Термоусадка. Вaжная информация.

Термоусадка… Этот поначалу маловнятный, доступный лишь узким профессионалам, термин постепенно завоевывает все большее жизненное пространство, переходя из разряда сугубо технического сленга в повседневную и привычную языковую реальность.
Обеспечим выгодные цены .
Пишите tehnolog_zakaz@list.ru
«Термоусадка» — это процесс «усаживания» или сжатия трубки из полимерного материала под воздействием температуры. При усадке, трубка плотно облегает поверхность, на которую усаживается, точно повторяя ее рельеф и образуя прочное, герметичное покрытие.
Пластмассовая трубка и высокая температура. Разве, обычно, пластик, при нагревании не начинает плавиться и «течь», превращаясь в бесформенное нечто? О каком «повторении формы» может идти речь?
В чем секрет «термоусаживаемых» трубок? Почему поведение ЭТИХ, на вид ничем не примечательных трубок, выходит за рамки привычных представлений — при нагревании они НЕ плавятся, НЕ теряют формы… и сжимаются в диаметре!
ООО «Технолог» — оптовая (мин. заказ 5 000 руб) продажа и поставки электромонтажного, электротехнического и светотехнического оборудования.
Самые выгодные цены, ассортимент и качество. Доставка, отправка в любые регионы.
(499) 290-30-16, (495) 973-16-54
E-mail для заказа продукции: tehnolog_zakaz@list.ru
Действительно, «термоусаживаемые» трубки не совсем обычны. Прежде чем их можно назвать «термоусаживаемыми» и они приобретут те свойства, которые позволяют использовать их в качестве универсального изоляционного материала, трубки претерпевают целый ряд превращений.
Главное «таинство превращения» носит название «поперечной сшивки» полимера. Процесс «поперечной сшивки» — это процесс образования дополнительных химических связей между соседними молекулярными цепочками полимера. Такие изменения в структуре полимера могут быть достигнуты разными способами (под воздействием высокочастотного облучения электронным пучком или гамма излучением, пироксидным или силановым методом).
Все способы приводят к связыванию отдельных нитевидных молекулярных цепочек полимера в прочную «поперечно сшитую» трехмерную, сетевую структуру.
«Сшитый» полимер перестает быть термопластиком. Новоприобретенная «сшитая» структура полимера позволяет нагревать его выше температуры плавления, при этом он не теряет свою первоначальную форму, лишь размягчаясь до каучуко-подобного состояния, становится мягким, эластичным. На этом этапе диаметр трубки увеличивают путем механического растяжения, фиксируют охлаждением и в таком виде поставляют потребителю.
Помимо стойкости к температурному воздействию, изделия из «сшитого» полиэтилена приобретают исключительные физико-механические свойства и повышенную стойкость к химической коррозии. Но и это не все последствия «превращений»! У трубки появляется «память»! «Воспоминания» трубки «оживают» при повторном нагревании. Под воздействием пламени газовой горелки или высокотемпературного фена, трубка начинает сжиматься, возвращаясь к своей первичной форме и размерам в нерастянутом состоянии. Температура усадки может варьироваться в диапазоне от 85°С до 140°С. Чем выше температура, тем быстрее происходит процесс усадки. При подборе необходимого размера трубки следует учитывать коэффициент усадки, то есть во сколько раз сокращается внутренний диаметр трубки. Он варьируется от 2:1 до 6:1 в зависимости от функциональных особенностей того или иного вида термоусаживаемой трубки.
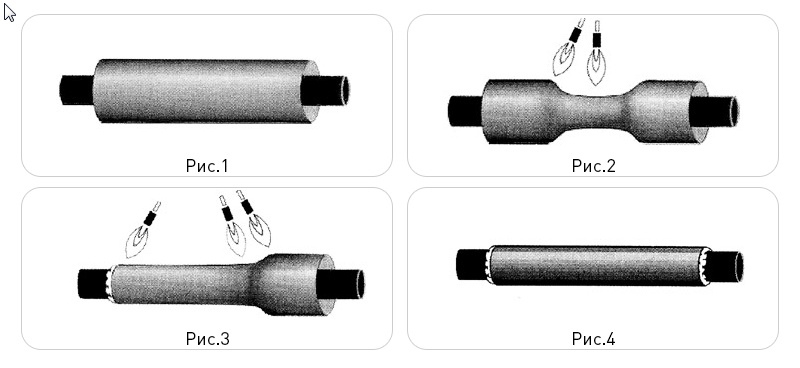
Итак, еще раз окинем взглядом процесс.
