Устройство и применение высоковольтных кабелей с масляным и газовым наполнением
Подземные высоковольтные кабели для передачи электроэнергии используются уже много лет, и за эти годы был разработан ряд различных технологий.
Линии передачи с газовой и масляной изоляцией обладают техническими, экологическими и эксплуатационными характеристиками, которые делают их очень хорошей альтернативой там, где требуется передача высокого напряжения в ограниченном пространстве, например, там, где невозможно использовать воздушные линии электропередачи.

Высоковольтные кабели в Испании на напряжение 400 кВ
Кабельные линии электропередачи с газовой и масляной изоляцией (газо- и маслонаполненные кабели высокого давления) являются безопасной и гибкой альтернативой воздушным линиям и занимают гораздо меньше места, обеспечивая при этом такую же передачу электроэнергии.
Поскольку они практически не влияют на ландшафт, а их минимальное электромагнитное излучение означает, что их также можно использовать вблизи или даже внутри зданий, высоковольтные кабели с масляным и газовым наполнением можно рассматривать для широкого спектра применений.
Магнитная индикация B, которую можно измерить вблизи такой конструкции, очень низкая, намного ниже, чем для эквивалентной воздушной линии. На расстоянии 5 метров от труб она составляет менее 1 мкТл.
Они подходят для обеспечения продолжения подземных воздушных линий, подключения электростанций к электросети или в качестве компактного способа подключения крупных промышленных предприятий к общей сети.
При использовании в кабелях повышенных давлений электрическая прочность кабельной изоляции значительно повышается, а толщина ее и, следовательно, стоимость уменьшаются. Повышенные давления в кабелях с масляным или газовым наполнением создаются внутри изоляции через полую жилу или другие каналы, проходящие вдоль кабеля, а также прикладываются снаружи изоляции, если кабель помещен в стальном трубопроводе.

Строительство кабльной линии с высоковольтными газонаполненными кабелями
В газонаполненных кабелях используется обедненно-пропитанная изоляция, в слое которой находится инертный газ под давлением, обладающий хорошими электрическими характеристиками и высокой теплопроводностью (азот, элегаз и др.). Замещение воздуха азотом или элегазом позволяет избежать окисления изоляции.
По величине давления различают кабели низкого (0,7 — 1,5 ат), среднего (до 3 ат) и высокого (12 — 15 ат) давления. Первые два типа кабелей изготовляются преимущественно трехфазными на 10 — 35 кВ, а кабели высокого давления — однофазными на 110 — 330 кВ.
Одножильные маслонаполненные кабели на 110 кВ выполняются с одним маслопроводящим каналом в центре полой жилы, а на напряжение 500 кВ — с центральным каналом в жиле и каналами под защитной оболочкой.
Конструкция трехфазного маслонаполненного кабеля
Увеличение давления требует упрочнения защитной оболочки наложением на нее укрепляющих металлических лент, которые защищены от коррозии соответствующими покрытиями, а также брони из стальных оцинкованных проволок.
Большой недостаток современной высоковольтной линии, выполненной маслонаполненным кабелем это потребность в весьма дорогостоящей и сложной вспомогательной аппаратуре, как-то: баки питания, давления, стопорные, соединительные и концевые муфты.
Компенсация изменений объемов пропитывающего состава осуществляется с помощью подпитывающих устройств, состоящих из баков питания и бака давления. Баки питания обеспечивают подачу в кабель или отбор из него большого количества масла при малом изменении давления, а бак давления поддерживает давление в кабеле при любом изменении объема масла.
Масло вдоль кабеля перемещается по центральному каналу токоведущей жилы. Кабельная линия делится с помощью стопорных муфт на отдельные секции подпитки.
Наиболее сильным конкуренту маслонаполненному кабелю является кабель с газом под давлением. Газонаполненный высоковольтный кабель по сравнению с маслонаполненным, так как по сравнению с ним требует меньших затрат на сооружение линии, не нуждается в сложной вспомогательной аппаратуре и весьма прост как в установке, так и в эксплуатации.
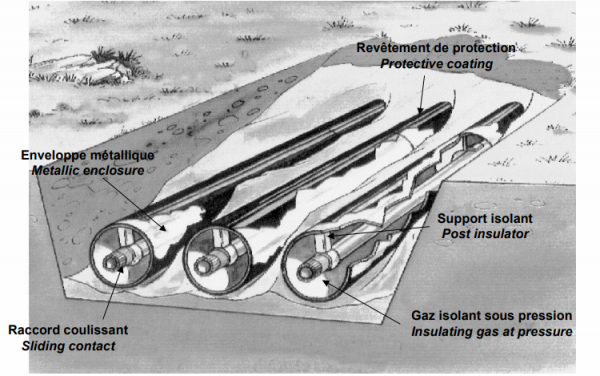
Устройство трехфазной линии с газонаполненными кабелями
Основным преимуществом газонаполненных кабелей по сравнению с маслонаполненными является простота подпитки кабельной линии газом, возможность прокладки кабеля по крутонаклонным и вертикальным трассам.
Наибольшее распространение газонаполненные кабели получили на напряжение 10 — 35 кВ. При напряжениях 110 кВ и выше газонаполненные кабели по сравнению с маслонаполненными имеют меньшую импульсную прочность, большее тепловое сопротивление. Поэтому эти кабели у нас в стране при напряжениях 110 кВ и выше применяются редко.
В Европейских странах наоборот маслонаполненные кабели под высоким давлением (Oil Filled Cable) применяются реже, чем газонаполненные (Gas-insulated transmission lines, GIL).
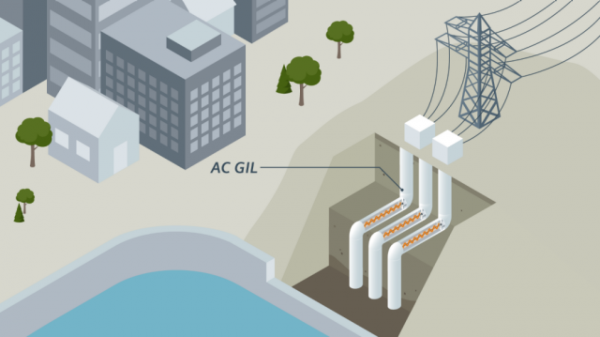
Эта технология технология начала применяться в Европе примерно в 70-х годах. Она была специально разработана для того, чтобы обеспечить возможность заглубления сетей высокого напряжения в городских условиях . В настоящее время существует много реализованных проектов с использованием с газонаполненных кабелей на напряжение до 500 кВ.
Преимуществом газонаполненных кабелей является сравнительно большой запас прочности при аварийном падении давления, что позволяет не отключать их немедленно при падении давления.
