Делаем настольное устройство для изготовления печатных плат в один клик
В очередной раз отмывая раковину от рыжих пятен хлорного железа, после травления платы, я подумал, что пришло время автоматизировать этот процесс. Так я начал делать устройство для изготовления плат, которое уже сейчас можно использовать для создания простейшей электроники.

Ниже я расскажу о том, как делал этот девайс.
Базовый процесс изготовления печатной платы субтрактивным методом заключается в том, что на фольгированном материале удаляются ненужные участки фольги.
Сегодня большинство электронщиков используют технологии типа лазерно-утюжной для домашнего производства плат. Этот метод предполагает удаление ненужных участков фольги с использованием химического раствора, который разъедает фольгу в ненужных местах. Первые эксперименты с ЛУТом несколько лет назад показали мне, что в этой технологии полно мелочей, порой напрочь мешающих достижению приемлемого результата. Тут и подготовка поверхности платы, и выбор бумаги или иного материала для печати, и температура в совокупности со временем нагрева, а также особенности смывки остатков глянцевого слоя. Также приходится работать с химией, а это не всегда удобно и полезно в домашних условиях.
Мне хотелось поставить на стол некоторое устройство, в которое как в принтер можно отправить исходник платы, нажать кнопку и через какое-то время получить готовую плату.
Немного погуглив можно узнать, что люди, начиная с 70х годов прошлого века, начали разрабатывать настольные устройства для изготовления печатных плат. Первым делом появились фрезерные станки для печатных плат, которые вырезали дорожки на фольгированном текстолите специальной фрезой. Суть технологии заключается в том, что на высоких оборотах фреза, закрепленная на жёстком и точном координатном столе с ЧПУ срезает слой фольги в нужных местах.
Желание немедленно купить специализированный станок прошло после изучения цен от поставщика. Выкладывать такие деньги за устройство я, как и большинство хоббийщиков, не готов. Поэтому решено было сделать станок самостоятельно.
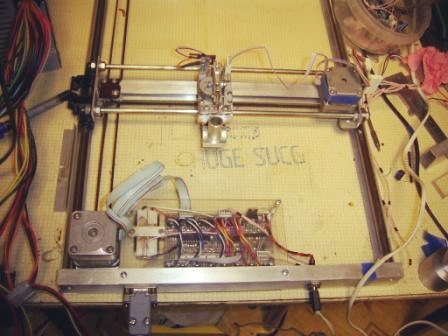
Понятно, что устройство должно состоять из координатного стола, перемещающего режущий инструмент в нужную точку и самого режущего устройства.
В интернете достаточно примеров того, как сделать координатный стол на любой вкус. Например те же RepRap справляются с этой задачей (с поправками на точность).
С одного из моих предыдущих хобби-проектов по созданию плоттера у меня остался самодельный координатный стол. Поэтому основная задача заключалась в создании режущего инструмента.
Вполне логичным шагом могло стать оснащение плоттера миниатюрным гравером вроде Dremel. Но проблема в том, что плоттер, который можно дешево собрать в домашних условиях сложно сделать с необходимой жесткостью, параллельностью его плоскости к плоскости текстолита (при этом даже текстолит сам по себе может быть изогнутым). В итоге вырезать на нём платы более менее хорошего качества не представлялось бы возможным. К тому же не в пользу использования фрезерной обработки говорил тот факт, что фреза тупится со временем и утрачивает свои режущие свойства. Вот было бы здорово, если бы медь с поверхности текстолита можно было удалять бесконтактным способом.
Уже существуют лазерные станки немецкого производителя LPKF, в которых фольга просто испаряется мощным полупроводниковым лазером инфракрасного диапазона. Станки отличаются точностью и скоростью обработки, но их цена ещё выше чем у фрезерных, а собрать из доступных всем материалов такую вещь и как-то её удешевить пока не представляется простой задачей.
Из всего вышесказанного я сформировал некоторые требования к желаемому устройству:
- Цена сопоставимая со стоимостью среднего домашнего 3д-принтера
- Бесконтактное удаление меди
- Возможность собрать устройство из доступных компонентов самостоятельно в домашних условиях
Так я начал размышлять о возможной альтернативе лазеру в области бесконтактного удаления меди с текстолита. И наткнулся на метод электроискровой обработки, который давно применяется в металлообработке для изготовления точных металлических деталей.
При таком методе металл удаляется электрическими разрядами, которые испаряют и разбрызгивают его с поверхности заготовки. Таким образом образуются кратеры, размер которых зависит от энергии разряда, его длительности и, конечно же, типа материала заготовки. В простейшем виде электрическую эрозию стали использовать в 40-х года XX века для пробивания отверстий в металлических деталях. В отличие от традиционной механической обработки отверстия можно было получить практически любой формы. В настоящее время данный метод активно применяется в металлообработке и породил целую серию видов станков.
Обязательной частью таких станков является генератор импульсов тока, система подачи и перемещения электрода — именно электрод (обычно медный, латунный или графитовый) является рабочим инструментом такого станка. Простейший генератор импульсов тока представляет собой простой конденсатор нужного номинала, подключенный к источнику постоянного напряжения через токоограничивающий резистор. При этом емкость и напряжение определяют энергию разряда, которая в свою очередь определяет размеры кратеров, а значит и чистоту обработки. Правда есть один существенный нюанс — напряжение на конденсаторе в рабочем режиме определяется напряжением пробоя. Последнее же практически линейно зависит от зазора между электродом и заготовкой.