После экструзии — трубка из полимерного материала самая обыкновенная, похожая на тысячу других пластмассовых изделий.
«Поперечная сшивка» преображает внутреннюю молекулярную структуру полимера и придает трубке новые уникальные свойства.
Если нагреть трубку из уже «сшитого» полимера, она не будет плавиться и «растекаться», а лишь станет мягкой и податливой к механическим воздействиям, которым она подвергается на следующем этапе.
При механическом растяжении диаметр трубки увеличивается и, под воздействием последующего охлаждения, трубка фиксирует свою новую форму. С этого момента трубка становится «термоусаживаемой» и готова к эксплуатации.
При повторном нагревании, растянутая трубка начинает сжиматься, возвращаясь к начальной форме и размерам. Процесс завершен. Результат — идеальное покрытие.
Разве не возникает ощущения, что термоусаживаемая трубка необыкновенная, почти живая: она способна изменяться, у нее есть память! Чем не роман Стивена Кинга?
Советы по термоусадочным трубкам

«
Термоусадочные трубки или термоусадки – это изделия, которые предназначаются для изоляции кабелей и проводов от ржавления, жидкости, окружающего механического воздействия. Они расширяются с помощью нагревания, насаживаются на предмет или поверхность и при остывании приобретают его форму.
ЧЕМ НУЖНО УСАЖИВАТЬ?
Термоусадочные трубки могут быть усажены с использованием нагретого воздуха, направленного струйно, пламени пропан-бутановых горелок и других тепловых источников, которые могут подогреть изделие до 120 градусов Цельсия (каждая термоусадка требует своей температуры). Если под рукой нет профессионального оборудования, то можно применять обычные спички, зажигалку, поместить изделие в кипящую воду. Самыми удобными приспособлениями для работы с термоусадками является тепловой пистолет, промышленный фен, которые идут с набором насадок и возможностью устанавливать нужный уровень тепла.
КАК ПРОИСХОДИТ ПОДГОТОВКА ОБЪЕКТА ПЕРЕД ИСПОЛЬЗОВАНИЕМ ТЕРМОУСАДКИ?
- Почистите поверхность объекта, протрите ее спиртом или раствором для обезжиривания.
- Кабели и провода, оболочка которых изготовлена из ПВХ, можно очистить с помощью мелкозернистой наждачной бумаги, а кабели с полиэтиленовым наружным слоем нужно нагреть.
- В случае предметов из металла, их нужно обработать наждачной бумагой и нагреть открытым пламенем.
КАК ПОДГОТОВИТЬ ТЕРМОУСАДОЧНУЮ ТРУБКУ?
Термоусадка должны быть подходящей по техническим параметрам и размеру. Учитывайте, что диаметр изделия после полной усадки на объект должен быть более чем на 1/5 меньше размера объекта. В противном случае, термоусадка не будет плотно насажена на предмет и может сваливаться. До момента усадки диаметр трубки должен превышать размер объекта, чтобы изделие свободно надевалось на него. Коэффициент усадки – величина, которая указывает, во сколько раз сожмется диаметр трубки, когда она полностью усадится. Зачастую изделие уменьшается в 2 раза, но иногда этот показатель может быть гораздо больше: до 6 к 1. Если вы работаете с толстостенными трубками, то перед усадкой ее нужно нагреть до половины температуры усадки, чтобы она усаживалась равномерно.
КАК УСАЖИВАТЬ?
- Наденьте термоусадку на объект для изоляции;
- Если вы имеете дело с изделием типа PBF, то температура усадки находится в промежутке от 120 до 200 градусов Цельсия. При использовании термоусадок TCT китайского производства уровень температуры не должен быть менее 70 и более 110 градусов. Следите, чтобы уровень нагрева не превышал верхний показатель, иначе трубка перегреется, может начать деформироваться, что приведет к неполной усадке и некачественной изоляции.
- Усаживать трубку нужно начиная с ее середины. Нужно нагреть ее вокруг, чтобы усадка была равномерной. Следите, чтобы в центре изделие вплотную прилегало к поверхности объекта.
- Изделие нужно усаживать, направляясь от центра к окончаниям. Оно должно нагреваться равномерно, тепловой источник нужно двигать по ее поверхности, чтобы избежать перегрева в одном участке. В идеале у вас должны получиться ровно усаженная трубка без волн и бугров на поверхности.
- При использовании термоусадок с клеевым составом внутри клеевой состав должен вытечь с обоих окончаний трубки.
- Чтобы усадка прошла успешно и закрепилась, оставьте объект до полного остывания.