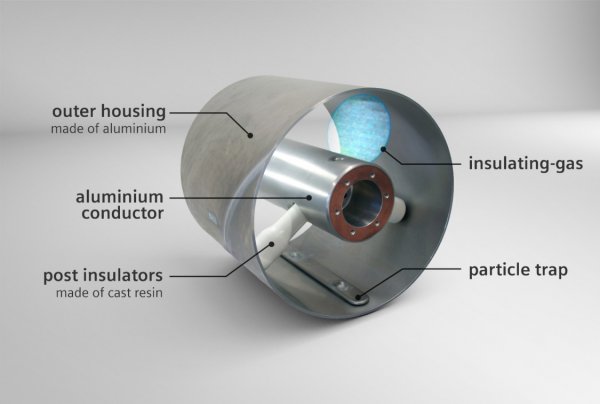
Конструкция газонаполненного кабеля
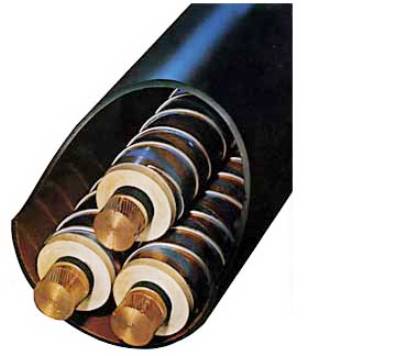
Кабели в стальном трубопроводе с маслом под давлением представляют собой три одножильных кабеля с бумажной изоляцией, пропитанной минеральным или синтетическим маслом (без свинцовой оболочки), которые расположены в стальном трубопроводе с маслом под давлением до 15 ат.
Обычно для пропитки изоляции используются более вязкие масла, а для заполнения трубопровода — менее вязкие масла. Такие кабельные линии в стальных трубопроводах с маслом под давлением применяются на напряжение 110 — 220 кВ.
Изоляция покрыта экраном из металлизированной бумаги или перфорированных медных лент, поверх которых наложено герметизирующее покрытие — полиэтиленовая оболочка, предохраняющая от попадания сырости в кабель при транспортировке.
По герметизирующему покрытию спирально накладываются две-три полукруглые бронзовые или медные проволоки, которые предназначены для облегчения протяжки кабеля в трубопровод, кроме того, они удерживают фазы на некотором расстоянии друг от друга, что улучшает циркуляцию масла и обеспечивают электрический контакт экранов кабеля с трубопроводом.
Стальная труба, позволяющая удержать давление в кабеле, является надежной защитой от механических повреждений. Давление масла на изоляцию передается через полиэтиленовую оболочку.
Переход воздушной линии в кабельную
Слабым местом высоковольтного кабеля являются, обычно, соединительные муфты. Одна из основных задач развития высоковольтных кабельных линий — это создание соединительной муфты, удобной для монтажа и имеющей электрическую прочность, не меньшую, чем кабель.
На концах кабельной линии устанавливаются концевые муфты, а через каждый 1 — 1,5 км линии — соединительные муфты полустопорного типа (препятствуют свободному обмену маслом между соседними секциями трубопровода).
Заданное давление масла в линии поддерживается автоматически действующей установкой, подпитывающей линию маслом при понижении давления и отбирающей избыток масла при повышении давления.
В соединительных муфтах маслонаполненных кабелей осуществляются электрическая связь токопроводящих жил и соединение маслопроводящих каналов кабеля.
Жилы соединяются опрессованием, а непрерывность маслопроводящего канала обеспечивается полой стальной трубкой (сварка или пайка из-за наличия масла недопустимы).
По всей длине муфты накладывается заземленный экран (луженая медная оплетка), а снаружи муфта заключается в металлический кожух.

Кабельная муфта на заполненном маслом высоковольтном кабеле
Кабели в стальном трубопроводе с газом под давлением отличаются от предыдущей конструкции только тем, что вместо минерального или синтетического масла трубопровод заполняется сжатым инертным газом, обычно азотом при давлении порядка 12 — 15 ат. Преимущество таких кабелей состоит в значительном упрощении и удешевлении системы подпитки линии.
Изоляция кабелей подвергается не только длительному воздействию напряжении промышленной частоты, но и импульсных напряжений, поскольку кабели присоединяются либо непосредственно к воздушным линиям, либо к электрооборудованию открытых подстанций и РУ, воспринимающих воздействия атмосферных перенапряжений.
Импульсная прочность маслонаполненного кабеля выше, чем газонаполненного, независимо от величин давлении масла или газа в них. Для каждого типа кабеля пробивное импульсное напряжение может быть увеличено путем уменьшения толщины бумажных лент, т. е. путем уменьшения зазоров между ними. Маслонаполненные кабели или кабели под внешним давлением газа, в которых зазоры в изоляции заполнены пропитывающим составом, имеют наибольшие пробивные напряжения.

Газонаполненные высоковольтные кабели в подземном коллекторе (тунеле), можно легко перемещаться между кабелями, но для этого типа установки почти не требуется обслуживание
Кабельные линии электропередачи с газовой и масляной изоляцией высокого давления уже доказали свою техническую надежность в течение нескольких десятилетий, поскольку они обеспечивают исключительную безопасность в эксплуатации и даже в случае отказа в дополнение к своим очень хорошим характеристикам передачи.
Состояние изоляции кабельных линий в процессе эксплуатации проверяется профилактическими испытаниями, которые позволяют выявить грубые нарушения целости изоляции и дефектов в ней (заземление фаз, обрывы жил и т. п.), а также произвести измерения сопротивления изоляции, токов утечки, угла диэлектрических потерь и др.
Следует отметить, что для изоляции кабельных линий профилактические испытания являются единственным методом обнаружения дефектных мест в изоляции, так как кабельная линия недоступна для осмотра и профилактического ремонта. Поэтому профилактические испытания изоляции кабельных линий должны своевременно выявить дефекты в изоляции кабелей и, следовательно, снизить аварийность сети.

В дополнение к статье — Siemens разрабатывает линию электропередачи с газовой изоляцией
Новая линия предназначена для передачи до пяти гигаватт (ГВт) мощности на систему. Федеральное министерство экономики и энергетики Германии выделяет 3,78 миллиона евро на этот проект развития.
ЛЭП постоянного тока будет основываться на технологии существующей линии передачи с газовой изоляцией (ЛЭП), которая состоит из двух концентрических алюминиевых труб. В качестве изолирующей среды используется смесь газов. До сих пор кабельные линии с газовой изоляцией был доступен только для переменного тока.
Расширение сети электропередач необходимо, если к 2050 году 80 процентов спроса на электроэнергию в Германии будет покрыто за счет возобновляемых источников энергии.
