правда он не подходит к монтажу в земле, поскольку не выдержит давления грунта. При соблюдении техники безопасности возможно монтирование на тросах и эстакадах.
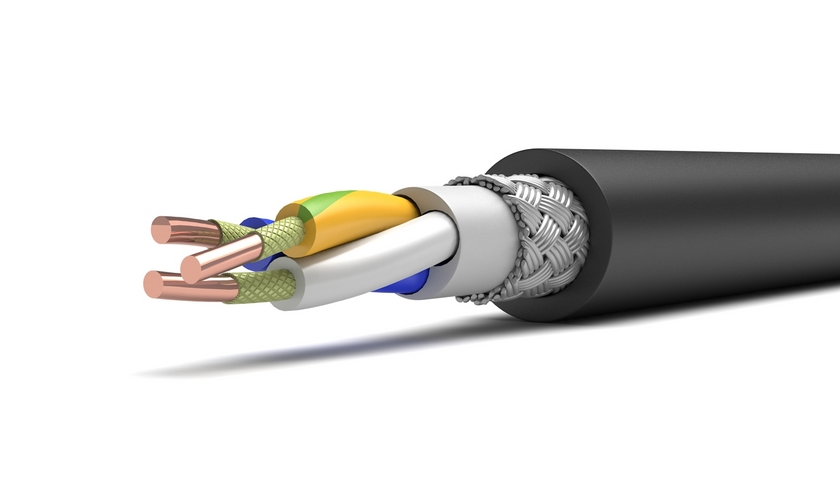
Конструкция и технические характеристики
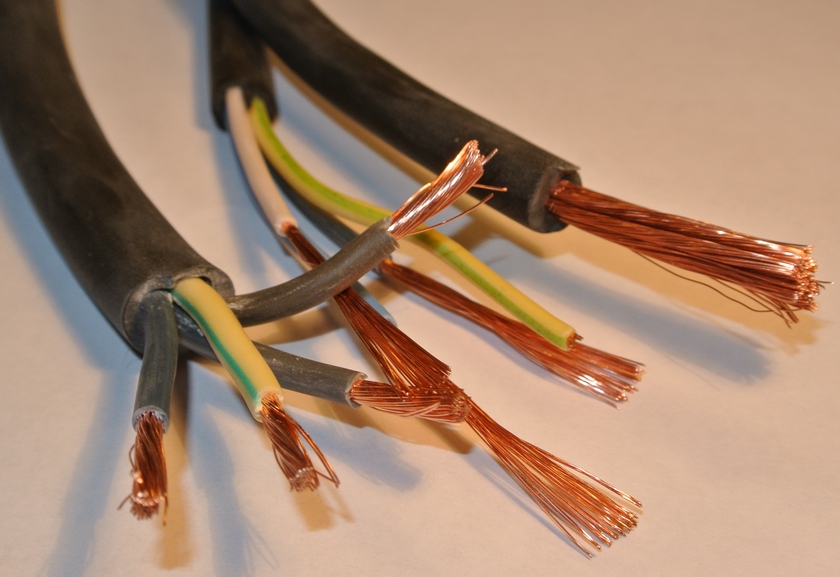
Жила кабеля — многопроволочная, витая из мягких медных проволочек, изготовленная по ГОСТу — 22483-77 . Данным проволочкам причислен довольно высокий класс гибкости — 5 класс. Есть производители, которые заверяют, что их продукт способен выдерживать 30 000 сгибаний. Проволока может быть как с покрытием, так и без него. Это зависит от условий окружающей среды, где предполагается проложить кабель. Если кабель будет эксплуатироваться в местах с умеренным климатом — покрытие отсутствует. При эксплуатации в тропическом климате покрытие есть, и выполнено оно с добавлением свинца или олова, причем, олово должно составлять не менее 40%. Для придания кабелю большей прочности при скручивании проводников иногда добавляют пряжу. Данный кабель, как и кабели других марок, может быть одножильным и многожильным .
Изоляция жил изготавливается из специальной резины из натурального каучука марки РТИ-1, а внешняя оболочка провода — марки РТИ-2 из бутадиенового каучука. У одножильного кабеля оболочка из резины марки РТИШМ. Состав каучука не допустит разрушения оболочки от воздействия ультрафиолетового излучения, в том случае, если кабель будет проложен на открытом воздухе.
В оболочку кабеля для монтируемого в тропическом климате добавляют специальные антисептические препараты. Эту деталь стоит уточнять у производителя.
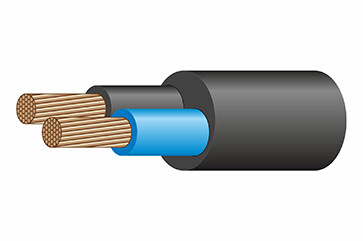
Маркировка бывает цифровой и цветовой. Цифровая обозначается числами начиная с единицы и выше, а контур заземления всегда нулем. В цветовой, как правило, используются три цвета: черный , коричневый и голубой . Изоляция жилы заземления — зелено-желтая .
В одножильном и двужильном кабелях цвет маркировки может быть любым.
Чтобы избежать склеивания изоляции жил и внешней оболочки, в многожильных кабелях применяется специальная пленка , или тальк . Без этого компонента склеивание обязательно произойдет, поскольку провод во время работы нагревается.
Температурные показатели
- Если провод будет работать в холодном климате, марка будет КГ-ХЛ.
- Для тропического климата лучше подойдет кабель КГ-Т.
- Если токопроводящая жила покрыта оболочкой из не воспламеняющегося материала, маркировка — КГн.
Тут учитываются длина кабеля — 1000 метров, и температура окружающей среды — +20 градусов. Мощность пропускаемого тока составляет 2,5 кВ с частотой колебания 50 Герц. При таких нагрузках сопротивление изоляции должно быть 50 мегаом (МОм).
Важное условие : тестируемый одножильный кабель погружается в воду на пять минут. Максимальная температура нагревания провода +75 градусов. Если температура нагревания выше, значит, кабель поврежден.
Срок службы КГ кабеля , при условии соблюдения всех правил установки и эксплуатации, составляет 4 года, а срок гарантии — полгода.
Торговая сеть «Планета Электрика» обладает очень широким выбором различной кабельно-проводниковой продукции, с которым более подробно можно ознакомиться в нашем каталоге.
Кабель КГ характеристики