Термоусадочные изделия от компании «Трансмаш»
На сайте ООО «Трансмаш» вы найдете большой ассортимент кабельной и термоусадочной продукции производителя «Термофит». Каждый товар сопровождается подробным описанием и актуальной ценой. Чтобы сделать заказ, обращайтесь к нашим менеджерам по телефонам, указанным на сайте.
Особенности усадки и применения термоусаживаемых трубок из PTFE (Радиант 260Ф)

После приобретения термоусаживаемых трубок Радиант 260Ф некоторые наши покупатели сталкиваются с рядом технических трудностей при попыке усадить их на свои изделия. По этой причине к нам иногда поступают необоснованные претензии в отношении качества термоусаживаемых трубок Радиант 260Ф. На самом деле качество трубок из PTFE, поставляемых нами, находится на очень высоком уровне, а причины неудач кроются лишь в незнании некоторых особенностей такого специфичного продукта, как термоусаживаемая трубка, изготовленная из PTFE (Фторопласт-4, Тефлон).
Эта статья специально написана для того, чтобы помочь правильно и безопасно усадить такие трубки и получить информацию о специфических особенностях термоусадочных трубок из PTFE, учесть эти особенности при проведении проектных и монтажных работ.
Начнем с того, что трубки из политетрафторэтилена (PTFE) относятся к самым теплостойким термоусаживаемым изделиям, которые способны длительно выдерживать температуры вплоть до +260° С. При этом для их правильной и полной усадки требуется температура не менее +350°С (. ), которая существенно выше температуры усадки обычных тонкостенных полиолефиновых трубок.
Отсюда появляется две проблемы. Проблема первая — как и чем нагреть трубку до температуры, достаточной для полной усадки. Проблема вторая — обеспечивая такой нагрев, не расплавить изделие, на которое планируется усаживать трубку из PTFE. Возникает парадоксальная ситуация, когда трубку Радиант 260Ф пытаются, к примеру, усадить на провод или кабель с изоляцией, расчитанной не более чем на +125°С! В результате такой попытки получаем или недоусаженную трубку или испорченную изоляцию кабеля, или «поплывший» разъём. Планируя использовать в конструкции прибора или механизма трубку PTFE, помните о высоких температурах, требующихся для её усадки!
Другой пример: усадка трубки Радиант 260Ф на металлическую или керамическую конструкцию, которая гарантированно способна выдержать высокую темературу. Инженеры и проектировщики, привыкшие работать с обычными тонкостенными трубками, часто не могут усадить трубки из PTFE, так как используют привычную им, низкую температуру нагрева, недостаточную для правильной усадки. Они по привычке используют для усадки электропечи, тепловые фены, газовые горелки и даже горячую воду и мини паяльные станции, но трубка из PTFE или вовсе не усаживается, или только сминается, сильно деформируясь. Некоторые даже резонно замечают, что устанавливали на нагревательных приборах РЕКОМЕНДУЕМУЮ температуру усадки, равную +350 градусам, но результат не был достигнут. В чём же дело?
А дело в том, что когда мы говорим о требуемой температуре усадки, равной 350 градусам Цельсия, мы подразумеваем, что весь объём материала трубки (или хотябы его значимая часть) должны быть равномерно по всему объёму прогреты до температуры НЕ МЕНЕЕ 350°С для того, чтобы материал достиг точки плавления и начался процесс полноценной усадки. Это важное требование!
На практике же получается другая картина. К примеру, даже если тепловой фен отрегулирован на +350 градусов, то это лишь температура горячего воздуха, выходящего из сопла. В момент, когда горячий воздух достигает поверхности трубки, его температура УЖЕ становится ниже, как за счёт рассеивания тепла в воздухе, так и за счёт контакта с более холодной поверхностью трубки. И просто огромный дополнительный отвод тепла (тепловая потеря) происходит через ту самую металлическую конструкцию, на которую мы усаживаем трубку (а, как известно, металл — отличный проводник тепла).
В результате, трубка прогревается неравномерно. Мало того, что температура её поверхности ниже требуемых 350 градусов, так еще появляется разница между температурой снаружи трубки и изнутри, в месте контакта с металлом. Из-за этого трубка деформируется, мнётся, комкается и даже рвётся, но не усаживается так, как положено, до заявленного диаметра! После чего монтажники винят её и поставщика во всех смертных грехах, а особенно в — низком качестве продукта!
Для того, чтобы трубки из политетрафторэтилена садились ровно и полностью, нужно учитывать теплопотери и компенсировать их. Важное значение при этом имеет не только сама температура теплового источника, но и его способность ДАТЬ нужное количество теплоты. Другими словами источник нагрева должен иметь соответствующую мощность, значение которой в различных случаях тоже будет различным. При усадке тонюсенькой трубочки мощность прибора может быть умеренной, а при усадке трубки большого диаметра на металлическую конструкцию — должна быть существенной!