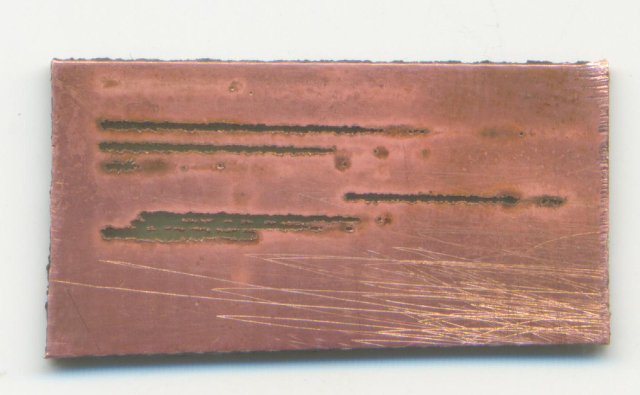
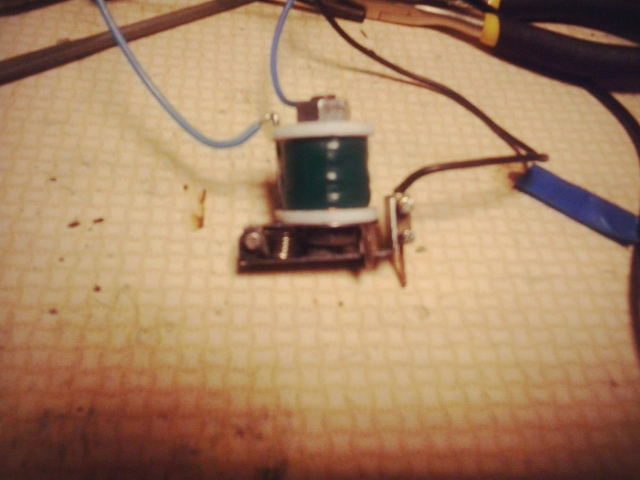
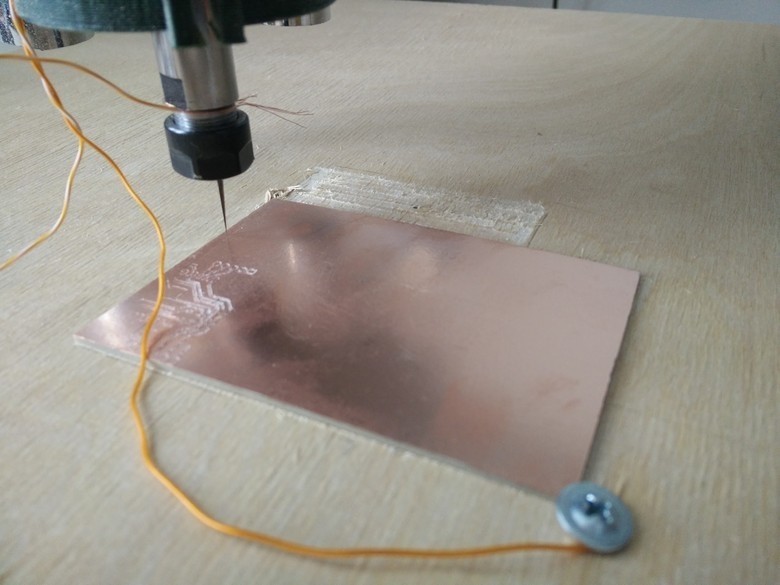
За вечер был изготовлен прототип эрозионного инструмента, представляющий собой соленоид, к якорю которого прикреплена медная проволочка. Соленоид обеспечивал вибрацию проволоки и прерывание контакта. В качестве источника питания был использован ЛАТР: выпрямленный ток заряжал конденсатор, а переменный питал соленоид. Эта конструкция была также закреплена в держателе ручки плоттера. В целом, результат оправдал ожидания, и головка оставляла на фольге сплошные полосы со рваными краями.
Способ явно имел право на жизнь, но требовалось решить одну задачу — компенсировать расход проволоки, которая расходуется при работе. Для этого требовалось создать механизм подачи и блок управления для него.
После этого, всё свободное время я начал проводить в одном из хакспейсов нашего города, где есть станки для металлообработки. Начались продолжительные попытки сделать приемлемое режущее устройство. Эрозионная головка состояла из пары шток-втулка, обеспечивающих вертикальную вибрацию, возвратной пружины и протяжного механизма. Для управления соленоидом потребовалось изготовить несложную схему состоящую из генератора импульса заданной длины на NE555, MOSFET-транзистора и индуктивного датчика тока. Первоначально предполагалось использовать режим автоколебаний, то есть подавать импульс на ключ сразу после импульса тока. При этом частота колебаний зависит от величины зазора и управление приводом производится согласно измерению периода автоколебаний. Однако стабильный автоколебательный режим оказался возможен в диапазоне амплитуд колебания головки, который составлял меньше половины максимального. Поэтому я принял решение использовать фиксированную частоту колебаний, генерируемых аппаратным ШИМом. При этом о состоянии зазора между проволокой и платой можно судить по времени между окончанием открывающего импульса и первым импульсом тока. Для большей стабильности при работе и улучшении частотных характеристик соленоид был закреплен над механизмом протяжки проволоки, а якорь размещен на дюралевой скобе. После этих доработок удалось добиться устойчивой работы на частотах до 35 Гц.