Гибкий кабель КГ предназначен для подключения мобильного электрического оборудования к сетям с параметрами по переменному току до 660 В и 400 Герц, а по постоянному — до 1000 В. Данный силовой кабель обладает большой популярностью, как среди промышленных, так и бытовых потребителей, поскольку может успешно применяться для подключения мощного электрооборудования от подъемно-транспортного до сварочного.
24 апреля 2020
Элементы конструкции кабеля КГ
На рынке кабельной продукции модификация КГ реализуется в многожильном варианте, в большинстве случаев он комплектуется четырьмя жилами, из которых одна, меньшего сечения, выполняет роль заземляющего провода, а другие три — фазные проводники.
Структура конструкции кабеля КГ:
- Многопроводная жила, выполненная из тонких луженых проволок. Имеет 5-й класс гибкости по ГОСТ 22483/77 и допускает количество сгибов — 30000 раз.
- Специализированное пленочное покрытие, предохраняет изделие от термического слипания.
- Защитная изоляция выполнена из резины. Оплетка производится для определенного климатического пояса, и имеет возможность включать и пряжу, и антисептик.
- Полиэтилентерефталатная пленочное покрытие устанавливается для разъединения оболочки жилы и общего резинового покровного слоя. Опасность слипания конструкции возникает при высоких температурах внутри изделия во время работы.
- Резиновая оболочка из натурального каучука РТИ-1 и бутадиенового каучука РТИ-2, придают гибкие свойства изделию.
Для того чтобы кабель КГ, при использовании в качестве сварочного меньше подвергался нагреву, эксперты рекомендуют его размещать на территории более прямолинейно, что уменьшает общую индуктивность конструкции.
Маркировка кабеля КГ
Основной отличительной особенностью этой модификации кабельной продукции считается способность его многократно сгибаться/разгибаться во время производства работ. Эффект достигается благодаря особым свойствам материала, применяемого для выполнения внутреннего и внешнего защитного покрова, а также за счет конструкции жил, выполняемых из большого количества тонких проволок.
Расшифровка марки КГ означает «кабель гибкий». Кроме того к изделию применима цветовая и цифровая маркировка. Промышленность производит кабель КГ одножильного и многожильного варианта исполнения. Первый реализуется в одинарной защитной изоляцией, а второй — в двойной. Имеются модификации кабеля КГ с — добавочным четвертым заземляющим проводом.
Цифровая маркировка начинается с цифры 1. Заземляющая жила обозначается цифрой 0. Цветовая фазная маркировка применяет три цвета: коричневый, черный и синий либо голубой. Земля имеет желто-зеленую окраску.
Технические характеристики
Кабель КГ имеет широкий спектр сечений от 0.75 мм2 до 150 мм2 и более, что дает возможность применять его для подключения мощного промышленного силового электрооборудования. Утолщенная и эластичная качественная изоляция позволяет ему переносить значительные механические напряжения.
Технические параметры кабеля КГ:
- Допустимость работы в среде с температурами окружающей среды — 35 до + 55 С. Для более низких параметрах применяется маркировка «КГ-ХЛ», а изделие способное противостоять воздействию УФ-лучей обозначается «КГнг».
- Категорийность размещения от 1 до 3 класса включительно в соответствии ГОСТ 15150.
- Стойкость при влажности в помещении, до 98 % при Т= 35С.
- Сопротивление жил, 50 МОм/км.
- Максимальное напряжение на растяжение 19,6 Па.
- Срок эксплуатации до 4 лет с момента выпуска с конвейера.
- Строительная длина кабелей КГ с жилами ниже 35 мм2, 150 м.
Допускается устанавливать кабель КГ на открытом пространстве и на эстакадных площадках, при соблюдении мер безопасности.
Области применения
Самые общераспространенные сферы использования кабеля КГ — это электроснабжение подъемной, строительной и сварочной техники. Продукция данной модификации хорошо подходит для электропитания переносных светильников, создания протяженных электроудлинителей для работы с разнообразными пультами управления, траверсами и иными самостоятельными маневренными механизмами.
Кабель КГ допускается применять для монтажа, как в закрытых объектах, так и на площадках под открытым небом. Использование такой модификации для стационарного включения электрического оборудования не разрешается, в том числе включая и подземную прокладку. Это сопряжено с тем, что гибкий изоляционный наружный слой не способен противостоять большим механическим нагрузкам, и будет поврежден под воздействием тяжелых грунтов.
Как восстановить гибкость кабеля кг
Скидка 5% при оплате онлайн на AVS.Express
Получить скидку
Размер скидки при онлайн оплате не может быть больше максимально возможной скидки на товар и предоставляется, только при оформлении заказа на сайте. Итоговый результат применения скидки вы увидите на этапе выбора типа оплаты Скрыть
Ваш город Воронеж ?
Да, верно Нет, другой

Код производителя: КГ 2*2,5-0,38
Код РАЭК: 2316440
Страна производства: Россия
Гарантия: 6
Поделиться ссылкой на товар:
Код 718626
Цена за 1 м.
Розничная цена
В наличии: 533.7 м. Посмотреть в магазинах
Баллов за покупку: 2.16
Курьером от 250 р.
Стоимость доставки
рассчитывается при оформлении заказа
В пункт выдачи Бесплатно
В пункты самовывоза «АВС — электро»
Конфигуратор
Характеристики
Название производителя КГ 2*2,5-0,38
Номин. сечение проводника 2.5 мм²
Класс проводника Класс 5 (многопроволочная гибкая жила)
Количество жил 2
Материал изоляции жилы Резина
Маркировка жил Цвет
Материал внешн. оболочки Резина
Цвет внешн. оболочки Черный
Цвет жилы Несколько
Форма Круглый (-ая,-ое)
Допустимая температура при эксплуат. (без движения) -40. 50 °C
Номин. напряжение U (линейное) 380 В
Материал проводника Медь
Марка кабеля/провода КГ
Применение материалов компании 3М для восстановления повреждений гибкого экранированного кабеля с резиновой изоляцией на напряжение 6 кВ типа КГЭ и его аналогов
Во всем мире основной областью применения гибкого кабеля напряжением 6 кВ является электроснабжение карьерных экскаваторов (рис. 1), работающих на открытых горнодобывающих разрезах и рудниках (рис. 2). В России и странах бывшего Советского Союза для этих целей широко применяется кабель типа КГЭ с резиновой изоляцией и его модификации, например, кабель КГЭ-ХЛ, рассчитанный на применение в условиях холодного климата. Основное преимущество такого кабеля – его мобильность. Он легко перемещается вслед за работающим карьерным экскаватором. Увы, но оборотной стороной достоинств всегда являются недостатки. Этот кабель не обладает высокими прочностными характеристиками, резиновая оболочка и основная изоляция легко подвержена порезу, задиру, вырыву. Сам кабель нередко рвется как по причине больших усилий тяжения, так и по причине воздействия на него внешних факторов – породы, техники и даже персонала.