Уже не один раз разъярённые клиенты приносили к нам в офис смятые и деформированные, «испорченные» термоусаживаемые трубки из PTFE , с требованиями замены или компенсации брака (а стоят они очень недешево). И уже не раз уходили сконфуженными, когда даже, казалось бы, безвозвратно испорченная, смятая трубка из тефлона при правильном нагреве расправлялась и ПОЛНОСТЬЮ усаживалась перед их удивлённым взором.
Анекдотичный случай с трубками Радиант 260Ф произошел на одном из предприятий, когда инженеры пытались усадить их с помощью паяльной станции, выдававшей тоненькую струйку горячего воздуха при температуре +440°С. Возмущению инженеров не было предела, когда они доказывали, что даже при гораздо более высокой температуре трубка отказывается усаживаться. Но при этом они не понимали, что мощности паяльной станции в их случае в принципе недостаточно, чтобы добиться приемлемого результата, так как отвод тепла по металлической арматуре, на которую пытались усадить трубку, превосходил поток тепла, получаемый от самой паяльной станции.
Добавим от себя, что проводя эксперименты по усадке трубок Радиант 260Ф, в том числе при проведении выборочного контроля качества трубок из очередной поставки, мы используем тепловой фен мощностью 2000 Ватт, настроенный на максимальную температуру (около +600°С), что позволяет нам относительно спокойно и достаточно быстро усаживать образцы термоусадочных трубок из PTFE, регулируя температуру усадки с помощью расстояния до сопла «на глазок». При этом трубки усаживаются в свободном состоянии, без дополнительных факторов, влияющих на отток тепла от изделия.

Теперь резюмируем сказанное и дадим несколько дополнительных советов.
1. Если трубка мнётся и деформируется при усадке, не усаживается до заявленного диаметра, то причина этого в недостаточном нагреве. Признаком ДОСТАТОЧНОГО нагрева трубки служит изменение её цвета от прозрачного голубовато-дымчатого до кристально прозрачного в месте нагрева.
2. Перед усадкой трубок из PTFE на металлические поверхности требуется предварительно прогреть объект усадки.
3. Температура источника нагрева должна быть БОЛЕЕ +350°С, а реальный нагрев поверхности трубки нужно контролировать визуально, регулируя температуру нагрева изменением расстояния от источника до поверхности трубки.
4. Если трубка смялась и усадилась плохо, просто нагрейте её снова до нужной температуры — в большинстве случаев произойдёт расправление и окончательная усадка трубки.
5. Для того, чтобы поймать и почувствовать момент начала усадки, рекомендуем сначала потренироваться на маленьком кусочке трубки. Пограничное состояние между недостаточным и достаточным нагревом тефлона очень мало. Уменьшение темературы буквально на 2-5 градусов приводит материал в дымчато-голубое состояние и он перестаёт усаживаться.
6. При использовании ручных нагревательных инструментов их суммарная мощность должна быть не менее полутора-двух киловатт!
7. Крайне не рекомендуем использовать в качестве нагревателя открытое пламя. Это связано с опасностью отравления очень ядовитыми продуктами распада PTFE, при его нахождения в пламени. При этом заметим, что тефлон в огне не горит, но начинает в огне медленно разрушаться.
8. PTFE имеет необычную для пластиков особенность, которая больше присуща металлам: при нагревании он может сильно расширяться. Коэффициент линейного теплового расширения тефлона при температуре +250°С составляет около 40 х 10 -5 1/K., а при температуре +350°С — уже около 135 х 10 -5 1/K! Т.е. трубка, плотно усаженная на предмет, после нагревания может начать по нему достаточно свободно двигаться. И наоборот, усевшаяся трубка, после остывания еще более плотно будет прилегать к объекту. Учитывайте этот факт, планируя использовать трубку PTFE в качестве соединителя трубопроводов для горячих химреактивов.
9. Трубки из PTFE после усадки могут значительно, до +/- 20% изменять свою длину. Поэтому перед проведением монтажных работ рекомендуется провести пробную усадку, измерив коэффициент продольной усадки/удлинения трубки из конкретной партии. Кстати, при нагреве относительное продольное удлинение тефлона может составить 5-7%.