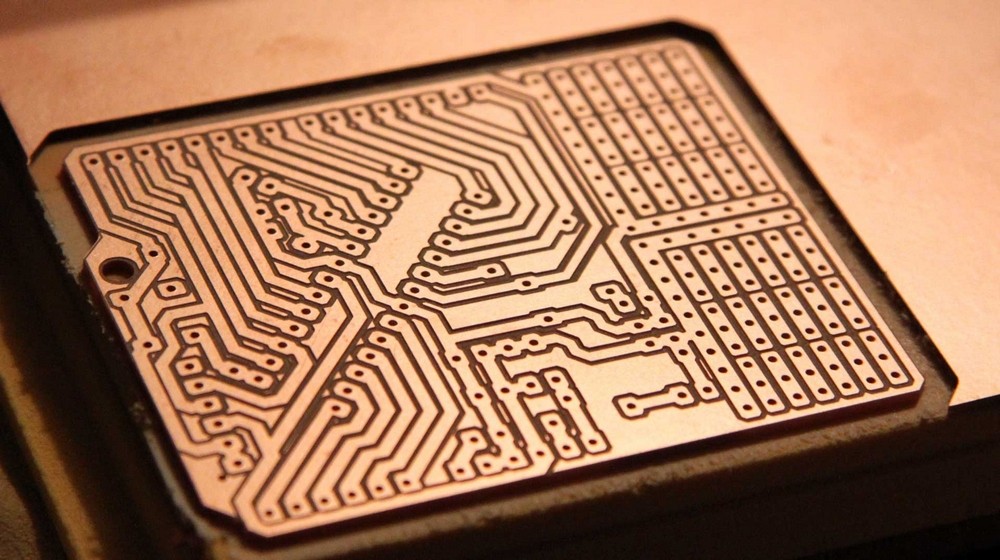
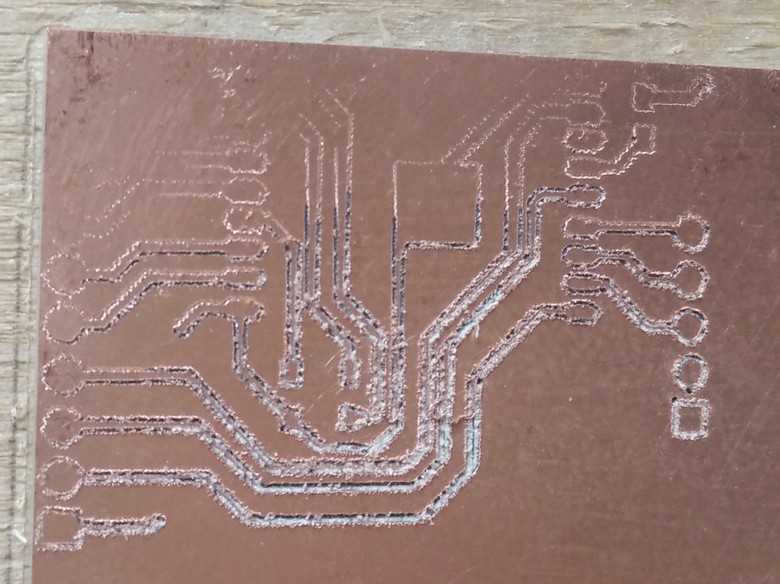
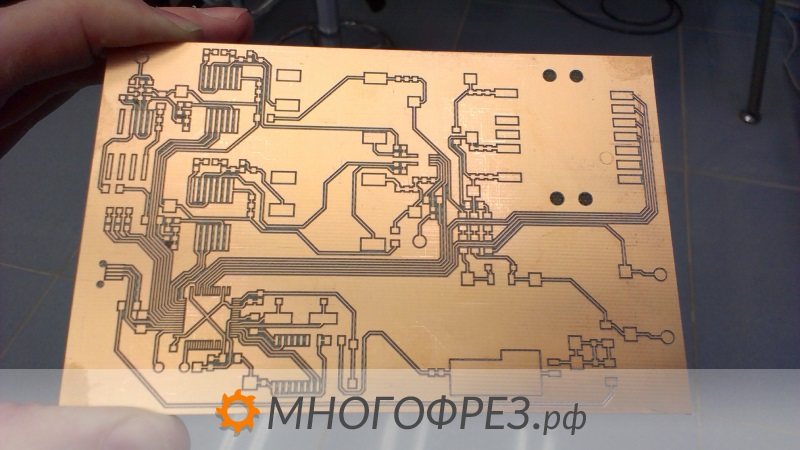
Закрепив режущую головку на плоттере, я начал опыты по прорезанию изолирующих дорожек на печатных платах. Первый результат достигнут и головка более-менее устойчиво обеспечивает непрерывный рез. Вот видео, демонстрирующее что получилось:
Принципиальная возможность изготавливать платы при помощи электроискровой обработки подтверждена. В ближайших планах повысить точность, увеличить скорость обработки и чистоту реза, а также выложить часть наработок в открытый доступ. Также планирую адаптировать модуль под использование с RepRap. Буду рад идеям и замечаниям в комментариях.
Фрезеровка печатных плат

Фрезерные станки — удобный инструмент для создания печатных плат из текстолита. Реализовать такой проект может любой специалист, знакомый с принципом работы станков с ЧПУ. Качество готового проекта зависит от некоторых нюансов, которые надо учесть как при подготовке проекта на компьютере, так и в процессе реализации на станке. Их мы и рассмотрим в этой статье.
Читайте нашу подробную инструкцию о фрезеровке печатных плат на CNC-станках.
Что такое ЧПУ-станок для печатных плат?
ЧПУ-станок для создания печатных плат — это типичный фрезер, оснащенный кастомным рабочим столом, на котором прочно крепится тонкая заготовка из текстолита. Фрезеровка печатных плат на ЧПУ принципиально не отличается от любой другой работы, выполняемой на станках с числовым программным управлением. Достоинство такого метода — высокая точность работы при минимальном вовлечении в процесс человека. Основная работа оператора станка сводится к подготовке виртуальной модели печатной платы и оценке завершенного проекта.
Плюсы и минусы фрезеровки печатных плат на ЧПУ
Покупка фрезера для печатных плат требует понимания того, какой результат вложения инвестиций требуется. Если сравнить преимущества и недостатки фрезеровки печатных плат, то очевидно, что покупка станка выгодна в любом случае. Даже для работы в гаражных условиях, когда производство не поставлено на поток, дешевый ЧПУ-фрезер позволяет существенно повысить качество плат в сравнении с изготовленными вручную, снизив при этом затраты времени и сил со стороны радиолюбителя.
Плюсы фрезерных аппаратов с ЧПУ:
- Полностью автоматическая фрезеровка;
- Отсутствие химических реагентов в процессе изготовления;
- Возможность серийного и штучного изготовления при стабильном уровне качества;
- Высокая скорость работы с проектами любой сложности.
Минусы при использовании станков:
- Сравнительно высокие начальные инвестиции;
- Необходимость небольшого обучения.
Как видно, плюсы перекрывают минусы. Необходимость обучения отнесена к минусам условно, и лишь потому, что надо привести какие-то минусы, практически же это тоже плюс. Не факт, что первое же изделие выйдет идеально, но чуть позже, освоив работу со станком пользователь сможет быть уверен практически в стопроцентном результате.