Фактически, любое подобное повреждение способно привести к отказу всего кабельного оборудования в целом, и, следовательно, к простою электротехнологического оборудования. Поэтому решение вопроса быстрого, качественного и эффективного восстановления поврежденного кабеля с резиновой изоляцией – путь к снижению эксплуатационных издержек.
Традиционный путь решения этой задачи – использование сырой вулканизируемой резины – является низкотехнологичным, хотя и дает на выходе приемлемый результат. Суть проблемы заключатся в том, что поврежденный кабель вывозится из карьера в ремонтный цех, где на поврежденном участке с помощью вулканизируемой резины восстанавливается основная изоляция, полупроводящие слои и оболочка, после чего происходит спекание резины в камере-вулканизаторе. Экскаваторная техника в это время либо простаивает, либо питается через резервный кабель по временной схеме. Подобного рода манипуляции – это время, это деньги.

Не лучше выглядит и способ ремонта на месте, когда та же сырая резина спекается посредством газовой горелки или обыкновенной паяльной лампы. Неравномерный нагрев в кустарных условиях приводит либо к недостаточному слипанию, либо пережиганию резины. Токопроводящий гаревый налет, оставляемый продуктами горения на слоях спекаемой резины, также не способствует улучшению диэлектрических свойств материала.
Существуют ли решения проблемы быстрого и эффективного восстановления повреждений гибкого экранированного кабеля? Специалисты компании 3М готовы утвердительно ответить на этот вопрос. Да, такие решения существуют.
2. 3М – это…
Компания ЗМ — динамично развивающаяся многопрофильная международная корпорация с вековой историей и многолетними традициями. Компания производит тысячи уникальных продуктов и занимает лидирующие позиции во многих сферах производства: от материалов для здравоохранения до товаров для дома и офиса. За время своей работы на различных рынках компания 3М снискала себе заслуженную славу одной из самых инновацонных компаний в мире.
Особое внимание компания уделяет применению своих технологий на рынке горнодобывающей промышленности, ведь более ста лет назад компания начинала свой путь именно с горнодобывающей отрасли – добычи корундового порошка для абразивных материалов. Сегодняшние решения компании 3М для отрасли – это продукция для охраны труда и здоровья на рабочих местах, средства обеспечения безопасности дорожного движения на горнодобывающих предприятиях, эксплуатационные решения для служб механизации предприятий, а также материалы для электрических сетей.
Ремонту гибкого силового кабеля уделяется особое внимание, т.к. во всем мире – от России и Украины до Чили и Перу, от Австралии и ЮАР до США и Канады – существуют одни и те же проблемы с его эксплуатацией. Кабель регулярно повреждается, регулярно рвется, требует регулярного обслуживания и ремонта. Такова плата, которую приходится платить за его уникальные свойства – гибкость и подвижность. Каким же образом можно производить качественное восстановление поврежденного кабеля на месте, не вывозя его из карьера в ремонтный цех? Давайте подробно разберем эти моменты.
3. Конструкция кабеля КГЭ
Важное требование при ремонте любого силового кабеля – полное восстановление его структуры. На рис.3 представлена типовая структура кабеля КГЭ (производства завода Камкабель).

В случае, если кабель получает внешние повреждения, необходимо установить их характер, понять, какие элементы конструкции кабеля требуют восстановления, и только после этого проводить их поэлементное восстановление. Как итог, электрическая структура кабеля должна быть восстановлена полностью.
4. Виды характерных повреждений кабеля типа КГЭ
Повреждения кабеля типа КГЭ можно условно разбить на 4 группы:
- Повреждение оболочки кабеля (задир, порез, вырыв). Случай, когда в результате внешнего воздействия нарушена целостность внешней оболочки, но не задета основная изоляция токопроводящих жил.
- Повреждение полупроводящего слоя, основной изоляции, токопроводящей жилы кабеля. Случай, когда помимо оболочки задета основная изоляция, а иногда и сама токопроводящая жила.
- Обрыв кабеля. Случай, когда полностью нарушена целостность силового кабеля.
- Отказ концевой заделки. Случай, когда происходит пробой или перекрытие между фазой и землей в месте соединения кабелей с коммутационным оборудованием, экскаватором или друг с другом.
Все эти случаи повреждений могут быть быстро и эффективно устранены, а в некоторых случаях и предупреждены с применением электротехнических материалов и технологий компании 3М.
5. Материалы и технологии компании 3М, применяемые при ремонте кабеля типа КГЭ
5.1 Изоляционные ленты и мастики
Эластичные, высокопрочные, механически и химически стойкие ленты и мастики торговой марки Scotch® компании ЗМ позволяют провести в аварийной ситуации восстановление оболочек и изоляции кабелей. Многие из них входят в составы специальных комплектов для проведения ремонтных работ на силовом кабеле.
5.1.1 Самовулканизирующиеся ленты
Scotch® 23 (рис. 4) – самовулканизирующаяся изоляционная лента на основе этиленпропиленовой резины (ЭПР) толщиной 0,76 мм. При намотке слои ленты самовулканизируются, образуя сплошной слой резины, не содержащий пузырьков воздуха и обладающий исключительными диэлектрическими свойствами. Лента характеризуется высокой эластичностью, комформностью (способностью облегать неровные поверхности и заполнять пустоты) и устойчивостью к атмосферным воздействиям. Scotch® 23 содержит разделительный лайнер, который отделяется при монтаже и предотвращает загрязнение поверхности ленты. Имеет высокую электрическую прочность и может использоваться как изоляция при напряжениях до 69 кВ. Совместима со всеми твердыми диэлектриками, применяемыми для изоляции кабелей. Выдерживает кратковременный нагрев кабеля до 130°С. Намотка ленты осуществляется с половинным нахлестом, равномерными слоями до получения необходимой толщины изоляции.