Электроэнергия, вырабатываемая ветряными турбинами на севере страны и у побережья Германии, должна будет транспортироваться в максимально эффективно к центрам погрузки на юге Германии. Для этого лучше всего подходит передача постоянного тока из-за его низких электрических потерь по сравнению с передачей переменного тока.
Развитие сети с использованием технологии передачи высокого напряжения постоянного тока (HVDC) с использованием воздушных линий электропередачи и линий электропередачи постоянного тока с газовой изоляцией, проложенных под землей на определенных участках, может быть реализовано с использованием значительно меньших ресурсов, чем трехфазная технология.
«Подземная линия электропередачи постоянного тока имеет большое значение для перехода Германии на новую структуру энергоснабжения, поскольку ее разработка первоначально будет происходить в Германии. Позже будут вполне возможны запросы из других стран ЕС или других стран мира. В любом случае, с разработкой линии электропередачи постоянного тока с газовой изоляцией Германия будет играть ведущую роль в проектировании будущих систем передачи энергии», — сказал Денис Имамович, ответственный за системы передачи с газовой изоляцией в подразделении Siemens Energy Management.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Накачивание кабеля сжатым газом на усилительном участке длиной: до 20 км, диаметр кабеля до 60 мм
В расценке указаны прямые затраты работы на период 2000 года (Федеральные цены), которые рассчитаны на основе нормативов 2014 года с дополнениями 1. К данной стоимости нужно применять индекс перехода в текущие цены.
Вы можете перейти на страницу этого же норматива ГЭСН в редакции 2009 года
Основанием применения состава и расхода материалов, машин и трудозатрат являются ГЭСН-2001
ТРУДОЗАТРАТЫ
| № | Наименование | Ед. Изм. | Трудозатраты |
| 1 | Затраты труда рабочих-монтажников Разряд 5 | чел.-ч | 23 |
| 2 | Затраты труда машинистов (справочно, входит в стоимость ЭМ) | чел.-ч | 13,84 |
| Итого по трудозатратам рабочих | чел.-ч | 23 | |
| Оплата труда рабочих = 23 x 11,08 | Руб. | 254,84 | |
| Оплата труда машинистов = 143,57 (для начисления накладных и прибыли) | Руб. | 143,57 | |
График производства работ. Автоматическое построение по смете.
ЭКСПЛУАТАЦИЯ МАШИН И МЕХАНИЗМОВ
Нажав на ссылке в шифре или наименовании ресурса,
Вы перейдёте на страницу с указанием оплаты труда машиниста
и списком шифров расценок, в которых используется данный ресурс.
| № | Шифр | Наименование | Ед. Изм. | Расход | Ст-сть ед. Руб. |
Всего Руб. |
| 1 | 050101 | Компрессоры передвижные с двигателем внутреннего сгорания давлением до 686 кПа (7 ат), производительность 2,2 м3/мин | маш.-ч | 11,02 | 90 | 991,80 |
| 2 | 170300 | Комплексные машины машина монтажная для выполнения работ при прокладке и монтаже кабеля на базе автомобиля ГАЗ-66 | маш.-ч | 2,82 | 110,86 | 312,63 |
| Итого | Руб. | 1 304,43 | ||||
РАСХОД МАТЕРИАЛОВ
Нажав на ссылке в шифре или наименовании ресурса,
Вы перейдёте на страницу с указанием веса единицы измерения материала
и списком шифров расценок, в которых используется данный материал.
| № | Шифр | Наименование | Ед. Изм. | Расход | Ст-сть ед. Руб. |
Всего Руб. |
| 1 | 999-9950 | Вспомогательные ненормируемые материальные ресурсы (2% от оплаты труда рабочих) | руб. | 5,1 | 0 | 0,00 |
| Итого | Руб. | 0,00 | ||||
ВСЕГО ПО РАСЦЕНКЕ: 1 559,27 Руб.
Посмотрите данный норматив в редакции 2020 года открыть страницу
Сравните значение расценки со значением ФЕРм 10-06-014-16
Для составления сметы, расценка требует индексации перехода в текущие цены.
Расценка составлена по нормативам ГЭСН-2001 редакции 2014 года с дополнениями 1 в ценах 2000 года.
Для определения промежуточных и итоговых значений расценки использовалась программа DefSmeta
Задувка оптического кабеля: технология пневматической прокладка ВОЛС, особенности, применение
В силу своих известных преимуществ волоконно-оптические линии связи заняли господствующее положение на всех областях современных телекоммуникаций: они используются для организации как меж- и трансконтинентальных, так и внутриобъектовых линий. Превосходя, порою значимо, иные кабельные технологии реализации физического уровня по ряду ключевых технических параметров, в первую очередь по дальности действия и широкополосности, они, тем не менее, унаследовали от своих предшественников также часть проблем, которые неизбежно возникают в процессе построения и последующей эксплуатации любой линии связи.
Одна из задач, решение или по крайней мере смягчение остроты наличия которой сулит немалые выгоды финансового, временного и организационного плана, – сложность выполнения именно строительных работ в процессе прокладки кабеля, что значимо отражается на их стоимости, см. рис 1. Если при реализации линий междугородной и зоновой связи с подобного рода положением дел можно смириться просто в силу немногочисленности таких объектов, то в районах городской и даже сельской застройки необходимо всемерно стремиться к их сокращению.
Изменение приоритетов касательно сетей связи на урбанизированной территории связано со значительно меньшим сроком службы, высокой частотой изменения конфигурации линейной части сети, необходимостью получения многочисленных согласований и большой плотностью подземных сооружений (водопровод, канализация, силовые линии и др.).
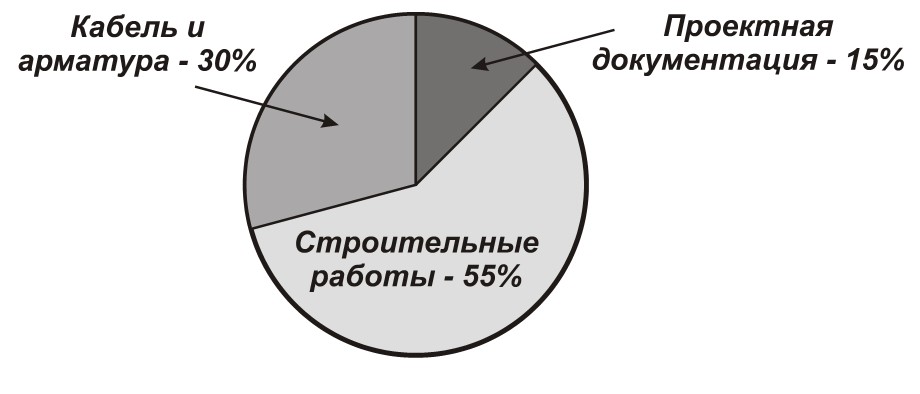
Рис. 1. Типовая структура укрупненных статей затрат на создание линейной части системы волоконно-оптической связи
Аналогичные проблемы, только в несколько иной форме, проявляются в процессе текущей эксплуатации информационных систем на объектах недвижимости различного назначения. В данном случае прокладка новых и перекладка имеющихся кабельных линий крайне нежелательна из-за того, что сопутствующие им процедуры полностью и на длительный срок дезорганизует работу тех структурных подразделений, в помещениях которых выполняются монтажные работы.