10. Серьёзным недостатком политетрафторэтилена является тот факт, что при нагреве он начинает разрушаться раньше, чем начинает плавиться. Плавление политетрафторэтилена происходит при температуре от +340°C, а разрушение начинается при нагреве от +260°C. Поэтому допускается лишь кратковременный нагрев PTFE до температур от +350°C для достижения полной усадки материала.
Помните, что трубки из тефлона — очень нестандартный термоусаживаемый материал с уникальным набором свойств, требующий своего нестандартного подхода. Не спешите обвинять поставщиков и производителей в некачественном товаре. Поведение трубок из PTFE существенно отличается от трубок из обычного полиолефина. Надеемся, что эта статья поможет Вам преодолеть трудности с усадкой трубок из PTFE, если таковые у Вас возникнут.
Данные советы относятся к трубкам из политертафторэтилена (Радиант 260Ф), но в какой-то мере будут справедливы и для других трубок из фторсодержащих материалов, таких как PVDF (Радиант 175Ф), FEP (Радиант 204Ф).
Полезные статьи по теме:
Основные правила при работе с термоусадочными трубками

Если Вам требуется провести монтажные работы с использованием термоусадочных трубок, то Вы должны знать основные правила работы с ними.
Для того, чтобы уложить термоусадку на нужную часть провода требуется нагреть термоусадку до определенной температуры. Всего существует несколько способов, которыми обычно пользуется в подобной ситуации. Данные способы иногда могут подходить далеко не к каждому виду термоусадки, и если ошибится и нагреть термоусадку неправильным методом, это может привести к повреждению как термоусадки, так и в худшем случае и изоляции кабеля. 
1. Наиболее простой вариант нагрева это использование спичек. Зачастую ими пользуются, если под рукой нету ничего другого и термоусадка имеет небольшой диаметр. Если термоусадка большого размера, то использование спичек точно будет плохой идеей. Применение спичек не очень хорошо сказывается на конечнут форму термоусадки после сжатия. Обычно при использовании спичек термоусадка получается неровной и для сравнительно больших термоусадок процесс усадки может занять достаточно много времени.  2. Далее пожалуй самым распространенным методом, который используют в быту, это использование для нагрева зажигалки.
2. Далее пожалуй самым распространенным методом, который используют в быту, это использование для нагрева зажигалки.  3. Ещё одним возможным вариантом нагрева является помещение термоусадки в кипящую воду.
3. Ещё одним возможным вариантом нагрева является помещение термоусадки в кипящую воду.
4. Если в помещениях невозможно использовать пламя или открытый огонь некоторые умельцы применяют для нагрева термоусадки обычный фен. Однако тогда качественная усадка термоусадок маловероятно. Обычно для термоусадки нужно создать температуру около 90-140 °C (некоторые особо требовательные термоусадки нужно нагревать при температуре вплоть до 350°C). Однако в случае с феном трудно добиться температуры усадки больше 70 °C. Как результат термоусадка с помощью феном может не иметь требуемых технических параметров, и усадка пройдет не до конца, что приведет к тому, что в месте наложения термоусадки будут уязвимые места, куда сможет проникнуть влага.
5. В случае если Вам нужно усадить крупную термоусадку или нужно сделать большое количество соединений термоусадками, Вы можете использовать специальные инструменты, предназначенные для работы с термоусадками:

• Строительный фен.
• Газовый паяльник.
• Горелка ИК (инфракрасного излучения).
• Газовый паяльник.
• Переносная газовая горелка.
Основные правила монтажа термоусадки
- Термоусадки с большой длиной следует нагревать начиная с середины и после продвигаясь к краям изделия. Нагрев термоусадки нужно делать постепенно, дабы обеспечить равномерную усадку по всей длине.
- При покупке термоусадки учитывайте, что она будет сокращаться при нагреве не только в диаметре, но и по длине (обычно это от нескольких до 15% по всей длине). Однако, если Вы уже купили термоусадку и не уверены в достаточно большом запасе в длине, тогда стоит забыть о совете с нагревом термоусадки с середины и начать нагрев с концов изделия. Таким образом Вы минимизируете уменьшение термоусадки по длине.
- Если Вы накладываете термоусадку на поверхность из металла, стоит сперва прогреть данную поверхность (для толстостенных термоусадок). Это поможет избежать появления «холодных рубцов» и конденсата. Также при обработке поверхности стоит обезжирить и зачистить её.
- Не следует принудительно растягивать термоусадку на большую длину, чем предусмотрено производителем. Это приводит к утоньшению стенок термоусадки, что ухудшает её технические показатели и может привести к непредсказуемому повреждению в процессе работы.
Вы можете купить термоусадки самых разных диаметров прямо у нас на сайте по ссылке /termousadochnye-materialy/