Следует отметить, что в процессе эксплуатации резиновая изоляции кабеля подвергается длительному воздействию неравномерного электрического поля и перенапряжений, которое вызывают ионизацию воздушных включений и связанное с ней образование озона из кислорода воздуха. В результате электрическая прочность изоляции понижается. Напряжение начала ионизации в кабеле с воздушными включениями может быть в два раза ниже, чем в кабеле без них. Поэтому для устранения пустот особенно важно производить намотку ленты Scotch® 23 с сильным натяжением (до 100 % и более). Предельное растяжение ленты при испытаниях достигает 1000 %. Кроме того, сильное натяжение при намотке способствует лучшей самовулканизации и получению однородного слоя изоляции.
Scotch® 130С (рис. 5) — самовулканизирующаяся изоляционная лента на основе этиленпропиленовой резины (ЭПР) толщиной 0,76 мм, обладающая повышенной теплопроводностью и обладающая работоспособностью при температуре до 130°С. Важной особенностью этой ленты является способность не распространять горение, что позволяет использовать ее для восстановления наружной оболочки при оперативном ремонте шахтных кабелей. Лента устойчива к растворителям и атмосферным воздействиям, совместима со всеми типами оболочки кабелей. Также как Scotch® 23, эту ленту также необходимо наматывать с предельным натяжением.

Scotch® 13 (рис. 6) — самовулканизирующаяся полупроводящая лента на основе этиленпропиленовой резины (ЭПР). Основное предназначение — восстановление экранов, снятие поверхностного напряжение и регулирование электрического поля. Лента обладает высокой эластичностью, хорошо облегает неровные поверхности. Лента Scotch® 13 обычно наматывается слоями с половинным перекрытием. Следует максимально растягивать ленту при восстановлении полупроводящих экранов. Натяжение ленты Scotch® 13 приводит только к повышению ее проводимости.

Scotch® 70 (рис. 7) — самовулканизирующаяся температуроустойчивая силиконовая лента для изоляции кабельных наконечников. Диапазон рабочих температур от минус 60 до плюс 180°С. Лента устойчива к трекингу и электрической дуге. Сохраняет эластичность в течение длительного времени. Обладает высокой электрической прочностью.

5.1.2 Изоляционные ленты
Scotch® Super 33+ (рис. 8, 9) — поливинилхлоридная изоляционная лента толщиной 0,18мм. Работоспособна в широком диапазоне температур от минус 40 до плюс 1050С. Благодаря свойству самозатухания и нераспространения горения лента может применяться при восстановлении оболочек шахтных кабелей. Устойчива к влажности, погодным воздействиям, ультрафиолетовому излучению и химикатам. Очень эластична и обладает высокой адгезией. Материал ленты не распространяет горения. Scotch® Super 33+ обладает высокой устойчивостью к истиранию, воздействию влаги, щелочей, кислот, изменяющимся условиям среды (включая ультрафиолетовое излучение). Комбинация эластичной подложки и эффективного адгезивного слоя обеспечивает влагонепроницаемую электрическую и механическую защиту при минимальном объеме намотки. Ленту следует наматывать с перекрытием на половину ширины ленты при достаточном натяжении для получения равномерной намотки. Рекомендуется наматывать ленту начиная от участка меньшего диаметра к участку большего диаметра. Последний виток ленты следует наматывать без натяжения для исключения отклеивания концов ленты. Температура эксплуатации от минус 45 до плюс 105°С. Температура монтажа от минус 18°С.

Scotch® 22 (рис. 10) — поливинилхлоридная изоляционная лента толщиной 0,25 мм. Обладает повышенной износостойкостью и механической прочностью. Самозатухающая, не поддерживает горения. Обладает высокой устойчивостью к воздействию абразивных материалов, влаги, щелочей, кислот, коррозии. Эта лента без потери своих физических свойств может применяться при температуре от минус 10 до плюс 40°С. Сочетание эластичной подложки и эффективного клеевого слоя обеспечивает механическую и электрическую защиту при минимальной толщине намотки. Намотка ленты осуществляется «снизу вверх», от поверхности меньшего диаметра к поверхности большего диаметра. Перед намоткой, на поверхности неправильной формы следует накладывать мастику Scotchfil™. Во избежание отклеивания обмотки последний виток ленты делается без натяга.

5.1.3 Герметизирующие ленты и мастики
Scotchfil™ (рис. 11) — электроизоляционная мастика толщиной 3,18 мм для изоляции и защиты от влаги, выравнивания поверхностей в местах соединений кабелей, заполнения неровностей и пустот с целью получения ровной основы для последующей намотки изоляционной ленты. Легко подлежит формовке даже при низких температурах. Сохраняет эластичность и устойчивость к атмосферным воздействиям в течение длительного времени.

Scotch® 2228 (рис. 12) — резиново-мастичная лента толщиной 1,65 мм для изоляции и защиты от влаги и коррозии электрических соединений. Самозатухающая лента, которая не поддерживает процесс горения. Обладает высокими адгезионными и изоляционными свойствами. Большая толщина позволяет быстро нарастить диаметр и выровнять поверхность. Лента наносится на место соединения в растянутом состоянии (примерно на 30 %). В результате слои ленты в течение минуты слипаются между собой, образуя однородную массу (технология холодной вулканизации).

5.2 Технология холодной усадки
Трубки холодной усадки (PST, рис. 13) позволяет производить ремонт кабеля без применения огня и специальных инструментов. Трубка поставляется натянутой на пластмассовый корд, который поддерживает ее в растянутом состоянии. Вся работа монтажника заключается в удалении этого корда. При этом трубка плотно усаживается на кабель, обеспечивая как электрическую изоляцию с равномерной толщиной слоя, так и герметичное уплотнение. Качество такой изоляции постоянно и не зависит от мастерства электромонтажника.
Трубка холодной усадки создает постоянное радиальное прижимное давление, которое будет действовать на протяжении всего срока ее службы. По мере того, как кабель расширяется или сжимается под воздействием перегрузок или перепадов температур, вместе с ним расширяется и сжимается муфта холодной усадки, сохраняя герметичное уплотнение. Кроме того, некоторые трубки включают систему выравнивания напряженности электрического поля.