Радикальный подход к решению этой проблемы на основе разовой прокладки всех линий, требуемых как на данный конкретный момент, так и в обозримой перспективе, очевидным образом не выгоден из-за необходимости немедленного привлечения для этого больших финансовых ресурсов.
Идея, основные свойства и области применения технологии задувки оптического кабеля (ВОЛС)
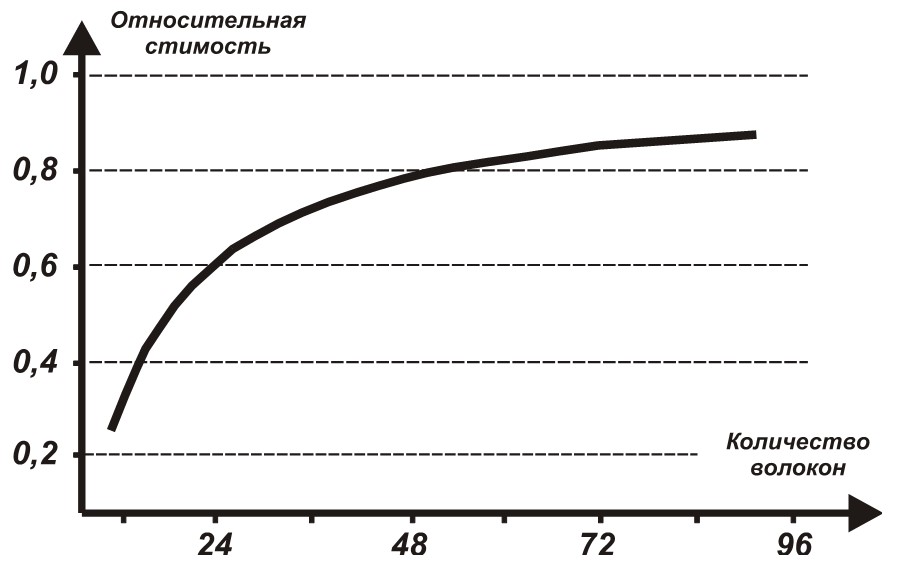
Рис. 2. Относительная доля стоимости волоконных световодов в конструкции оптического кабеля
Известно, что любой кабель представляет собой одну или несколько цепей передачи информационных сигналов (волоконных световодов, витых пар, коаксиальных трубок) и компонентов, которые обеспечивают их нормальную работоспособность на протяжении всего нормативного срока службы, в т.ч. под воздействием неблагоприятных факторов окружающей среды. Для волоконно-оптического кабеля затраты на защитные компоненты при небольшом количестве волокон составляют значительную долю. По мере увеличения количества световодов относительная величина этой составляющей довольно быстро падает, см. рис.2. Такое положение дел представляет собой прямое следствие прекрасных массогабаритных показателей оптических волокон, что позволяет не менять конструкцию и размеры кабеля в диапазоне изменения их количества по меньшей мере от 4 до 96.
Идея, положенная в основу технологии пневматической прокладки оптоволокна, базируется на физическом разделении цепей передачи информации (в нашем случае отдельные волокна и их пары) и трубчатых защитных покрытий, что позволяет прокладывать их независимо друг от друга. Подобное разделение с технической точки зрения выгодно тем, что позволяет:
- в данный конкретный момент времени формировать линейную часть системы связи ровно из того количества оптических волокон, которые необходимы для удовлетворения актуальных потребностей клиентов;
- заменять один тип волокна на другой при возникновении такой необходимости без проведения чисто строительных работ.
Особенности реализации рассматриваемой технологии дают ей также ряд эксплуатационных преимуществ:
- организация ответвления в процессе текущей эксплуатации осуществляется врезкой муфты без разрыва имеющихся цепей передачи;
- сам процесс прокладки ВОЛС до клиента не требует применения сложного технологического оборудования.
Финансовая привлекательность технологии определятся возможностью:
- распределения во времени полных затрат на линию путем постепенного доведения числа волокон до количества, определенного проектной документацией;
- однократного характера выполнения чисто строительных работ в линейной части;
- возможность многократного использования проложенных трубок;
- высокой скорости подачи информационного сервиса в конкретную точку при наличии проложенных до нее трубок после поступления соответствующей заявки.
На основании рис. 2 выгодность технологии с финансовой точки зрения значимо растет, если в линейной части системы связи массово используются кабели с небольшим количеством волокон.
В качестве недостатков техники укажем на:
- несколько большие внешние габариты и допустимые радиусы изгиба трубчатых кабелей по сравнению с традиционными;
- необходимость применения специальных технологических приспособлений для прокладки (см. ролики для протяжки кабеля, кабельные изгибы);
- требование чистоты канала и его чувствительность к сдавливающим воздействиям.
Сопоставление достоинств и недостатков технологии (последние не носят принципиального характера) с учетом емкости потенциальных областей ее применения показывает наличие перспектив ее практического внедрения. При этом рассматриваемая технология в наибольшей степени востребована на тех уровнях системы волоконно-оптической связи, которые:
- реализуются на маловолоконных кабелях;
- в процессе эксплуатации объективно подвержены постоянным изменениям конфигурации в части количества световодов и топологии линейной части.
К таковым относятся в первую очередь сети доступа и внутриобъектовые информационные системы.
Физические процессы при задувке ВОЛС и ее особенности
Суть технологии пневматической прокладки заключается в том, что по трассе вначале прокладываются так называемые трубчатые кабели, отдельные каналы которых имеют круглое поперечное сечение, предназначены для прокладки в них оптических волокон или кабельных сборок на их основе и защиты их от внешних влияющих факторов окружающей среды.
С механической точки зрения цепь передачи вне зависимости от ее исполнения (оптоволокно, витая пара, коаксиальная трубка) можно рассматривать как струну или нить с конечной жесткостью, которая стремится принять в трубчатом канале форму геликоиды. Прямое продвижение подобной струны по каналу на сколь-нибудь большое расстояние невозможно из-за постоянного роста силы трения по мере увеличения дальности захода в канал. Подавления этого эффекта можно добиться, если цепь передачи находится в потоке газа (отсюда и термины – «пневматическая прокладка оптоволокна», «задувка ВОЛС», «задувка оптического кабеля»), который за счет неизбежной турбулентности пограничного с поверхностью слоя цепи фактически увлекает ее за собой.
