Экстремальный горный велосипед

множество раз перебирал ксениум, тот же новатек, и никогда ничего не применял кроме гвоздя молотка и смазки. Сдвинул трубку что внутри, херакнул и вылетел со свистом старый пром. Плюс действительно не понимаю зачем трогать рабочий подшипник, при его демонтаже ему придет 3.14зyes.
Вангую следующий туториал по разборке передней втулки суперсадомазохийским способом.
__________________
хочетсяматеритьсяотрадости, моя радиостанция для катки killswitch-radio.tk (ml)
Установка сферических роликовых подшипников на закрепительных втулках
- Поместив подшипник на верстак, проверьте зазор, используя щупы, поверху роликов наверху подшипника, как показано на рис.1, и запишите зазор.
 рис.1. Проверка зазора подшипника на верстаке.
рис.1. Проверка зазора подшипника на верстаке. - Перед установкой смажьте резьбу и боковую поверхность гайки пастой дисульфида молибдена или подобным смазочным материалом.
- Смажьте вал и наружный диаметр втулки лёгким маслом.
- Слегка приоткройте втулку, втавив в паз втулки отвёртку и, поворачивая её, установите втулку на вал.
- Плавно продвиньте подшипник, стопорную шайбу и контргайку на втулку и затягивайте гайку гаечным ключом «С» до тех пор, пока весь зазор не исчезнет.
- Продолжайте затягивать гайку до тех пор, пока зазор не уменьшится до размера, показанного в таблице 1 (см.ниже), но когда подшипник устанавливается на валу, следует проверить зазор под роликами внизу подшипника, как показано на рис.2.
 рис.2. Проверка зазора подшипника, установленного на вал.
рис.2. Проверка зазора подшипника, установленного на вал.
- Проверьте, чтобы зазор не стал меньше минимального разрешённого остаточного зазора, показанного в таблице 1.
- Совместите один язычок на стопорной шайбе с пазом в контргайке и загните его в паз, если язычки не выравниваются относительно пазов, слегка затяните контргайку так, чтобы один язычок выровнялся. НИКОГДА НЕ ОТОДВИГАЙТЕ ГАЙКУ, ЧТОБЫ ВЫРОВНЯТЬ ЯЗЫЧОК С ПАЗОМ.
- Проверьте, чтобы подшипник вращался свободно, без какого-либо заедания.
| Диаметр отверстия подшипника, мм | Уменьшение радиального зазора, мкм | Осевой подъём (1:12 конус), мкм | Номинальный угол затягивания | Минимальный разрешённый остаточный зазор, мкм | |||||
| от | до | мин | макс | мин | макс | CN | C3 | C4 | |
| 30 | 40 | 25 | 30 | 400 | 450 | 100° | 10 | 25 | 35 |
| 40 | 50 | 30 | 35 | 450 | 550 | 120° | 15 | 30 | 45 |
| 50 | 65 | 30 | 35 | 450 | 550 | 90° | 25 | 35 | 60 |
| 65 | 80 | 40 | 45 | 600 | 700 | 120° | 30 | 40 | 75 |
| 80 | 100 | 45 | 55 | 700 | 850 | 140° | 35 | 50 | 85 |
| 100 | 120 | 50 | 60 | 750 | 900 | — | 45 | 65 | 110 |
| 120 | 140 | 60 | 70 | 900 | 1100 | — | 55 | 80 | 130 |
| 140 | 160 | 65 | 80 | 1000 | 1300 | — | 60 | 100 | 150 |
| 160 | 180 | 70 | 90 | 1100 | 1400 | — | 70 | 110 | 170 |
| 180 | 200 | 80 | 100 | 1300 | 1600 | — | 70 | 110 | 190 |
| 200 | 225 | 90 | 110 | 1400 | 1700 | — | 80 | 130 | 210 |
| 225 | 250 | 100 | 120 | 1600 | 1900 | — | 90 | 140 | 230 |
| 250 | 280 | 110 | 140 | 1700 | 2200 | — | 100 | 150 | 250 |
| 280 | 315 | 120 | 150 | 1900 | 2400 | — | 110 | 160 | 280 |
| 315 | 355 | 140 | 170 | 2200 | 2700 | — | 120 | 180 | 300 |
| 355 | 400 | 150 | 190 | 2400 | 3000 | — | 130 | 200 | 330 |
| 400 | 450 | 170 | 210 | 2700 | 3300 | — | 140 | 220 | 360 |
| 450 | 500 | 190 | 240 | 3000 | 3700 | — | 160 | 240 | 390 |
| 500 | 560 | 210 | 270 | 3400 | 4300 | — | 170 | 270 | 410 |
| 560 | 630 | 230 | 300 | 3700 | 4800 | — | 200 | 310 | 460 |
| 630 | 710 | 260 | 330 | 4200 | 5300 | — | 220 | 330 | 520 |
| 710 | 800 | 280 | 370 | 4500 | 5900 | — | 240 | 390 | 590 |
| 800 | 900 | 310 | 410 | 5000 | 6600 | — | 280 | 430 | 660 |
| 900 | 1000 | 340 | 460 | 5500 | 7400 | — | 310 | 470 | 730 |
| 1000 | 1120 | 370 | 500 | 5900 | 8000 | — | 360 | 530 | 800 |
Установка сферических роликовых подшипников на закрепительной втулке с использованием ОСЕВОГО МЕТОДА