Изоляция жил выполняется трубками малого диаметра, а трубки большого диаметра используются для внешней оболочки кабеля.
В качестве материала холодноусаживаемых трубок и перчаток используется EPDM-резина и высокоэластичный силикон.
Основные преимущества технологии холодной усадки:
— быстрота и легкость монтажа;
— отсутствие необходимости использования специальной инфраструктуры (горелка, склад с газовыми баллонами, служба заправки баллонов и пр.) и допусков на работы с огнем;
— сохранение изоляционных свойств во влажных условиях, устойчивость к кислотам, щелочам, маслостойкость;
— низкая чувствительность к ошибкам монтажа — исключено образование пустот или неравномерностей изоляционного слоя вследствие недостаточной квалификации монтажника;
— постоянное радиальное прижимное давление в течение всего срока службы;
— высокое качество, надежность и герметичность изоляции;
— 30-летний опыт эксплуатации по всему миру, в том числе и в горнодобывающей промышленности — в шахтах и на разрезах.
Ограничением этого метода является необходимость предварительной установки (надевания) холодноусаживаемой трубки на жилу или кабель.
5.3 Технология заливки компаунда
После восстановления изоляции и экранов кабеля (при помощи трубок или лент) поверх ремонтируемого участка устанавливается временный корпус, в который заливается специальный гибкий полиуретановый компаунд.
Для приготовления компаунда используется запатентованная система закрытого смешивания и заливки компаунда (СМР). Смешивание двух частей компаунда производится непосредственно в упаковке после разрыва разделительной мембраны. При этом не происходит контакта компаунда с руками монтажника и отсутствует риск вытекания компаунда и нанесения вреда окружающей среде (см. рис. 14). Прозрачный пакет облегчает визуальный контроль за процессом смешивания. Затвердевший компаунд сохраняет свою эластичность в течение длительного времени и при низких температурах.

Система закрытого смешивания и заливки компаунда (СМР) отвечает требованиям, предъявляемым сегодня к любой продукции относительно соответствия правилам охраны окружающей среды и техники безопасности.
Основные преимущества технологии с применением заливки компаунда:
— большая долговечность отремонтированного соединения;
— герметичность и влагостойкость места ремонта за счет высокой адгезии компаунда к оболочке кабеля и изоляции жил;
— после восстановления соединение сохраняет такую же гибкость, как и кабель;
— высокая адгезия к изоляции жил и оболочке кабеля, в том числе при длительной и переменной изгибающей нагрузке;
— негорючие компаунды Scotchcast™ 1400 U, Scotchcast ™ 2140 U соответствуют требованиям ПБ в угольных шахтах (ПБ 05-618-03) по нераспространению горения.
5.4 Комплекты изоляционных материалов
Многие из описанных выше материалов входят в состав монтажных и ремонтных комплектов, позволяющих быстро и эффективно произвести подключение нового или восстановление поврежденного кабеля. Общие характеристики комплектов изоляционных материалов компании 3М и их рекомендуемые области применения приведены в таблице 1.
Таблица 1. Комплекты изоляционных материалов компании 3М
| Наименование комплекта |
Сечения, мм 2 | Диаметр, мм | Технология | Область применения | Рекомендуемые марки кабелей |
| 92-EB CS-0.5 | 16-25 | Холодная усадка, ленты | Оконцевание силовых гибких экранированных кабелей напряжением 3,3 и 6 кВ | КГЭ, КГЭ-ХЛ, КГЭТ, КГЭН (ТУ16.К73.02-88), КГпЭ, КГпЭ-ХЛ, КГпЭТ, КГпЭНШ (ТУ16.К73.064-2002), КГЭТ, КГЭТН (ТУ16.К09-125-2002), КГТЭШ-3,3, КГТЭШ-6,3 (ТУ16.К09-126-2004) |
|
| 92-EB CS-1 | 35-70 | ||||
| 92-EB CS-1.5 | 70-150 | ||||
| 8043-1 | 45,7-61 | Холодная усадка, ленты | Ремонт и соединение гибких экранированных кабелей напряжением 3,3 и 6 кВ | ||
| 92-AV 524 PL | 25-35 | Заливка компаундом, ленты | Ремонт и соединение гибких экранированных кабелей напряжением 3,3 и 6 кВ | ||
| 92-AV 534 PL | 35-150 | ||||
| M-20 | 41-64 | Заливка компаундом | Ремонт оболочек силовых гибких кабелей |
6. Ремонт гибкого кабеля при его повреждении с применением материалов компании 3М
6.1 Порядок ремонта при повреждениях оболочки до 50 мм с применением ленточной технологии
Место вырыва или пореза (рисунок 15а) очищают от грязи и пыли крупной наждачной бумагой до образования шероховатой поверхности. Чтобы предупредить возможность дальнейшего разрыва шланга, острые углы на вырывах или порезах закругляют и придают месту повреждения овальную или круглую форму.
Для увеличения поверхности соприкосновения мастики со шлангом края поврежденного участка срезают к центру повреждения под углом в 35-40°, как показано на рисунке 15б. Место повреждения выравнивают мастикой Scotchfil™ (рисунок 15в). Затем сверху по диаметру кабеля накладываются с натяжением и 50 % перекрытием: 2-3 слоя самовулканизирующейся ленты Scotch® 130С (или Scotch® 23), а на нее — 2 слоя изоляционной ленты Scotch® Super 33+ (или Scotch® 22, рисунок 15г). Последний виток изоляционной ленты следует наматывать без натяжения для исключения отклеивания концов ленты. При этом диаметр восстановленного участка кабеля не должен превышать номинальный диаметр более чем на 5 мм.

6.2 Порядок ремонта при повреждениях оболочки до 150 мм
6.2.1 Ленточная технология
Участок шланговой оболочки, поврежденной по длине более 50 мм, следует полностью удалить. После очистки от грязи и пыли места повреждения у границ его делаются надрезы по окружности шланга, чтобы не повредить полупроводящий экран и изоляцию на жилах. Поврежденный шланг на этом месте удаляют. Концы шланга на длине 40 мм срезают на конус и зачищают напильником (рисунок 16).
Затем на место ремонта для герметизации и выравнивания наносится мастичная лента Scotch® 2228 в количестве слоев, необходимом до полного восстановления толщины оболочки кабеля.
Поверх ленты Scotch® 2228 для предания соединению дополнительной механической прочности наносится с натяжением и 50% перекрытием лента Scotch® SuperTM 33+ или Scotch®22. Последний виток изоляционной ленты следует наматывать без натяжения для исключения отклеивания концов ленты.