Программное обеспечение для создания печатных плат на станках с ЧПУ
Существуют разные программы для создания печатных плат. Часть из них — платная, в некоторых есть бесплатные пробные периоды использования.
- Estlcam — программа для генерации G-кода, с возможностью управлять станком непосредственно из интерфейса программы.
- Free Mill — бесплатный CAM-модуль для генерации G-кода.
- DeskProto — профессиональная CAM-программа, для создания проектов любой сложности с минимальными усилиями.
Процесс изготовления печатных плат на станке с ЧПУ
Фрезеровка печатных плат разделяется на два этапа.
Первый — обширный подготовительный этап, в процессе которого необходимо на компьютере разработать топологию и схему сверления отверстий, а также создать схему готовой платы.
Второй этап — работа на станке. Необходима загрузка разных файлов на станок, чтобы фрезеровать канавки между дорожками и просверлить отверстия, а затем вырезать саму плату из куска текстолита, если это необходимо.
Определившись с нужной шириной дорожек и канавок между ними, следует учитывать их при разработке проекта. При правильной настройке фрезера достигается точность на уровне серийно производимой радиоаппаратуры.
Разработка или поиск схем для развода дорожек
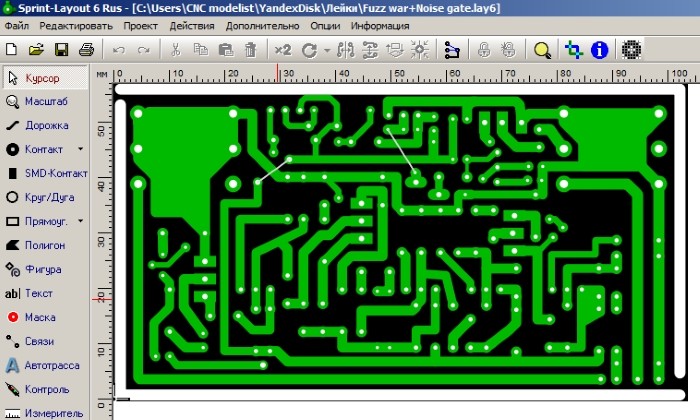
Для проектирования электрических схем можно использовать любую подходящую компьютерную программу. Если вы новичок в этом деле, советуем работать с популярным приложением Sprint Layout. Удобство этого ПО — в его простом и понятном интерфейсе, который имеет качественную русификацию. Для Sprint Layout в Интернете легко найти много заготовок, поэтому вы можете сократить время на разработку, доработав готовый проект.
Учет кривизны основания
Важный нюанс при фрезеровке печатных плат на ЧПУ — это правильная фиксация заготовки на рабочем столе станка. Поскольку глубина канавок — это доли миллиметра, важно, чтобы по всей площади печатной платы фреза проходила с одинаковой глубиной.
Первое, что необходимо сделать — это надежно закрепить текстолит на рабочем столе, чтобы он не сдвигался в процессе. Для этого существует несколько методов. Можно использовать струбцины или приклеить текстолит к столу двусторонним скотчем.
Вторая часть задачи — учесть локальные искривления текстолитовой плиты. Для этого станок сканирует поверхность, опуская инструмент в разных ее точках и запоминая результат, что позволяет автоматически построить карту высот.
Получение G-code из gerber-файлов
Когда в программе создан проект печатной платы, следует через меню выбрать: Файл — Экспорт — Формат — Gerber. В открывшемся окне выбрать необходимую толщину слоя меди и кликнуть по кнопке «Рамка для излома». Затем следует указать имя файла и место его сохранения в формате gerber.
В gerber-файле следует, через контекстное меню (открывается по клику на правую кнопку мыши), отметить «Сырые линии», а после этого курсором выделить край платы. Для крупных печатных плат следует отказаться от мостиков при фрезеровке. Теперь можно сохранить файл, указав название латинскими буквами. Это и будет G-код для резки платы произвольной формы.
Выбор параметров фрезеровки
Чтобы правильно выполнить фрезеровку плат на станке с ЧПУ, следует выбрать корректные значения для следующих параметров станка:
- Скорость вращения фрезы;
- Скорость подачи шпинделя;
- Глубина фрезеровки за один проход.
Для определения этих параметров принимают во внимание такие условия:
- Характеристика шпинделя;
- Тип фрезы;
- Особенности текстолита (толщина проводящего слоя).
Поскольку не может быть универсальных настроек, основываясь на этих характеристиках вам придется выявить оптимальные вводные для вашего станка и для конкретного типа текстолита.
Производство плат на станке с ЧПУ
Для примера рассмотрим создание проекта печатной платы в той же программе Sprint Layout. Сначала делается трассировка дорожек, с достаточными зазорами между ними, для прохождения фрезы. Нулевой слой в программе означает контур, по которому обрезают готовую плату.
Затем, через «Настройки стратегий», указывают толщину режущего инструмента и, при необходимости, указывают на необходимость наметить отверстия, для чего ставят галочку в соответствующем чек-боксе.
Для управления фрезером можно использовать утилиту Step Cam, где надо задать глубину фрезеровки, учитывая толщину слоя меди. Готовый файл конвертировать в G-code. Теперь файл с G-code можно экспортировать на станок и, указав нулевую точку, запустить выполнение программы.
Заключение
Фрезеровка печатных плат на станках с ЧПУ напоминает любую работу по гравировке на таком оборудовании, и не составит трудностей после недолгого обучения или самообучения. Существуют свои нюансы, которые следует учитывать, такие как разность жесткости верхнего проводящего слоя и листа основы, зависящие от них скорость и глубина фрезеровки, зависимость качества результата от ровности текстолитовой плиты, — но, при некотором навыке, то есть после небольшой практики, отличный результат практически обеспечен.
Покупайте фрезерные станки с ЧПУ для гравирования печатных плат в Top 3D Shop: качественное оборудование на гарантии, профессиональное сервисное обслуживание и отзывчивая техподдержка — залог бесперебойности работы и стабильно высоких результатов.
Фрезеровка печатных плат на чпу станке
Изготовление печатных плат — довольно трудоемкий процесс. Для производства этих изделий может использоваться химический способ нанесения, привлечение организаций, занимающихся этой работой, но это довольно длительный процесс. В последнее время становится все популярнее фрезеровка печатных плат на ЧПУ.
Плюсы и минусы фрезерования
С помощью ЧПУ станка можно выполнить фрезеровку печатных плат быстрее, чем другими способами. К достоинствам использования такого оборудования относятся такие качества:
- минимальное участие человека в выполнении резки;
- работа выполняется без вредных веществ, которые загрязняют внешнюю среду;
- возможность повторного проведения процесса при правильном настраивании оборудования;
- производство одинаковых деталей в крупных масштабах;
- высокое качество работы.
К недостаткам использования фрезерования можно отнести высокую стоимость некоторых видов фрез и скапливание большого количества отходов в канавке, что приводит к налипанию стружки на инструмент.
Как создаются платы?
Для изготовления печатных плат необходимо выполнить такие задачи:
- поиск программного обеспечения;
- подготовка файлов для начала работы;
- производство.
Программы для этой работы можно найти в интернете. Самыми популярными являются Sprint Layout, PCad, OrCad, Altium Designer, Proteus и многие другие. Количество необходимых файлов для начала изготовления детали зависит от объема и сложности задачи. Для этого нужна топология, схема сверления отверстий, информация об обрезке контура и схема готовой платы. Само производство проводится в несколько этапов. Это сверление отверстий под штифты, их вставка. После этого деталь обрезается по контуру и наносится запрограммированный рисунок.

Фрезерование печатных плат — это удобный и выгодный способ для тех, у кого имеется станок ЧПУ, или для предприятий, которым необходимо изготовить большое количество одинаковых деталей.
Как сделать станок для изготовления печатных плат
Warning: count(): Parameter must be an array or an object that implements Countable in /var/www/u0010809/public_html/cncmodelist.ru/templates/cncmodelist/html/mod_jshopping_compare/default.php on line 31



- Главная
- Статьи
- Все статьи
- Изготовление печатных плат на чпу станке
Изготовление печатных плат на чпу станке
ЧПУ станок очень удобно использовать в домашней радиолюбительской мастерской для изготовления печатных плат как макетов изделий, так и малых партий изделий. Наличие гравировально – фрезерного ЧПУ в домашней мастерской или малом предприятии позволяет как сократить время необходимое на изготовление печатной платы при изготовлении макетов, прототипов малых партий продукции, так и повысить качество изготавливаемых печатных плат по сравнению с другими способами изготовления. Использование станка с числовым программным управлением позволяет выполнять полный спектр операций по изготовлению печатной платы — фрезеровку проводящего рисунка (дорожек), сверление отверстий как для установки компонентов так и для межслойных переходов, обрезки и платы по контуру.
Для начала необходимо создать проект печатной платы. Для этого очень удобно использовать очень популярную в среде радиолюбителей программу Sprint Layout 6. При разработке нужно учитывать технологические особенности обработки фольгированного текстолита на станке с чпу, то есть производить трассировку достаточно широкими дорожками, оставляя необходимые зазоры для прохождения гравера/фрезы и т.д. Точкой начала отсчета координат необходимо выбрать ЛЕВЫЙ НИЖНИЙ УГОЛ, рисунок 1.
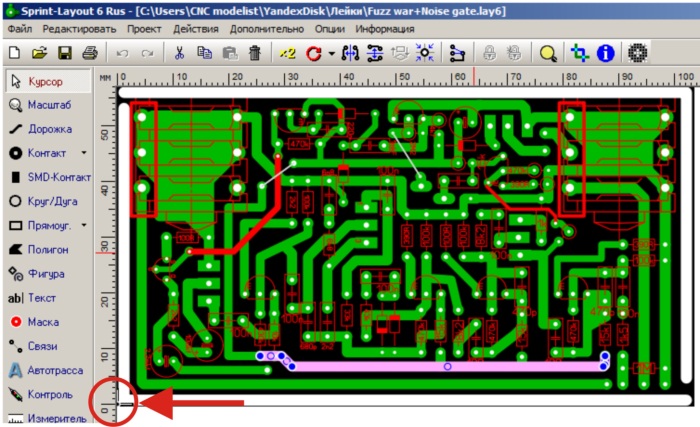
рисунок1
На слое О рисуем контур (границы) печатной платы по которым будет производиться обрезка готовой платы. Толщину линий указываем в зависимости от диаметра используемой для обрезки платы фрезы. Контролируем, зазор между краем платы и дорожками, чтобы контур не пересекалися с дорожками. Для того, чтобы плата после вырезки по не была выброшена из заготовки и не повредилась фрезой, оставляем перемычки, на которых плата будет держаться в заготовке. Их легко можно будет потом перекусить бокорезами при извлечении готовой платы. Выключаем лишние слои и предварительно осматриваем плату, рисунок 2.
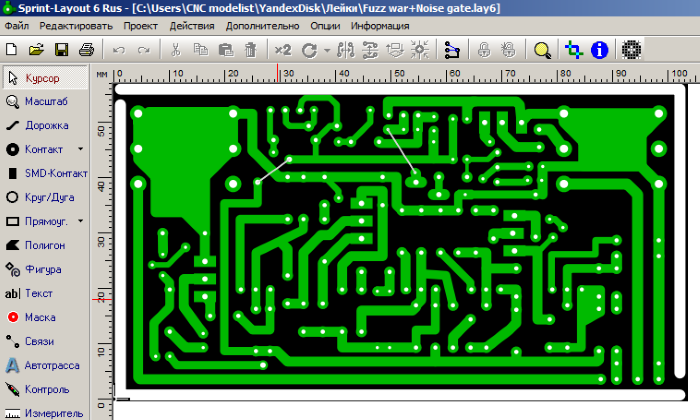
рисунок 2
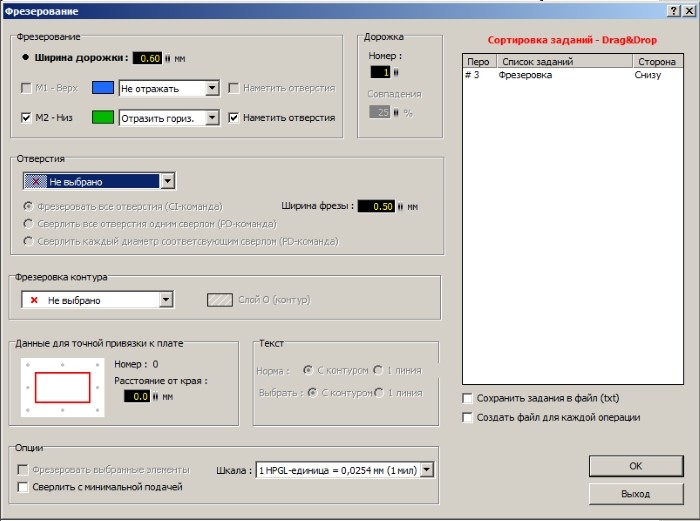
Открываем окно настройки «стратегий» фрезеровки, рисуноки 3 и 4.
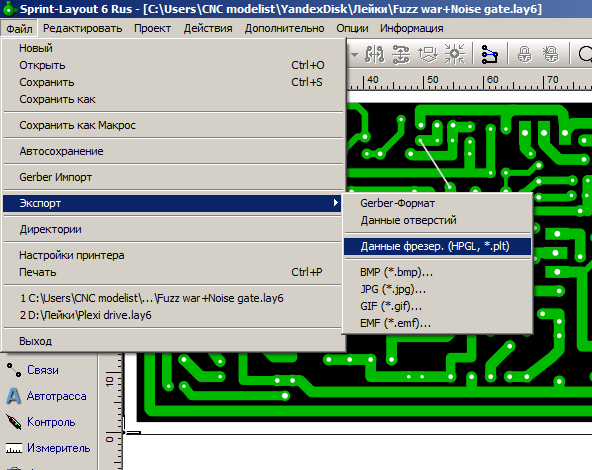
рисунок 3
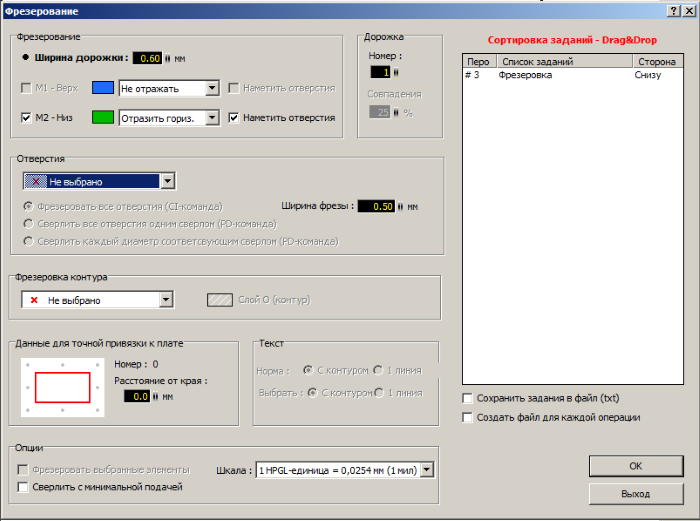
рисунок 4
В оконе «ширина дорожки» (рисунок 4) указываем толщину нашего режущего инструмента. Например гравер с режущим кончиком 0,6мм. Для удобства дальнейшей обработки ставим галочку «наметить отверстия». Нажимаем «Ок». Сохраняем в удобном для нас месте рисунок 5.
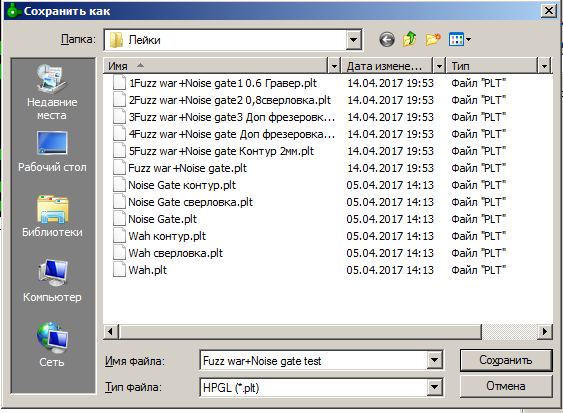
рисунок 5
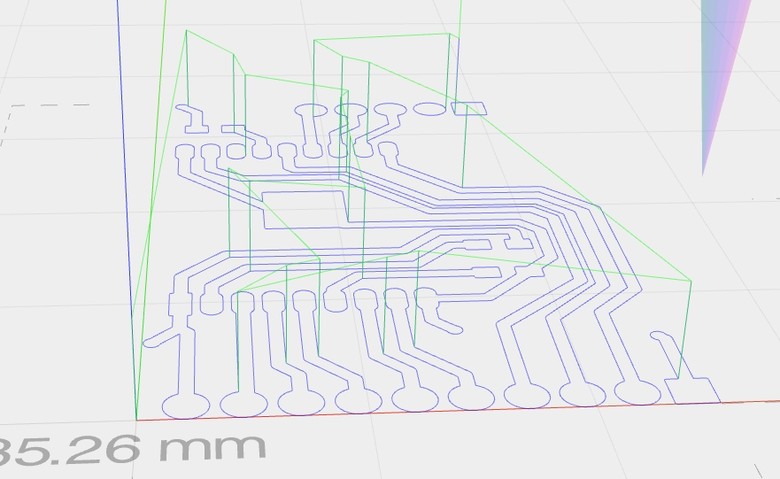
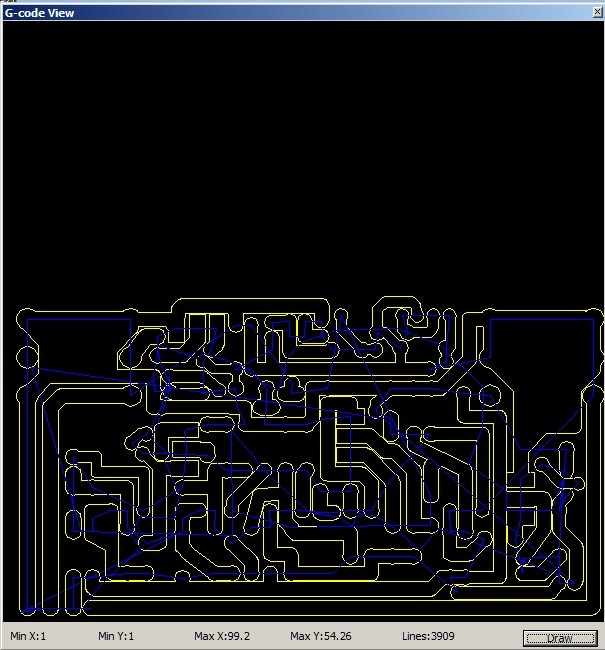
После вычисления траектории обработки плата будет выглядеть следующим образом , рисунок 6:
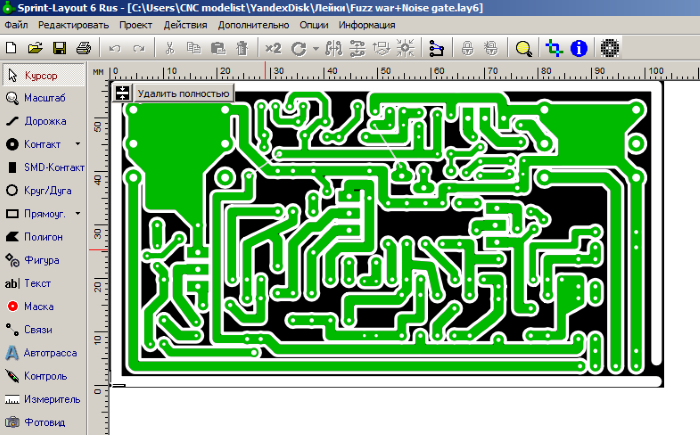
рисунок 6
Наглядно можно отследить путь прохождения фрезы и количество меди, которое она снимет. Для удобства отображения траектории движения фрезы тонкой линией можно нажать выделенную кнопку, рисунок 7:
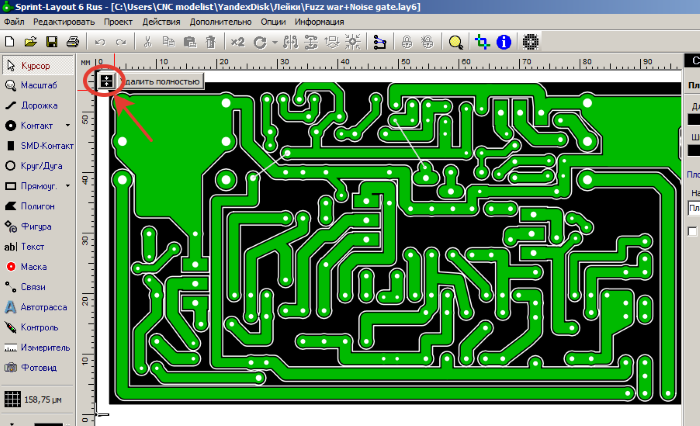
рисунок 7
На данном этапе необходимо внимательно отследить траекторию движения фрезы — проконтролировать отсутствие замыкания между проводящими дорожеками не принадлежащими к одоимённой цепи . При выявлении ошибки – исправить и пересохранить файл.
Далее необходимо подготовить управляющую программу, для станка. С помощью утилиты Step Cam 1.79 (скачать можно в интернете) открываем наш файл фрезеровки, производим настройку рабочей подачи и глубины резания (зависит от использумого станка, инструмента и материала) и конвертируем в G-code, нажав клавишу Make G-code. Программа на основе файла фрезеровки сгенерирует G-код обработки. Увидеть результат генерации G-кода можно с помощью вкладки Action -> Draw G-code. Если ничего не отобразится – нужно кликнуть мышью в окошке, рисунок 8.
Опытным путем подбиаем глубину фрезеровки, стараясь настроить станок так, чтобы фреза/гравер снимал только слой меди, с небольшим перерезанием. Данный параметр зависит от толщины медной фольги фольги используемого текстолита.
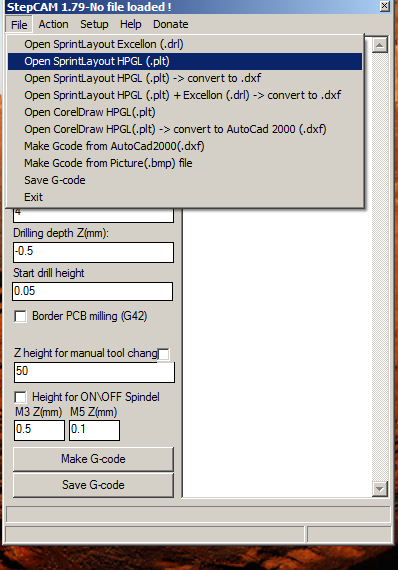
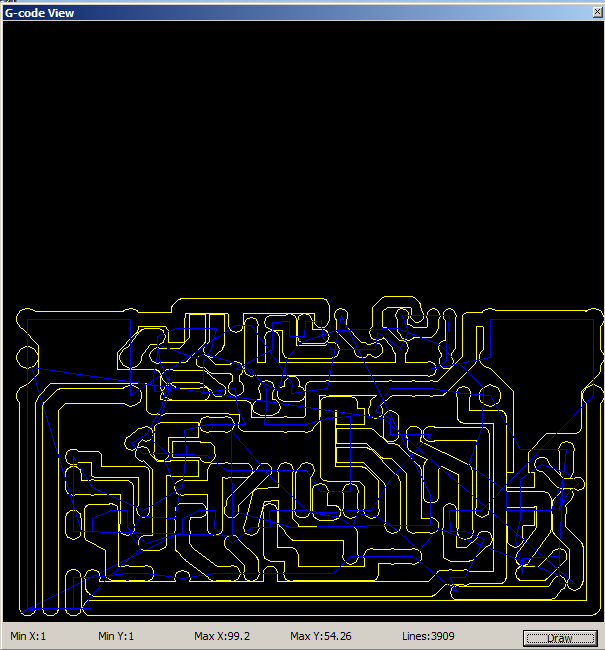 рисунок 8
рисунок 8
Нажимаем Save G-code. Файл готов.