При этом распределение аэродинамических сил таково, что, начиная с определенной минимальной скорости прокачки газа по каналу, данная нить распрямляется за счет выталкивания в область оси канала и фактически плывет в потоке, не касаясь стенок. Отсутствие прямого взаимодействия волокна и стенок канала снижает силу трения Fтр до нуля, что обеспечивает возможность продвижения. В схематическом виде эти эффекты показаны на рис .3.

Рис. 3. Положение волоконного световода в трубчатом канале при отсутствии воздушного потока и наличии внешнего подающего усилия с силой F (слева) и при его наличии (справа)
Усилие продвижения теоретически может создаваться также потоком жидкости, но на практике подобный подход не применяется из-за сложности просушки внутренней поверхности канала после завершения прокладки.
Дополнительно укажем на такое важное эксплуатационное преимущество рассматриваемой технологии как ее обратимость: при необходимости ненужное волокно просто выдувается из канала.
Несмотря на очевидность идеи, технология пневматической прокладки оптики получила практическую реализацию только после внедрения в телекоммуникации волоконно-оптических систем связи. Это связано с тем, что погонная масса волоконного световода по меньшей мере на два порядка меньше, чем у медного провода. Поэтому эффекта “вывешивания” нити цепи передачи в потоке воздуха можно добиться при относительно умеренных диаметрах канала и расходах газа.
Варианты исполнения световодов и волоконно-оптических микрокабелей для задувки
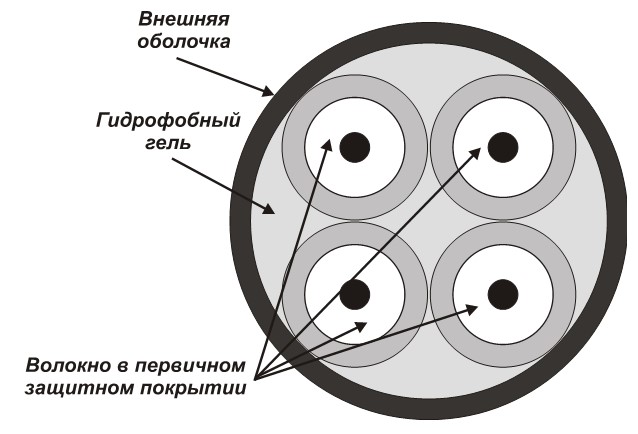
Рис. 4. Четырёхволоконный микрокабель внешнего исполнения для систем задувки
Волоконные световоды и оптические кабели на их основе не должны отличается от традиционных волокон в части оптической спецификации. Одновременно, механическая конструкция волокон и сборок на их основе должна быть в максимально полной степени адаптированы к условиям прокладки в трубках. Последнее выражается в том, что:
- гибкость как отдельного волокна, так и кабелей на их основе должна быть доведена до максимально возможных значений в сочетании с предельной минимизацией погонной массы этих компонентов;
- структура верхней поверхности оболочки волокна/кабеля целенаправленно модифицируется для получения максимальной турбулентности пограничного слоя, что значимо увеличивает продвигающее усилие;
- для сетей доступа, трубчатые кабели которых прокладываются под землей, должна быть обеспечена дополнительная защита от воздействия влаги.
Задача адаптации под условия прокладки решается следующим образом. Гибкость наращивается традиционным способом: уменьшением внешнего диаметра и применением соответствующих материалов оболочек. В рамках реализации этой стратегии диаметр вторичного защитного покрытия волокон внутренней прокладки уменьшается с традиционных 900 мкм до примерно 500 мм. Кабель внешней прокладки обычно содержит не более четырех световодов в первичном защитном покрытии (возможно их наращивание до 18 при возникновении такой потребности), выполнен с использованием тонкостенной внешней трубки, без зазора одетой на сборку волокон, см. рис.4.
Все это позволяет удержать его внешний диаметр в пределах 2– 3 мм в зависимости от волоконности. Оставшиеся свободные внутренние пустоты заполняют гидрофобным гелем, что обеспечивает необходимую влагостойкость. Из-за своих предельно минимизированных размеров данное изделие часто называют микрокабелем (его не следует путать с волокном во вторичном буферном покрытии, в данном случае речь идет о полноценном кабеле с волокнами и внешней оболочкой).

Рис. 5. Средства структурирования верхней поверхности микрокабелей: слева — стеклянные шарики, справа – обмотка арамидной нитью
Необходимая эксплуатационная надежность трубчатого канала достигается увеличением толщины его стенок и применением влагостойкой внешней оболочки.
Поставка кабелей и волокон выполняется на катушках, максимальная длина составляет 6 км, что представляет собой удачный компромисс между обеспечиваемой наибольшей дальностью прокладки, а также удобством транспортировки до места прокладки и работы с точки зрения массогабаритных показателей.
Для наращивания усилия продвижения в потоке газа выполняется дополнительное структурирование верхней поверхности вторичного защитного покрытия волокна и оболочки кабеля с целью увеличения ее шероховатости. Типовое средство решение этой задачи – внедрение в верхнюю поверхность покрытия стеклянных микрошариков. Известно также применявшаяся на рубеже веков в системе RibboNet исполнение кабеля в виде ленты с дополнительной ее обмоткой с достаточно большим шагом арамидной нитью. Несмотря на заметное увеличение продвигающего усилия данное направление не получило дальнейшего развития из-за отличия формы поперечного сечения ленты от круга, что делает ее неудобной для прокладки по каналу, см. рис. 5.