6.2.2 Ремонт с помощью трубки холодной усадки (PST)
Если есть возможность предварительно надеть на кабель трубку холодной усадки, то после зачистки и выравнивания диаметра поверх ленты Scotch® 2228 устанавливается защитная трубка серии 842 из EPDM-резины или серии 844 из силикона, которую следует выбирать с учетом захода минимум по 50 мм с каждой стороны на оболочку кабеля.
При усадке следует отцентрировать скрепляющую трубку холодной усадки относительно середины соединения кабеля, затем продолжить извлечение опорного корда из трубки путем размотки его в направлении против направления движения часовой стрелки.
При размотке корда против часовой стрелки трубка плотно усаживается на месте ремонта (рисунок 17). Приложение продольного тягового усилия к опорному корду способствует удобству его размотки.

На рис. 18 и в таблицах 2, 3 представлены основные размеры стандартных трубок холодной усадки

Таблица 2. Трубки серии 842 из ЭПДМ-резины
| Наименование | Диапазон применения | |
| длина (A), мм | диаметр (B), мм | |
| 8423-6 | 152 | 7,8 — 14,3 |
| 8424-8 | 203 | 2,5 — 20,9 |
| 8425-8 | 203 | 10,1 — 20,9 |
| 8426-9 | 229 | 13,9 — 30,1 |
| 8426-11 | 279 | 13,9 — 30,1 |
| 8427-6 | 152 | 16,8 — 35,1 |
| 8427-12 | 305 | 16,8 — 35,1 |
| 8427-16 | 406 | 16,8 — 35,1 |
| 8428-6 | 152 | 24,0 — 49,З |
| 8428-12 | 305 | 24,0 — 49,З |
| 8428-18 | 457 | 24,0 — 49,З |
| 8428-24 | 609 | 24,0 — 49,З |
| 8429-6 | 152 | 32,2 — 67,8 |
| 8429-9 | 229 | 32,2 — 67,8 |
| 8429-12 | 305 | 32,2 — 67,8 |
| 8429-18 | 457 | 32,2 — 67,8 |
| 8430-9 | 229 | 42,6 — 93,7 |
| 8430-18 | 457 | 42,6 — 93,7 |
Таблица 3. Трубки серии 844 из силикона
| Наименование | Диапазон применения | |
| длина (A), мм | диаметр (B), мм | |
| 8443-2 | 44 | 7,0 — 14,0 |
| 8443-6.5 | 159 | 7,0 — 14,0 |
| 8445-2.5 | 57 | 9,0 — 18,0 |
| 8445-7.5 | 179 | 9,0 — 18,0 |
| 8447-3.2 | 76 | 12,0 — 24,0 |
| 8447-8 | 184 | 12,0 — 24,0 |
6.2.3 Ремонт кабеля с помощью компаунда
Для ремонта используется двухкомпонентный полиуретановый компаунд Scotchcastтм 2140U, который предназначен для изоляции и защиты от механических повреждений мест ремонта и соединений кабелей. Компаунд после застывания остается гибким и сохраняет эластичность в течение длительного времени. Кроме того, компаунд является трудновоспламеняемым и самозатухающим, что позволяет применять его не только на поверхности, но и в подземных выработках шахт.
Смешивание двух частей компаунда происходит непосредственно в упаковке после разрыва разделительной мембраны. При этом не происходит контакта компаунда с руками монтажника и отсутствует риск вытекания компаунда.
Компаунд выпускается в пакетах размером В (210 г) и С (420 г).
Компаунд заливается в специальный корпус. Корпус может быть как стандартный – многоразового использования, например, корпус из ремкомплекта М-20 – так и изготовленный из подручных материалов, например, пластиковых бутылок.
После герметизации и выравнивания места ремонта поверх намотанной самослипающейся ленты для центрирования корпуса устанавливаются 2-3 манжеты из объемной сетчатой ленты в зависимости от длины снятой оболочки. Порядок установки манжет и корпуса показан на рис. 19, 20.


Обернуть корпус муфты вокруг сростка так, чтобы кромки корпуса наложились одна на другую, убедившись, что внутренняя поверхность корпуса муфты расположена на манжетах. Убедиться, что заливные и воздушные отверстия находятся сверху и не закрыты. Если пластиковый лист корпуса муфты слишком широк, удалите излишки, срезав полоску материала. На концах плотно обмотайте двумя слоями ленты Scotch® Super 33+. Ленту наматывать с 50 %-ным перекрытием витков и натяжением, обеспечивающим плотное прилегание слоев друг к другу. Лента должна быть наложена ровно, без складок и постепенно заходить на шероховатую поверхность оболочки. Установите воронки (рисунок 9).
Прорезать сверху для вентиляции два круглых отверстия диаметром 20 мм.
Достаньте соответствующий пакет с компаундом Scotchcastтм 2140из упаковки. Разделите перегородку пакета, смешайте компоненты. Смешивать компоненты необходимо не более одной минуты. Смешивание компаунда следует осуществлять согласно последовательности, указанной ранее на рис. 14.
Компаунд следует заливать вначале в одну воронку – до полного заполнения всего объема до сетчатой ленты. Через сетчатую ленту компаунд проходит медленно. Затем залить во вторую воронку. Если воронок три, то начинать следует со средней. Если одного пакета недостаточно необходимо сразу же смешивать и заливать следующий пакет. Полупрозрачный корпус позволяет контролировать процесс заливки.
После заполнения всего объема корпуса долейте компаунд до краев воронки. Это создает необходимый подпор для выдавливания воздуха. Используйте при необходимости отверстия в виде насечек поверху корпуса для спуска воздуха.
Компаунд следует применять при температурах окружающей среды от +5 до +40°С. Помните, что при высоких температурах компаунд очень быстро становится вязким и плохо растекается.
Процесс полной полимеризации компаунда занимает в среднем до 6-8 часов, при более высоких температурах быстрее. Корпус можно удалить приблизительно через два часа после заливки, убедившись касанием, что он не липнет. Подавать питание на отремонтированный кабель можно сразу по окончании заливки. Прилагать механические (в том числе изгибающие) нагрузки следует только после полного окончания полимеризации.
После полимеризации следует удалить воронки, скрутив их, подняв и срезав излишек компаунда ножом, снять фиксаторы и опоры для воронок, осторожно срезать оставшиеся от воронок выступы, удалить ленту Scotch® Super 33+, снять корпус муфты.
Демонтаж корпуса следует начинать с концов, продвигаясь к центру сростка. Все выступы необходимо удалить, осторожно срезая их ножом.
6.3 Восстановление изоляции и электропроводящих экранов токопроводящих жил. Соединение жил.
6.3.1 Ремонт изоляции и электропроводящих экранов токопроводящих жил
Подлежащий ремонту участок кабеля следует закрепить в горизонтальном положении, затем раскрутить кабель и отделить неисправную жилу.
На поврежденном участке изоляции жилы производят ножом два кольцевых и два продольных надреза, после чего поврежденный участок изоляции и экранов следует удалить ножом и плоскогубцами (рисунок 21). Длина снимаемого участка изоляции L определяется исходя из повреждения. Надрезы следует производить так, чтобы не повредить проволоки токопроводящей жилы. Длина участка l, срезаемого на конус, должна быть не менее 25 мм. Полупроводящий экран по изоляции необходимо обрезать в 10-20мм от конуса.