- Перед установкой смажьте резьбу и боковую поверхность гайки пастой дисульфида молибдена или подобным смазочным материалом.
- Смажьте вал и наружный диаметр втулки светлым маслом.
- Слегка приоткройте втулку, втавив в паз втулки отвёртку и, поворачивая её, установите втулку на вал.
- Плавно продвиньте подшипник, стопорную шайбу и контргайку на втулку и затягивайте гайку гаечным ключом «С» до тех пор, пока весь зазор не исчезнет.
- Измерьте размер Х, как показано выше на рис.3.
- Затяните гайку и УМЕНЬШИТЕ размер Х на размер осевого подъёма, показанного в таблице 1 (см.выше), для правильного размера подшипника.
- Проверьте зазор подшипника, как показано на рис.2 (см.выше), чтобы обеспечить зазор не меньше минимального разрешённого остаточного зазора, показанного в таблице 1.
- Совместите один язычок на стопорной шайбе с пазом в контргайке и загните его в паз, если язычки не выравниваются относительно пазов, слегка затяните контргайку так, чтобы один язычок выровнялся. НИКОГДА НЕ ОТОДВИГАЙТЕ ГАЙКУ, ЧТОБЫ ВЫРОВНЯТЬ ЯЗЫЧОК С ПАЗОМ.
- Проверьте, чтобы подшипник вращался свободно, без какого-либо заедания.
Личный блог — ТО и замена подшипников в передней втулке HopePro2
Так как я столкнулся с определенными трудностями в такой простой втулке, решил написать этот пост с приложением фотографий.
Итак, передняя втулка Hope Pro 2 после 3 лет работы слегка залюфтила. Руками нащупалась не совсем гладкая работа подшипников и я решил их заменить. Мне повезло, подшипники по размеру такие же как в моей задней втулке hadley и я знал где такие достать.
Снимаем стопорное кольцо и убираем алюминевую проставку 
Внутри сразу видны подшипники, одинаковые с обоих сторон 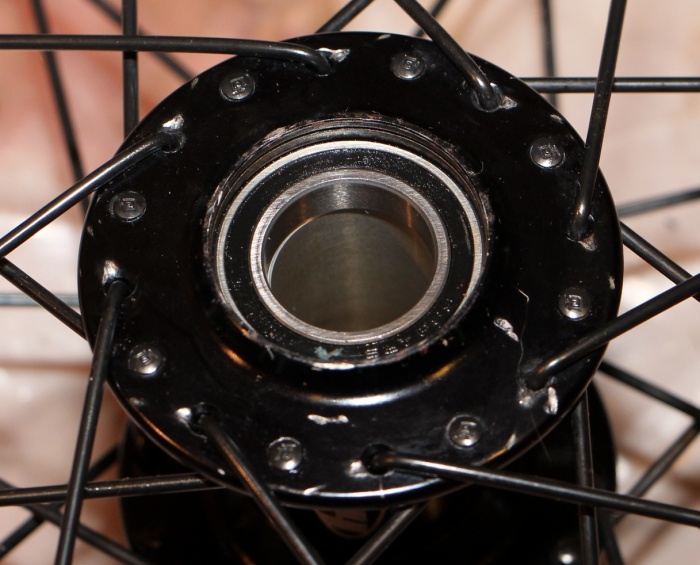
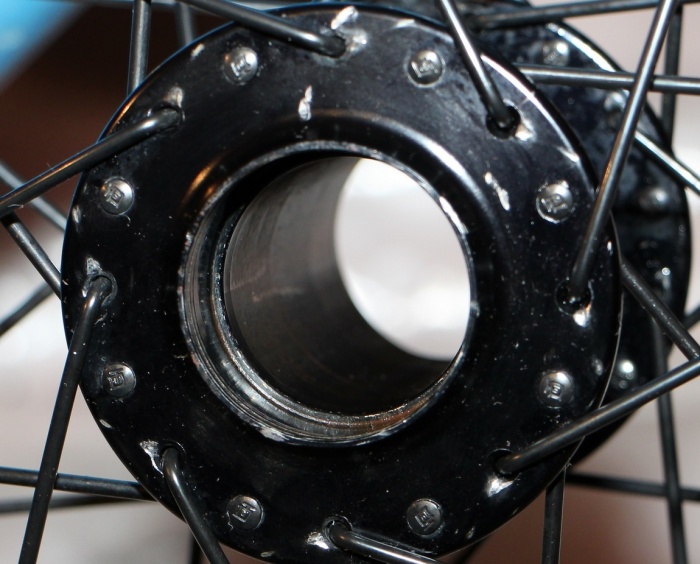
Без подшипников внутри втулка выглядет вот так