Технические средства создания усилия продвижения волокон и кабелей по трубчатому каналу
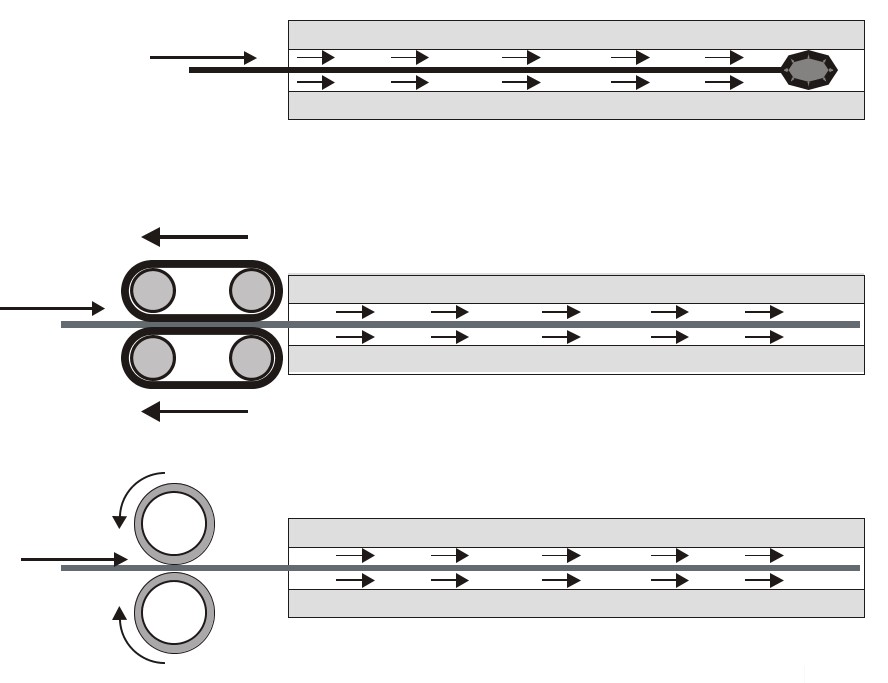
Рис. 6. Варианты создания продвигающего усилия. Сверху-вниз: с помощью парашюта, гусеничным транспортером и потоком воздуха; валиковым механизмом и потом воздуха
Воздействия, которые обеспечивают продвижение отдельных волокон и кабелей по каналу, потенциально могут быть созданы:
- сосредоточенным тянущим усилием с помощью парашюта, который крепится к переднему концу прокладываемого кабеля;
- распределенным тянущим усилием, создаваемым потоком воздуха в трубчатом канале;
- толкающим усилием на входе в канал, развиваемым соответствующим подающим механизмом.
Данные механизмы схематически представлены на рис. 6., независимы друг от друга и при необходимости могут использоваться совместно в произвольной комбинации. Парашют применяется исключительно при работе с типовыми безбронными кабелями на магистральных участках сети при условии внутреннего диаметра трубки 40 мм и более. На сетях доступа и непосредственно на объектах недвижимости используются последние две возможности, что позволяет довести максимальную протяженность трубчатого канала до 1500 м.
Для дальнейшего наращивания максимальной протяженности канала и достижения его длины до 6000 м практикуется каскадное включение технологического оборудования, устанавливаемого в промежуточных точках. При такой схеме реализации прокладки кабель, выходящий из канала, сразу же вводится в подающий механизм того комплекта технологического оборудования, который находится в этой промежуточной точке, и отправляется в следующий канал. Для устранения вредных последствий отсутствия механической синхронизации подающих механизмов, из кабеля, выходящего из канала, предварительно формируется запас с укладкой в промежуточный круглый бункер и компенсационная петля на входе в подающий механизм.
Собственно, подающий механизм, который устанавливается на входе в канал, сматывает кабель/волокно с катушки и создает толкающее усилие, может быть выполнен по двум схемам. Исторически первой применялось исполнение его рабочего органа в виде двух гусениц, которые в рабочем положении плотно охватывали прокладываемый по каналу компонент. В последнее время быстро растет популярность использования более простых, надежных и компактных системы на основе валикового механизма. Мягкий бандаж, который охватывает валик, довольно быстро изнашивается при интенсивном использовании. Поэтому эти валики выполняют сменными и вводят в комплект аксессуаров под отдельным заказным номером.
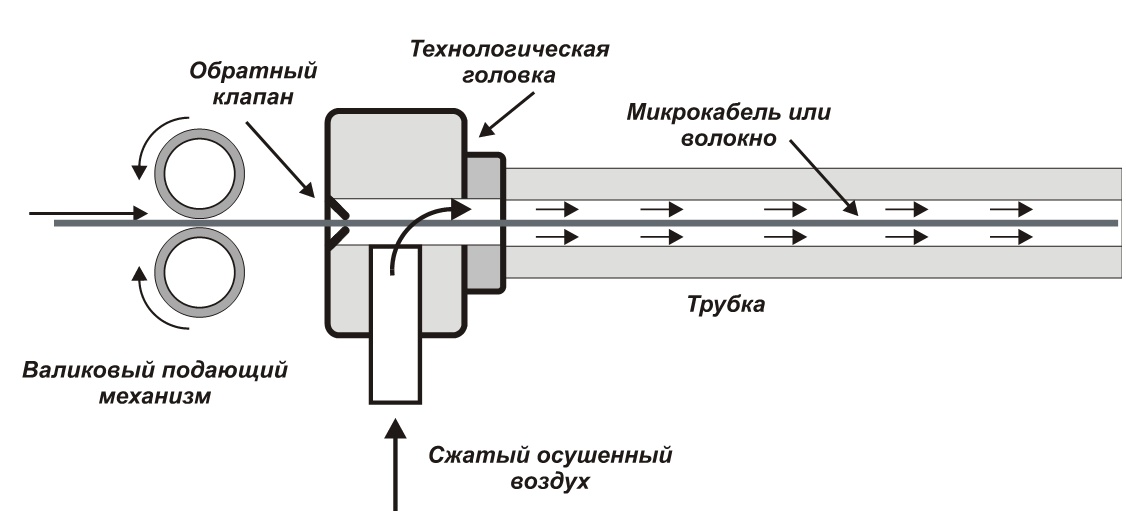
Рис. 7. Установка валикового подающего механизма и пневматической технологической головки на трубчатый канал
Подающий механизм всегда работает в паре с технологической головкой для подачи сжатого воздуха. Эти два элемента собираются в единый блок перед началом работы, что устраняет опасность повреждения кабеля/волокна и появления повышенного трения. Головка одевается непосредственно на трубку, для чего снабжена соответствующим гнездом. Имеет также обратный клапан, который установлен на входе, обеспечивает проход через него кабеля и минимизирует бесполезные потери сжатого воздуха из-за стравливания в окружающую среду, см. рис. 7.
Конструктивные особенности трубчатого кабеля и отдельных трубок
Трубчатый кабель представляет собой одну или несколько тонкостенных полимерных трубок, рассчитанных на внутреннее давление до 10 — 15 бар и имеющих внешний диаметр 5 мм и более, которые удерживаются в общей структуре защитной оболочкой. Собственно, наличие общей оболочки является основанием для отнесения этих изделий к кабелям. При создании разводки внутри здания применяются также обычные трубки, которые при необходимости групповой прокладки могут скрепляться в единое целое обмоткой лентами.