Поверхность конуса и прилегающие к ней участки неповрежденной оболочки следует зачистить крупной шкуркой до образования шероховатой поверхности, затем протереть чистой ветошью.
Перед восстановлением изоляции, для кабелей напряжением 6 (10) кВ необходимо восстановить внутренний электропроводящий экран. Для этого на токоведущую жилу накладывается один слой сильно растянутой (на 30%) самовулканизирующейся полупроводящей ленты Scotch® 13 с половинным перекрытием (рис. 22).
Затем производят восстановление изоляции намоткой нескольких слоев сильно растянутой (до 100%) самовулканизирующейся ленты Scotch® 23 с половинным перекрытием. Толщина восстановленной изоляции для кабелей напряжением 6 кВ должна быть не менее 5 мм.
Наматывать ленту Scotch® 23 на концах следует так, чтобы каждый последующий слой был длиннее предыдущего, закончив намотку после захода на 5 мм на изоляцию за конусом (рис. 22).
Далее восстанавливается наружный экран по изоляции жилы. Для этого наматывается два слоя сильно растянутой (на 70 %) самовулканизирующейся полупроводящей ленты Scotch® 13 с половинным перекрытием, причем начинать и заканчивать намотку следует с заходом на 20 мм на экран жилы кабеля за конусом (рисунок 22).
В случае порыва или выгорания при замыкании токопроводящей жилы необходимо выполнить соединение жилы путем установки и опрессования соединительных гильз (втулок) с применением специального инструмента, оснащенного соответствующими пуансоном и матрицей (рис. 22).

6.3.2.Соединение кабеля типа КГЭ
В случае, если конструкционной длины нового кабеля недостаточно, чтобы запитывать карьерный экскаватор, либо если произошел обрыв действующего кабеля, производится его соединение (сращивание). Традиционно такая работа проводится с помощью комплектов соединительных муфт, выполненных на основе компаундной технологии (комплекты муфт 92-AV 524 PL или 92-AV 534 PL), либо технологии холодной усадки (комплект муфты 8043-1).
Перед сращиванием концы жил кабелей, подготавливаемые к соединению, следует обрезать ножовкой.
На участке длиной не менее 450 мм от торца кабеля поверхность оболочки очистить от загрязнений и протереть чистой ветошью.
Разделывать концы жил кабелей под сращивание с применением компаундной технологии (например, комплект соединительной муфты 92-AV 524 PL) следует в шахматном порядке (рис. 23). В этом случае установленные на ней соединители также будут расположены в шахматном порядке, и заливная муфта будет сохранять способность к значительным изгибам и деформациям, не приводящим к ее разрушению.
Для гибких высоковольтных кабелей сечением 25-35 мм 2 расстояния на рисунке 23 примерно равны: A = 120 мм; B = 220 мм; C = 320 мм; D = 420 мм, E = 520 мм.

Далее подготовка и соединение жил производится согласно методике, описанной в п. 6.3.1. Восстановление оболочки осуществляется при помощи заливного компаунда согласно методике, описанной в п. 6.2.3.
Внешний вид смонтированной по такой технологии муфты представлен на рис. 24.
В случае, если при сращивании гибкого кабеля применяется технология холодной усадки в комбинации с ленточной технологией, то допускается не производить разделку концов жил кабеля в шахматном порядке, что приводит к уменьшению длины разделки. Традиционно эта задача решается с помощью комплекта соединительной муфты 8043-1. Основные этапы монтажа и внешний вид смонтированной по такой технологии муфты представлен на рис. 25.
Заметим, что важнейшей составляющей успешного монтажа муфты является грамотная подготовка жил кабеля к сращиванию! Большинство ошибок при работе с кабелем вызваны его неправильной разделкой.



6.4 Выполнение концевой муфты (заделки) на кабеле типа КГЭ
Как то ни странно, но именно концевая заделка является настоящей головной болью энергетиков и ремонтников, работающих на предприятиях с гибким экранированным кабелем. Причиной этого обстоятельства являются регулярные пробои в области границы среза полупроводящего слоя на оконцованном кабеле. И перед каждым энергетиком предприятия всегда стоит задача – как уменьшить количество пробоев концевой заделки.
В настоящий момент едва ли не в 90 % случаев оконцевание кабеля типа КГЭ производится с помощью обычной изоляционной ленты (рис. 26). При этом проблема регулирования электрического поля на срезе полупроводящего слоя, по сути дела, игнорируется. Именно поэтому концевая заделка гибкого кабеля, сделанная таким кустарным способом живет от 2 недель до 2-х месяцев.