Между двумя предыдущими фотографиями не будет подробного ФОТО-отчета как вытащить эти подшипники, потому что вытаскивал я их не правильно, но как это делается я напишу. Я думал, что как и у Hadley все подшипники вытаскиваются в одну сторону. Я был злой, у меня было запасное передное колесо от хардтейла, поэтому долбил я по подшипнику долго и безжалостно. Оказалось напрасно, потому что как видно из последней фотографии, они тупо упираются в корпус и никуда дальше протиснуться не могут. А втулка абсолютно симметричная с обоих концов. Как же тогда их выстаскивать, спросите вы? А вот тут идет следующая фотография подсказка — внутрее проставочная трубка.

Причем в середине для резинового колечка есть фасочка, поэтому оно всегда посередине

Ну и внутренности втулки с подшипниками выглядят очень просто

Кто то уже наверное догадался, что для выпрессования подшипников достаточно вставить внутрь втулки цилиндр или другой предмет и надавив на противоположный край алюминевой трубки — чуть сдвинуть ее, чтобы зацепить и выбить подшипник.
Подшипники я вставил сингапурские, фирмы Nis, типа лучше российских

На их сальниках маркировка «6804RS». Но при покупке лучше держать в руке образец, по которому ищут подшипники других производителей. Например в Hadley раньше стояли какие то американские, со своей американской системой маркировки. Мне подобрали просто подходящие по размеру.
Подшипники Nis мне понравились, потому что через год активного использования в задней ДХ втулке они крутились очень гладко. При этом смазка даже не потемнела. Ну и стоят они 220рублей одна штука.

А запресовывать подшипники проще головкой на 24
Вот и все. Берегите свои втулки и не стучите по ним без надобности 🙂
- Hope Pro 2
- , замена подшипников
- , передняя втулка
- , ТО передней втулке
Механический монтаж сферических роликовых подшипников на закрепительной втулке
Порядок монтажа
Удалите консервантную смазку с поверхности отверстия и наружного диаметра подшипника. Если подшипник смазывается пластичной смазкой и работает в условиях очень высоких или очень низких температур, или имеющаяся в нем смазка несовместима с консервантной смазкой, его необходимо промыть и тщательно высушить. Удалите консервантную смазку с поверхностей втулки. Смажьте поверхность отверстия подшипника тонким слоем масла на минеральной основе. Установите закрепительную втулку с помощью отвертки или другого подходящего инструмента на вал в требуемом положении. Установите подшипник на втулку. Для монтажа подшипника на закрепительной втулке с упором в заплечик требуется проставочная втулка. Конструкция проставочной втулки должна быть выполнена таким образом, чтобы не препятствовать перемещению закрепительной втулки до упора подшипника в проставочную втулку. Требуемое расстояние демонтажа будет больше расстояния осевого смещения. Установите гайку фаской к подшипнику, но стопорное кольцо не устанавливайте. С помощью накидного ключа SKF HN или HN .. B затяните гайку Затягивайте гайку до осевого смещения подшипника на требуемое расстояние. Определение требуемого расстояния осевого смещения см. ниже.
Измерение с помощью угла затяжки
Затягивайте гайку вручную до обеспечения плотного контакта между сопряженными поверхностями подшипника и вала. При использовании втулки с метрической резьбой затяните гайку на угол 125° с помощью ключа KM 8 При использовании втулки с дюймовой резьбой затяните гайку на угол 135°, с помощью ключа N 08. Измените положение ключа на 180° и затяните гайку еще на несколько градусов легким постукиванием молотка по рукоятке ключа. Это необходимо для устранения перекоса подшипника SKF на валу, если такой перекос имеется.
Измерение осевого смещения с помощью регулировочных пластин
Если при монтаже подшипника с упором в заплечик вала между подшипником и проставочной втулкой образуется достаточно большой зазор, его можно устранить двумя регулировочными пластинами, установленными под углом 180° относительно друг друга. Толщина каждой из них должна соответствовать требуемой величине осевого смещения 0.35 mm. Величина осевого смещения действительна только для сплошных стальных валов. Вставьте закрепительную втулку в зазор между проставочной втулкой и поверхностью вала, прижмите пластины к торцу проставочной втулки и установите подшипник на закрепительную втулку до упора в регулировочные пластины. Затяните стопорную гайку с таким усилием, чтобы можно было удалить регулировочные пластины. Удалите регулировочные пластины и сместите подшипник до упора в проставочную втулку затяжкой гайки с помощью накидного ключа.
Измерение величины остаточного зазора с помощью комплекта щупов
Необходимо измерить величину начального зазора подшипника в домонтажном состоянии, а также измерять величину зазора после каждого осевого смещения подшипника до достижения требуемой величины остаточного зазора. Величина уменьшения радиального внутреннего зазора должна быть не менее 0.02 mm и не более 0.025 mm. Зазор всегда измеряется между наружным кольцом и ненагруженным роликом. Это может быть или самый верхний ролик, . или самый нижний ролик, если подшипник уже установлен на валу. Перед замером подшипник следует провернуть несколько раз на валу, чтобы ролики заняли правильное положение. Во время замера ролик в точке замера слегка прижимают к направляющему кольцу, установленному между двумя рядами роликов, а лезвие щупа вводят напротив середины ролика. Измеренная величина внутреннего зазора должна совпадать для обоих рядов роликов. Величина остаточного радиального зазора должна быть не менее: 0.015 mm для подшипника с нормальным внутренним азором. 0.025 mm для подшипника с внутренним зазором С3. 0.04 mm для подшипника с внутренним зазором С4.
Отвинтите гайку. Теперь плотная посадка подшипника обеспечена. Установите свободное кольцо в требуемое положение. Сильно затяните стопорную гайку, при этом подшипник SKF не должен перемещаться на втулке. Законтрите гайку загибом одной из лапок стопорного кольца в один из пазов стопорной гайки. Следите за тем, чтобы конец загнутой лапки не упирался в дно паза гайки. Проверьте свободный ход вала или наружного кольца. Если подшипник смазывается маслом, необходимо контролировать правильный выбор и правильное количество масла. Если для смазывания подшипника используется пластичная смазка, заполните полость подшипника этой смазкой. Обычно полость подшипника заполняется пластичной смазкой полностью, если только подшипник не работает на высоких скоростях. Свободное пространство в полости корпуса должно быть заполнено лишь частично (в пределах 30-50%). Для нормальных условий используйте пластичную смазку LGMT 2 Для выбора пластичной смазки по условиям работы подшипника см.Карта быстрого выбора пластичных смазок SKF. Если подшипник устанавливается в отдельный корпус, см инструкции по монтажу корпусных подшипников