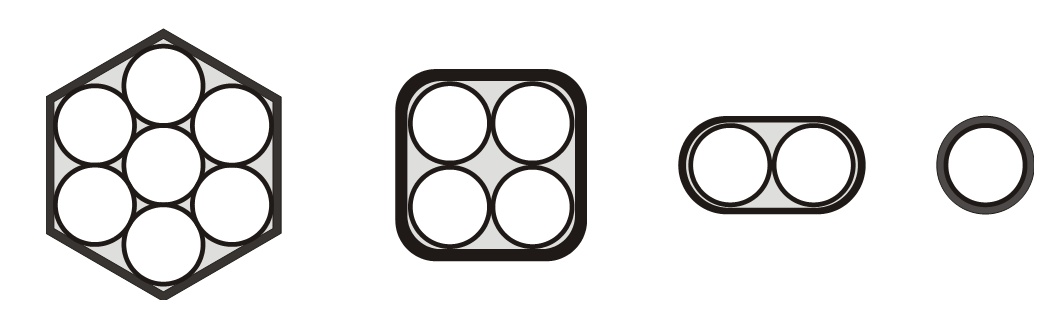
Рис. 8. Трубчатые кабели с различным количеством каналов
Из-за довольно высокой механической прочности трубки в случае использования полноценной внешней оболочки последняя имеет небольшую толщину, в результате чего трубчатый кабель с двумя и более трубками приобретет характерную некруглую в сечении форму, см. рис. 8.
При необходимости увеличения стойкости к растягивающим усилиям в состав сердечника кабеля обычным образом вводят стержневые упрочняющие элементы.
Используются два варианта трубок по внутреннему/внешнему диаметрам: например, 3,5/5 и 6/8 мм или 5/7 и 6/10 мм. Основной считается малая трубка, трубка с большим диаметром применяется при необходимости создания каналов с длиной свыше пятисот метров. Количество поворотов при соблюдении ограничений по минимальному радиусу изгиба практически не ограничено (прямое следствие распределенного характера приложения продвигающего усилия и отсутствия трения о стенки на большей части длины трассы), скорость прокладки в благоприятных условиях достигает 50 метров в минуту.
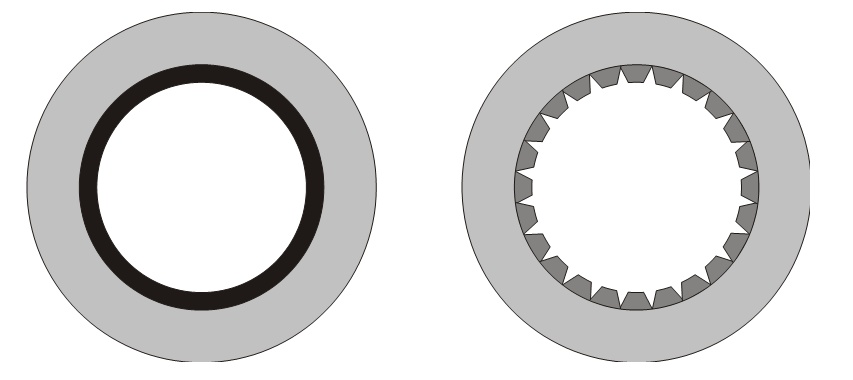
Рис. 9. Исполнение внутренней поверхности каналов для пневматической прокладки: слева – слой полимерной твердой смазки, справа – микроструктурирование
Для минимизации усилия трения прокладываемого кабеля или волокна о стенки канала используется два основных приема. Первый из них основан на применении дополнительного внутреннего покрытия из полимерного материала с минимальным коэффициентом трения (т.н. твердая смазка). В основу второго способа положена минимизация площади соприкосновения прокладываемого кабеля/волокна со стенками канала. Для этого их внутренняя поверхность структурируется мелкими выступами треугольной в плане формы, см. рис. 9.
Для создания внутриобъектовых информационных систем, реализующих подход “FTTD – волокно до рабочего места”, некоторые кабельные заводы серийно выпускают комбинированные кабели, содержащие как трубку, так и витую пару. Трубка изначально предназначена для доведения волокна до рабочего места, витая пара рассматривается как средство поддержки функционирования традиционного аналогового или цифрового телефона. С учетом чувствительности трубки к сдавливающим воздействиям в этой области довольно популярны усиленные конструкции в исполнении heavy-duty с общей защитной оболочкой, см. рис. 10.
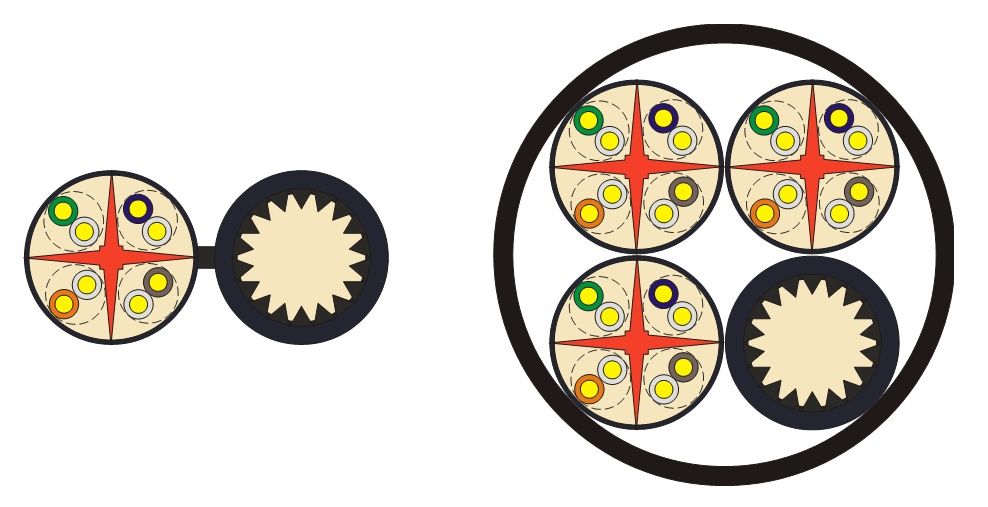
Рис. 10. Комбинированные кабели внутриобъектовой прокладки в вариантах zip-cord (слева) и heavy-duty (справа)
С учетом малой массы и поперечного сечения одиночного световода при характерных для внутриобъектовых систем длинах трасс обычно не свыше 200 – 300 метров в одной трубке последовательно может быть проложено до 12 волокон.
Аксессуары для формирования системы каналов и задувки оптического кабеля
Для реализации пневматической прокладки, кроме специального волокна и трубчатого кабеля, требуется ряд дополнительных компонентов. К таковым относятся:
- источник сжатого газа;
- подающая головка с приводом и элементами подключения источника сжатого газа;
- средства для сращивания волокон и выполнения ответвлений в промежуточных точках;
- элементы для проверки исправности каналов и их герметизации.
Функции источника сжатого газа может выполнять компрессор или баллон. В последнем случае применяют как сжатый воздух, так и азот. На выход источника обязательно устанавливают осушитель, который препятствует попаданию влаги в канал.