Перед вводом в эксплуатацию кабеля на концах его должны быть выполнены качественные концевые заделки, включающие заделку шланга, заделку изоляции основных жил, опресовку наконечников или подготовку концов жил под специальные зажимы.
Заделка основных жил не должна допускать значительного снижения уровня изоляции и перекрытия при перенапряжениях. Заделка шланга (оболочки) должна препятствовать проникновению влаги и пыли внутрь кабеля.
Перед проведением заделки на участке длиной не менее 1 м от конца кабеля производится зачистка от загрязнений при помощи ветоши и растворителя.
Концевые заделки выполняются с применением комплектов компании 3М приведенных в таблице 4 по прилагаемой к комплекту инструкции.
Таблица 4 — Комплекты изоляционных материалов для концевой разделки
| Наименование комплекта | Сечения, мм 2 | Марки высоковольтных гибких кабелей |
| 92-EB CS-0.5 | 16-25 | КГЭ, КГЭ-ХЛ, КГЭТ, КГЭН (ТУ16.К73.02-88),КГпЭ, КГпЭ-ХЛ, КГпЭТ, КГпЭНШ (ТУ16.К73.064-2002), КГЭТ, КГЭТН (ТУ16.К09-125-2002), ЭВТ (ТУ16-505.934-76), КГТЭШ-3,3, КГТЭШ-6,3 (ТУ16.К09-126-2004), КШВЭБбШв, КШВЭПбШв (ТУ 16.К09-155-2005) |
| 92-EB CS-1 | 35-70 | |
| 92-EB CS-1.5 | 70-150 |
В состав комплектов 92-EB CS-х (рис. 27) входят 6 трубок-изоляторов из силикона (кремнийорганический материал), 1 холодноусаживаемая перчатка или термоусаживаемая перчатка,1 рулон ленты Scotch® 70, 1 рулон ленты Scotch® 2220, две полоски мастичной ленты Scotch® 2230, кабельный хомут и ряд вспомогательных материалов. длина разделки жил 500 мм

После удаления наружной оболочки кабеля на длину 500 мм, в области корешка наносится мастика 2230, а заземляющая и вспомогательная жилы загибаются на нее(рис. 28a). Сверху производится герметизация вторым слоем мастичной ленты мастичной лентой и фиксация с помощью хомута (рис. 28б).
На корешок кабеля одевается и усаживается хородноусаживаемая перчатка (рис. 28в). В первую очередь усаживается основание перчатки, а затем пальцы перчатки. Для усадки необходимо вытягивать и одновременно раскручивать против часовой стрелки пластмассовый поддерживающий корд. После усадки перчатки поверх ее пальцев на каждую жилу усаживается по одной изолирующей холодноусаживаемой трубке.
Далее с жил кабеля удаляется полупроводящий экран на расстоянии 120 мм + длина наконечника (рис. 28г). При этом кромка среза экрана должна быть ровной. При помощи непроводящей наждачной шкурки следует зачистить изоляцию жилы, придав ей круглую форму. Затем следует удалить первичную изоляцию на концах жил на длину глубины наконечника.
На место среза полупроводящего экрана по каждой жиле следует намотать ленту Scotch® 2220 в два слоя с половинным перекрытием в направлении против часовой стрелки, начиная намотку на экране с заходом на него на 20 мм, покрыть изоляцию жилы на 30 мм и обратно.
На концах жил кабеля следует установить и опрессовать наконечники. Острые кромки на опрессованном наконечнике следует тщательно сгладить с помощью напильника, затем удалить стружку с поверхности изоляции. Промежуток между изоляцией и наконечниками следует заполнить с помощью самослипающейся силиконовой ленты Scotch® 70.
Затем на каждую жилу усаживается по одной трубке холодной усадки с заходом на пальцы перчатки (28д).
Промежуток между трубкой и наконечниками следует заполнить с помощью самослипающейся силиконовой ленты Scotch® 70 с заходом на трубку и наконечники.
Допускается вначале произвести усадку трубок, и лишь затем установку и опрессовку наконечников.
Процесс монтажа концевой муфты 92-EB CS-1 и готовое изделие приведены на рис. 29 и 30.




7. Проблема регулирования напряженности электрического поля и ее решение
Именно проблема регулирования напряженности электрического поля, как уже было сказано в предыдущем разделе, является основной причиной частых пробоев в области концевой заделки кабеля типа КГЭ, что ведет к простою техники, потере времени на ремонт и материальным издержкам за простой. Этих неприятных ситуаций можно избежать во многом благодаря уникальной ленте Scotch® 2220, играющей одну из ключевых ролей в конструкции концевой муфты 92-EB CS-1
Лента регулятор Scotch® 2220 выполнена из материала с высокой относительной диэлектрической проницаемостью. Регулирование поля осуществляется за счет преломления силовых линий электрического поля на границе двух диэлектриков с разными значениями проницаемости. На рисунке 31 представлено распределение электрического поля без регулирования, на рисунке 32 с регулированием с помощью наложения материала с высокой диэлектрической проницаемостью ε.


Рис. 32 — Распределение электрического поля с выравниванием
Напряженность на поверхности тем выше, чем ближе друг к другу расположены эквипотенциальные линии. Из сравнения рисунков хорошо видно, что в случае применения ленты Scotch® 2220 поверх среза экрана эквипотенциальные линии поля отодвигаются от среза экрана и потенциал электрического поля на поверхности значительно снижается с нескольких тысяч вольт до значений обычных для цельного кабеля. Тем самым снижается опасность пробоя на срезе полупроводящего экрана.
8. Выводы
По результатам вышеизложенного можно сделать следующие выводы:
— Кабель типа КГЭ подвержен повреждениям и отказам больше, нежели аналогичный кабель для стационарной прокладки.
— Простои оборудования, вызванные временем, необходимым для восстановления кабеля, ведут к издержкам даже более серьезным, нежели затраты на сам ремонт.
— Возможность быстрого и эффективного ремонта на месте отказа, без вывоза кабеля в ремонтный цех, является ключом к решению существующей проблемы.
— Современные электроизоляционные технологии и материалы, предлагаемые компанией 3М на рынке, позволяют РЕАЛЬНО решать проблемы, связанные с ремонтом и эксплуатацией кабеля.
— Применение материалов 3Мтм ведет к снижению числа отказов в системах электроснабжения карьерной техники.
— Применение материалов 3Мтм продлевает ресурс кабельной техники.
— Компания 3М предлагает не только материалы, но и комплексное решение существующих проблем в области электрической изоляции.
В подготовке статьи использованы фотоматериалы завода «Камкабель», НИФ СЦ «ВостНИИ» и компании «Формос ТК»
Старший технический специалист отдела
Электротехнического оборудования
ЗАО «3М Россия» К.М. Юров
Август 2009