Загружаем файл в Mach3,проводим визуальный контроль загруженного файла. Выставляем нули на станке, запускаем обработку.
Для сверлнения отверстий в плате и вырезания по контуру настройка и подготовка файлов аналогична. Примерные настройки указаны на рисунках 9 и 10.
Сверление рисунок 9:
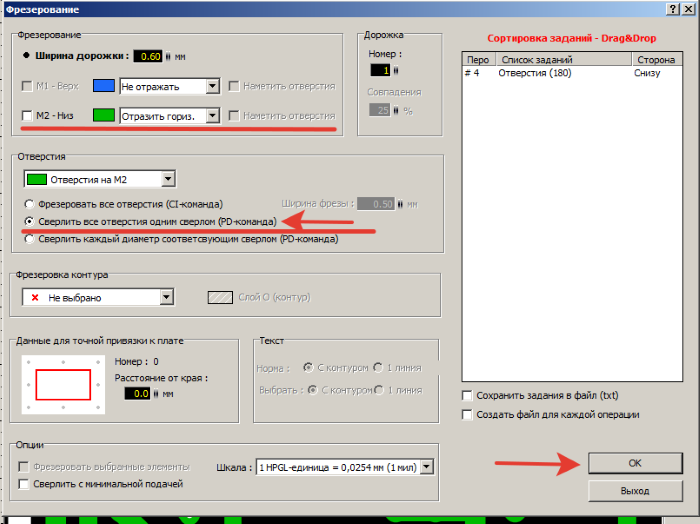
рисунок 9
Фрезеровка платы по контуру, рисунок 10:
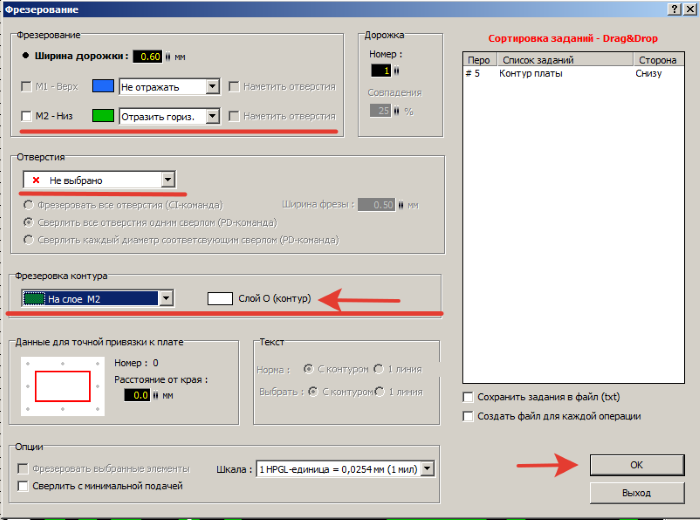
рисунок 10
Сохраняем настройки для сверления и фрезеровки контура отдельно. Загружаем в Step Cam. Указываем глубину обработки, в зависимости от толщины используемого текстолита, с небольшим перерезанием. К примеру при толщине текстолита 1,5 мм выставляем для сверления 1,6-1,7 мм. Фрезеровку по контуру желательно выполнять в 2 – 4 прохода, в зависимоти от характеристик режущего инструмента. Для этого задаем в Step Cam глубину погружения при фрезеровке 0,5 мм, а затем после каждого прохода на станке вручную опускаем по оси «Z» инструмент и обнуляем.
Некоторые нюансы работы на станке при изготовлении печатной платы:
1. Поверхность рабочего стола должна быть максимально плоской и ровной. Один из вариантов добиться этого – сделать «жертвенный стол» из фанеры и отторцевать его. Для этого к основному рабочему столу станка крепится лист фанеры, а затем с помощью крупной фрезы фрезеруется «ложе» под плату на небольшую глубину (1-2мм).
2. Стеклотекстолит не всегда идеально ровный материал, и толщина его тоже может варьироваться. Поэтому резать необходимо с небольшим перерезанием. Некоторые опытные люди специально составляют карты высот, для более точной обработки. Степень перерезания определяется опытным путем.
3. Для фрезеровки можно использовать гравер типа «пирамидка» с кончиком от 0,4 до 1мм. Для сверления существуют сверла на 0,8-1,5мм с хвостовиком под стандартную цангу 3,175мм. Вырезать по контуру лучше всего фрезой «кукуруза» 2-3мм.
4. Инструмент каждый раз меняется вручную. Для этого после выполнения, например фрезеровки дорожек, останавливаем шпиндель, станок оставляем в режиме удержания. Поднимаем режущий инструмент на удобную для замены высоту, меняем. После этого производим выставление нуля по оси «Z». И так при каждой смене инструмента. Координаты X и Y не обнуляем.
5. Не забываем, что стеклотекстолит не самый полезный материал для организма. Особенно вредна пыль текстолита для дыхательных путей. Поэтому желательно организовать вытяжку или иным другим способом удалять лишнюю пыль из области резки. Можно например периодически смачивать печатную плату водой или друой подходящей жидкостью, с помощью медицинского шприца. Неплохо с задачей защиты дыхательных путей справится влажная повязка на нос/рот или респиратор.
!Статья носит ознакомительный характер, основана на личном опыте автора и не является единственно верным и возможным решением.