Подающую головку в большинстве случаев выполняют с раскрывающимся корпусом, что облегчает ввод в нее кабеля перед началом прокладки. Привод головки – электрический, может быть, как интегральным, так и с помощью внешнего устройства.

Рис. 11. Y-муфта системы пневматической прокладки «оптики»
В качестве элементов сращивания трубок применяют малогабаритные микромуфты с кольцевыми уплотнителями, в которые с двух сторон просто вставляют трубки с ровно отрезанным концом. Корпус компонента выполнен из прозрачного пластика, что позволяет визуально контролировать правильность его установки на трубки.
В место выполнения отвода устанавливается ответвительная муфта. Из-за сравнительно большой величины минимально допустимого радиуса изгиба трубки это изделие имеет характерную Y-образную форму с боковым отводом несколько меньшего диаметра, что определяет ее каталожное наименование как Y-муфты. Имеет разрезную конструкцию с концевыми уплотнителями, устанавливается прямо на трубчатый кабель, допускает многократную переустановку без замены уплотнителей. Габариты корпуса подобраны так, чтобы внутри оставалось достаточно места для установки соединительных микромуфт трубок, см. рис 11.
Готовность трубки к прокладке проверяется прогонкой по ней шарика, который задерживается на дальнем конце соответствующим уловителем.
Особенности задувки ВОЛС в сетях доступах и при внутриобъектовой прокладке
Первые образцы оборудования для задувки оптоволокна отличались неудовлетворительными массогабаритными показателями, что становилось серьезным ограничивающим обстоятельством при внедрении этой технологии на сетях доступа и внутриобъектовых системах. Понимание наличия этого сдерживающего фактора привело к выполнению соответствующих разработок, практическое внедрение которых позволило ликвидировать данный недостаток.
С учетом относительно небольшого расхода сжатого воздуха вместо компрессора с приводом от бензогенератора или электродвигателя вполне может использоваться один или два небольших газовых баллона, которые переносятся в рюкзаке по образцу акваланга.

Рис. 12. Комплект технологических приспособлений Katimex X-Blow Micro для выполнения пневматической прокладки оптоволокна
В качестве привода подающей головки с учетом относительно небольших усилий допустимо применять обычный шуроповерт, фиксатор которого одевается на выступающую ось одного из приводных валиков подающей головки.
Для удобства ввода волокна в трубку подающая головка монтируется на подставке-треноге с возможностью изменения высоты и углов установки по двум направлениям. Регулятор углов установки выносится на треногу, а головка снабжается соответствующим креплением. Тренога с решулируемыми по высоте коленами входит в комплектацию X-Blow Micro Deluxe компании Katimex.
Комплект аксессуаров, в большем или меньшем объеме используемых в процессе работы, укладывают в удобный для переноски плоский чемоданчик. Под его откидной крышкой находится панель с гнездами для укладки приспособлений и инструментов, см. рис 12, 13. Для более точного удовлетворения потребностей клиента в производственную программу вводится ряд таких наборов, которые отличаются только полнотой включенных в их состав инструментов. Например, компания Katimex предлагает четыре варианта подобных наборов от стартового до профессионального.
Технология задувки оптического волокна в микротрубки также демонстрируется на этом видео:
Заключение
Изложенный выше материал позволяет констатировать следующее:
- Технология задувки оптоволоконных кабелей представляет собой полноценное функционально законченное средство формирования линейной части кабельных систем связи.
- Наибольший эффект от обращения к рассмотренной технологии достигается при построении волоконно-оптических сетей доступа и магистральных подсистем внутриобъектовых локальных сетей.
- Наиболее сильная сторона технологии – возможность распределения во времени капитальных затрат на создание связной инфраструктуры и уменьшение времени организации полноценной связи буквально до нескольких часов после поступления соответствующей заявки от клиента.
- Для задувки оптических кабелей привлекаются специально доработанные в механической части световоды и кабели.
- Аппаратные средства, используемые в процессе реализации технологии пневматической прокладки, представлены функционально законченным комплектом инструментов, полноценно адаптированы для работы в характерных для фокусной области применения стесненных условиях и по удобству своего использования полностью соответствует современным требованиям.
- При реализации технологии могут быть массово использованы элементы общего назначения (шуруповерты, баллоны со сжатым газом), что сводит к минимуму номенклатуру специализированных уникальных компонентов.

Получите лучшую цену на систему Katimex X-Blow Micro
Заполните эту форму, чтобы получить коммерческое предложение со скидкой на систему пневматической прокладки оптического кабеля Katimex X-Blow Micro:
Силовые кабели с газовой изоляцией (газовые линии)

В кабелях с газовой изоляцией основой изоляцией является сжатый элегаз или смесь азота с элегазом под давлением до 0,25 МПа (кабели низкого давления) или до 1,5 МПа (кабели высокого давления). Первые линии на основе кабелей с газовой изоляцией состояли из отдельных негибких секций длиной до 10-12 м. Основными элементами кабеля являются алюминиевые трубчатые токопроводящая жила и оболочка, соосное расположение которых обеспечивается изоляционными распорками, расположенными на определенном расстоянии драг от друга по длине секции. Такие секции изготовляются на заводе, герметизируются и заполняются газом под давлением. В секциях предусмотрены устройства для компенсации температурного изменения длины жилы и оболочки. Современные гибкие кабели могут изготавливаться и транспортироваться секциями длиной до 200 м. При этом внешняя оболочка для увеличения гибкости может выполняться гофрированной.
В последние годы коаксиальные системы из токопроводов с газовой изоляцией на напряжение 245–550 кВ нашли практическое применение в ряде стран (США, Великобритания, ФРГ и др.) для вывода мощности от крупных блоков гидравлических, атомных и тепловых электрических станций, так как эти системы имеют пропускную способность, в несколько раз превышающую таковую для силовых кабелей. Недостатками коаксиальных систем с газовой изоляцией являются значительно большие их поперечные размеры, чем у кабелей, а также более низкая надежность по сравнению с хорошо отработанными в технологическом отношении кабелями. Из реализованных проектов можно отметить, например, проложенную в 2001 г. в Женеве линию электропередачи с газовой изоляцией второго поколения, разработанную компанией Siemens. Газовая изоляция линии представляет собой смесь азота (80 %) и элегаза (20 %) под давлением 7 бар. Рабочее напряжение линии – 420 кВ, передаваемая мощность – 2000 МВА. Линия проложена на глубине 6 м в туннеле. Прокладка такой линии обходится в 15–20 дороже, чем ВЛ той же длины и мощности, но не требует наземного коридора.
Понравилась статья? Поделиться с друзьями: