Классификация и типы машин контактной сварки

Для сварщиков классификация машин контактной сварки весьма щекотливый вопрос. Если ранее глобально не требовалось больших знаний в этом плане, то сейчас это стает скорее необходимостью, чем исключением. Растущая конкуренция для предприятий, занимающихся сваркой в весьма узком рынке сбыта требует максимально эффективных решений. Поэтому в этой статье мы сделаем краткий обзор основных критериев, по которым классифицируются машины контактной сварки.
Критерии для оценки
В основном классификацию машин контактной сварки проводят по:
- виду сварки и выполняемых сварных соединений — машины для стыковой, точечной, рельефной, шовной или шовно-стыковой сварки;
- назначению — универсальные и специальные;
- уровню автоматизации — неавтоматические, полуавтоматические и автоматические;
- способу установки — стационарные и передвижные;
- способу питания машин- с переменным током промышленной частоты (однофазные и трехфазные), низкочастотные, с выпрямленным током или энергией разряда конденсаторов;
- устройству механизма сжатия или осадки — рычажные, пружинные, механические, пневматические, пневмогидравлические, гидравлические.

Типы машин контактной сварки
Современный рынок насыщен большим количеством аппаратов для различных видов сварки, для разных отраслей производства, характера свариваемых изделий, условий установки и монтажа. Разберемся детально в каждом из основных критериев, перечисленных выше, благодаря которым определяется те или иные типы машин контактной сварки.
По виду сварки выделяют:
- машины для стыковой сварки — выполнение стыковых соединений проволоки, прутков, профильного проката, труб, полос, листов и деталей других сечений;
- машины для точечной сварки — соединение отдельными точками листов, профильных заготовок, пересекающихся круглых стержней, штампованных деталей;
- для рельефной сварки (сварочные прессы) — соединение деталей одной или одновременно несколькими точками — по предварительно выштампованным рельефам, приварка стержня торцом к плоской поверхности, сварка с естественными и кольцевыми рельефами;

- для шовной сварки — соединение герметичным швом (т. е. точками, перекрывающими одна другую), выполнение кольцевых и продольных швов, шаговая сварка;
- для шовностыковой сварки — сварка продольного шва тонкостенной трубы.
По назначению:
- универсальные — сварка разнообразных деталей в условиях единичного и мелкосерийного производства и когда необходима частая переналадка;
- специальные — сварка однотипных деталей большими партиями — в условиях крупносерийного и массового производства, со сложной переналадкой.

По уровню автоматизации:
- неавтоматические — при малой мощности и производительности;
- полуавтоматические и автоматические — при средней или большой мощности, использовании в поточных линиях, для сварки непрерывных заготовок (рулонов, плетей).
По способу установки и монтажа:
- стационарные — для сварки деталей и узлов, габариты и масса которых позволяют поднести их к машине;
- передвижные — для сварки крупногабаритных узлов большой массы (например, кузова автомобилей, вагонов, плети железнодорожных рельсов, трубы большого диаметра).
По способу питания машин:
- с питанием переменным током промышленной частоты — большинство контактных машин для сварки углеродистых и низколегированных сталей;
- с питанием выпрямленным током и конденсаторные — для сварки высоколегированных сталей и сплавов, алюминиевых сплавов, для сварки очень тонких деталей или сплавов, претерпевающих резкие изменения при нагреве.
По устройству привода сжатия и подачи:
- с рычажными и пружинными приводами — для сварки деталей малых сечений;
- с пневмогидравлическими механизмами сжатия — передвижные машины (сварочные клещи);
- с гидравлическими — машины (стыковые) большой мощности;
- пневматическими — большая часть точечных, рельефных и шовных машин.
Обычно питающие части контактных машин изготовляют для подключения к электрическим сетям с напряжением 380 В и частотой 50 Гц. Если заказчику требуется напряжение 660 В с частотой 50 Гц, то это также возможно. Потребуется лишь заказать соответствующие модификации для машин. Также изготавливаются аппараты мощностью до 60 кВ-А на напряжение 220 В с частотой 50 Гц.
Мы с Вами рассмотрели типы машин контактной сварки, критерии для их классификации. Вы также можете ознакомиться с установками и машинами контактной сварки, которые представлены на нашем сайте.
Контактная сварка. Виды контактной сварки.
Контактная электрическая сварка — это процесс получения неразъемного соединения в результате нагрева металлических деталей протекающим по ним электрическим током, который предусматривает сжатие деталей с последующим расплавлением зоны сварки и охлаждением.
Установки для контактной сварки имеют две основные части: электрическую и механическую. Электрическая часть состоит из сварочного трансформатора специальной конструкции, токопроводящих частей и устройств для коммутации сварочного тока. Механическая часть установки является устройством для импульсного сжатия деталей во время прохождения импульса электрического тока.
Этот вид соединения деталей объединяет несколько способов сварки, для которых характерны надежность сварных соединений, высокий уровень автоматизации и механизации, высокая производительность процесса, культура производства и экологичность.
Различают три вида контактной сварки: стыковую, точечную и шовную (рис. 1.1). От сварочного трансформатора Т ток к соединяемым деталям 2 подводится посредством водоохлаждаемых электродов 1. В месте сварки 3 происходит сваривание деталей за счет выделяющейся джоулевой теплоты. Количество энергии Q (Дж), выделяющейся между электродами, можно определить по формуле
где Rк — контактное сопротивление между деталями, Ом; т — время прохождения тока, с; Rд — сопротивление детали от электрода до места сварки, Ом; I — сварочный ток, А.
Необходимая для сварки энергия при малых значениях сопротивления в точке контакта свариваемых деталей может быть получена только при больших значениях токов (сотни и тысячи ампер), протекающих через сопротивление контакта Rк в течение малого времени (единицы секунд). Для повышения КПД контактной сварки необходимо, чтобы при размещении сварочных установок источники питания были максимально приближены к месту сварки. Напряжение на электродах сварочных машин колеблется от 1 до 16 В.
Соединение металла происходит в месте контакта свариваемых деталей по плоскости их соприкосновения. В данном месте сопротивление будет наибольшим. Поверхность металла не является идеально гладкой, поэтому свариваемые детали при их сжатии соприкасаются лишь в отдельных точках, через которые проходит электрический ток. Ввиду того что площадь точек очень мала, в них возникает большое сопротивление прохождению тока, что обеспечивает сильный местный нагрев металла. Повышение температуры в месте сварки вызывает рост сопротивления, что ускоряет выделение теплоты и нагрев металла до температуры сваривания. При нагреве металлических деталей до пластического состояния и их сжатии происходит сваривание. Остывание металла в точке сварки после отключения тока происходит быстро, за счет теплопроводности свариваемых деталей и их большой площади.
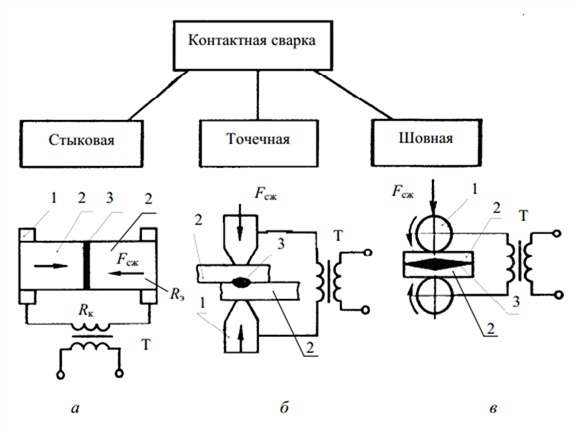
Рис. 1.1. Виды контактной сварки: а — стыковая; б — точечная; в — шовная; 1 — электроды; 2 — детали; 3 — место сварки; Fсж — сила сжатия; R — сопротивление электродов; R — сопротивление деталей; RK — сопротивление контакта; Т — сварочный трансформатор
При контактной сварке нагрев зависит от времени прохождения тока. Нагревать детали можно очень быстро, используя токи большой силы, и наоборот. Режимы сварки с применением токов большой силы при минимальном времени нагрева называют жесткими. Они применяются при сварке легированных сталей и легкоплавких цветных металлов, например алюминия и его сплавов, и имеют следующие параметры: плотность тока сварки j = 160-400 А/мм2; усилие сжатия Р = 0,4-1,2 ГПа; время сварки tсв = 0,1-1,0 с.
Режим с длительным прохождением тока и постепенным нагревом называют мягким. Он применяется при сварке обычных углеродистых сталей, менее чувствительных к нагреву при сварке, и имеет следующие параметры: j = 80-160 А/мм2; Р = 0,15-0,4 ГПа; tсв = 0,5-3 с.
1.2. Стыковая сварка
Стыковая сварка — способ контактной сварки, при котором детали соединяются по всей площади их касания. Различают два способа стыковой сварки — сопротивлением и оплавлением.
При сварке сопротивлением (рис. 1.1, а) свариваемые детали 2 укрепляют в токоподводах и сжимают с усилием Fcж. При пропускании по ним тока происходит нагрев деталей в стыке 3 до температуры, близкой к температуре плавления металла — (0,8-0,9)Тпл. Затем резко увеличивают усилие сжатия (осадка деталей), в результате чего в твердой фазе образуется сварное соединение.
Сварку оплавлением подразделяют тоже на два способа: на сварку непрерывным оплавлением и оплавлением с подогревом.
В процессе сварки непрерывным оплавлением детали сближаются при включенном сварочном трансформаторе, и при сжатии возникает их контакт. Стык при этом разогревается за счет протекания тока. Затем силу сжатия уменьшают, вследствие чего увеличивается контактное сопротивление и снижается сварочный ток. При снижении давления сплошность соприкосновения деталей заменяется соприкосновением в отдельных точках. Эффективность нагрева в этих точках повышается, и выступающие участки оплавляются.
Оплавление торцов свариваемых деталей продолжается до образования прослойки жидкого металла. После этого возникает сплошное металлическое соединение свариваемого стыка за счет приложения небольшого усилия осадки. Лишний расплавленный металл, называемый гратом, выдавливается из зазора между свариваемыми деталями.
При сварке оплавлением с подогревом детали предварительно подогреваются методом кратковременных замыканий их торцов, а затем оплавляются. Сварка с оплавлением стыка деталей по сравнению со сваркой без оплавления имеет ряд преимуществ: более прочный шов, не требующий большой механической обработки; меньшая мощность сварочной установки; меньший удельный расход электроэнергии; возможность сваривания разнородных металлов.
Конструкция и сварочный контур машин стыковой сварки приведены на рис. 1.2. Установки для стыковой сварки подразделяют по способу сварки (без оплавления стыка и с его оплавлением), назначению (универсальные и специализированные) и способу установки (стационарные и переносные). Они различаются мощностью, типом зажимных устройств и механизмом подачи свариваемых деталей.
По способу осадки деталей сварочные машины делят на три группы. Первая группа машин снабжается рычажно-эксцентриковым механизмом подачи и осадки, а также устройством для отжига металла зоны сварки непосредственно в зажимах машины.
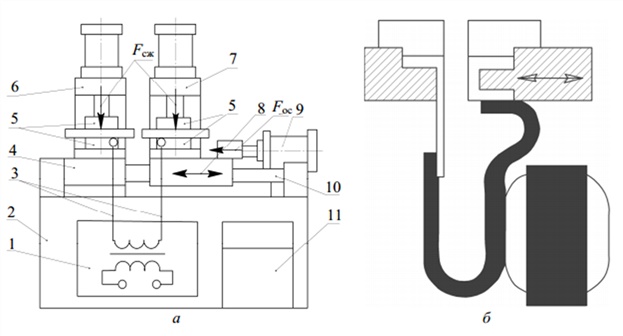
Рис. 1.2. Конструкция (а) и сварочный контур (б) машины стыковой сварки: 1 — источник тока; 2 — станина; 3 — токоподводы; 4 — неподвижная плита; 5 — губки; 6, 7 — зажимные устройства; 8 — подвижная плита; 9 — привод подачи; 10 — направляющие; 11 — аппаратура управления; Fсж — сила сжатия деталей; Foc — сила осадки деталей
Машины второй группы предназначены для сварки оплавлением и оплавлением с подогревом деталей из сталей и цветных сплавов. Их также используют и для сварки сопротивлением, для чего предусмотрен отдельный пружинный привод осадки.
Сварочные машины первых двух групп имеют ручной рычажный привод подачи и осадки. Сварочный ток выключается в конце осадки.
Третья группа машин производит сварку непрерывным оплавлением в автоматическом и полуавтоматическом цикле с предварительным подогревом концов свариваемых деталей. Машины имеют электромеханический привод, который обеспечивает непрерывное оплавление и осадку Foe. Зажимные устройства деталей имеют пневмогидравличе- ский привод, а устройство подачи и осадки — гидравлический.
Универсальные сварочные машины используются для сварки различных деталей, а специализированные — для сварки однотипных деталей.
1.3. Точечная сварка
При точечной сварке соединяемые детали помещают между двумя электродами, закрепленными в электрододержателях (рис. 1.1, б). При помощи нажимного механизма электроды плотно сжимают свариваемые детали. После чего на электроды подается напряжение, и проходящий через детали ток нагревает место сварки до температуры плавления. При достаточном сжатии в месте сварки образуется неразъемное сварное соединение. Диаметр сварной точки равен диаметру медных электродов. В центре сварочной точки температура немного выше температуры плавления свариваемого металла.
Время, достаточное для сварки одной точки, определяется толщиной свариваемых деталей, физическими свойствами свариваемого материала, мощностью сварочного устройства и степенью сжатия деталей. Оно колеблется от тысячных долей секунды (при сварке тонких листов цветных металлов) до нескольких секунд (толстые стальные детали). Цикл точечной сварки показан на рис. 1.3.
Установки точечной сварки различаются по способу подвода тока. Наиболее широко распространена одноточечная двусторонняя (нормальная) сварка (см. рис. 1.4, a-в). Оба электрода имеют рабочую поверхность, обеспечивающую достаточную плотность тока для точечного разогрева места сварки деталей.
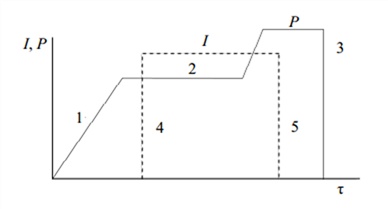
Рис. 1.3. Цикл точечной сварки: 1 — сжатие деталей электродами (Р); 2 — удержание электродов в сжатом состоянии и повышение давления в конце импульса тока; 3 — снятие давления; 4 — включение тока; 5 — выключение тока; I — импульс тока
При отсутствии возможности осуществления одноточечной сварки применяют точечную сварку с косвенным токоподводом. При этом с одной стороны ток подводится электродом с нормальной контактной поверхностью, а с другой — электродом с большей контактной поверхностью (рис. 1.4, г). Для уменьшения местных остаточных деформаций от сварки применяются дополнительные приемы, показанные на рис. 1.4, д, е.
Для сварки тонколистовых изделий применяют одностороннюю многоточечную сварку (рис. 1.4, ж). Одновременная сварка двух точек при двустороннем токоподводе от спаренного трансформатора (рис. 1.4, д) позволяет сваривать металлические изделия большой толщины, обеспечивая высокое качество сварного соединения.
На производстве применяется много конструкций машин для точечной сварки. Они отличаются устройством механизмов для сжатия электродов, которые подразделяются на педальные, электрические и пневматические. Машины точечной сварки бывают стационарные универсальные, переносные универсальные, стационарные специализированные (многоточечные) и прессы для рельефной сварки деталей.
При точечной сварке громоздких изделий или при сварке в труднодоступных местах применяют переносные сварочные клещи и сварочные пистолеты.
Установки для многоточечной сварки последовательно сваривают несколько точек за одну операцию, обеспечивая тем самым высокую производительность процесса сварки. Существует два типа многоточечных сварных машин.
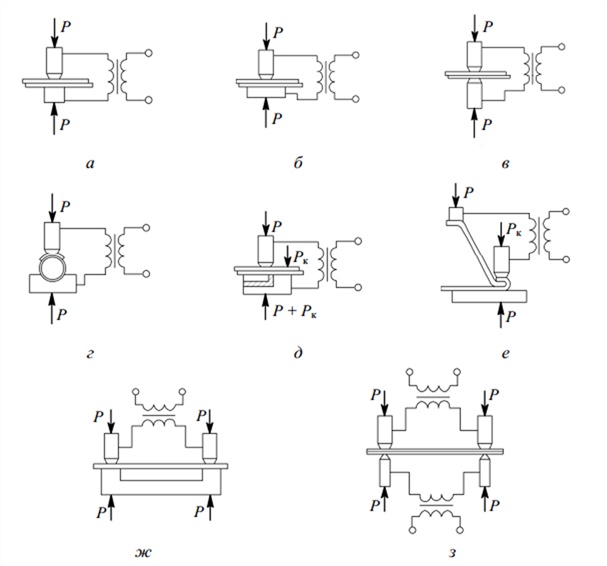
Рис. 1.4. Принципиальные схемы основных способов точечной сварки: а—в — одноточечная двусторонняя сварка; г — сварка с косвенным токопод- водом; д, е — дополнительные приемы сварки; ж — односторонняя многоточечная сварка; з — одновременная сварка двух точек при двустороннем токо- подводе от спаренного трансформатора; Р — усилие сжатия; Рк — косвенное (дополнительное) усилие сжатия
В машинах первого типа на свариваемые листы одновременно опускают только два электрода, через которые в данный момент пропускают сварочный ток. В машинах второго типа на листы опускаются одновременно все электроды, ток же проходит последовательно через каждую отдельную пару электродов, осуществляя сварку деталей.
Конструкции сварочных машин специального назначения бывают двух- и многоэлектродными. Такие машины предусматривают специальные поворотные столы, устройства подачи деталей и механизмы их вращения. Многоэлектродные машины различаются способами зажатия электродов и подачи тока: с последовательным зажатием электродов через гидрораспределитель и подачей тока токораспределителем; с одновременным зажатием электродов при последовательном включении трансформатора в сварочной цепи с токораспределителем или с одновременным или групповым включением нескольких трансформаторов с первичной стороны. Многотрансформаторные машины применяются в робототехнических устройствах, снабженных микропроцессорами. Машины с поворотными столами применяются при совмещении операций сборки и сварки, чаще на конвейерах.
Электроды, применяемые в точечных машинах, устанавливают в электрододержатели, которые крепятся в хоботах сварочной машины. Электрододержатели изготовляют из латуни. В них делают каналы для охлаждающей воды. Машины имеют сменные электроды, изготавливаемые из холоднотянутой красной меди или из специального хромо- цинко-медного сплава, обеспечивающих их надежную работу.
1.4. Шовная сварка
Шовная сварка — способ контактной сварки, при котором детали соединяются с помощью вращающихся роликов за счет пропускания через место сварки электрического тока (рис. 1.5). Установки шовной сварки отличаются от стационарных точечных сварочных машин типом электродов (ролики с механическим приводом). Машины для шовной сварки имеют два токопроводящих ролика, из которых один ведущий, а другой вращается за счет трения при передвижении свариваемых листов. По принципу действия шовная сварка подобна точечной сварке обычного типа.
Процесс шовной сварки может иметь следующие режимы:
1) непрерывное движение роликов с непрерывной подачей тока;
2) непрерывное движение роликов при прерывистой подаче тока;
3) прерывистое движение роликов с прерывистой подачей тока.
Первый режим применяется при сварке листов общей толщиной
до 1,5 мм. При большей толщине сваренные листы могут расслоиться. Более того, при непрерывной подаче тока может происходить значительное коробление свариваемых листов. Наиболее распространен второй режим: швы получаются с малым короблением листов и наименьшим расходом электроэнергии.
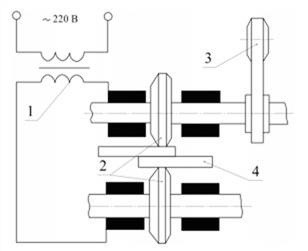
Рис. 1.5. Схема шовной сварки: 1 — сварочный трансформатор; 2 — контактные ролики; 3 — прижимное устройство; 4 — свариваемые детали
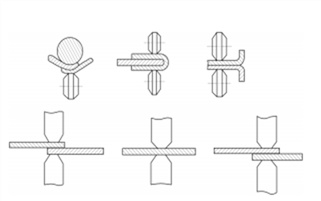
Рис. 1.6. Схема расположения роликов и свариваемых деталей при различных способах шовной сварки
Применение шовной сварки наиболее целесообразно при изготовлении тонкостенных сосудов, сварных металлических труб и других подобных изделий. Расположение роликов и свариваемых деталей при выполнении различных способов шовной сварки показано на рис. 1.6.
1.5. Электрооборудование, применяемое при контактной сварке
Электрическая контактная сварка характеризуется высокой производительностью, а во многих случаях является единственно возможным и экономически целесообразным способом соединения металлических деталей.
Машины контактной сварки, выпускаемые отечественной промышленностью, подразделяют на машины общего назначения и высокопроизводительные специализированные машины, предназначенные для сварки конкретных изделий.
В установках контактной сварки общего назначения применяются сварочные трансформаторы с витыми сердечниками и обмотками, залитыми эпоксидным компаундом, а также аппаратура управления на логических элементах с интегральными схемами. В качестве прерывателей тока применяют тиристоры. Пневматическая и гидравлическая аппаратура отличается высокой производительностью и надежностью.
По роду тока, преобразования или накопления энергии различают следующие типы машин:
а) однофазного переменного тока промышленной или пониженной частоты;
б) постоянного тока (с выпрямлением тока во вторичном контуре);
в) трехфазного тока, низкочастотные с тиристорным преобразователем;
г) с накоплением энергии (в конденсаторах, электромагнитных системах, вращающихся массах).
Установки контактной сварки с выпрямлением тока на стороне низкого напряжения силового трансформатора имеют ряд технологических преимуществ при сварке крупногабаритных листовых конструкций из алюминиевых сплавов, титана, жаропрочных и нержавеющих сталей. По сравнению с низкочастотными машинами они более универсальны, экономичны и надежны в работе. Применение постоянного тока в шовных машинах позволяет значительно повысить скорость сварки без снижения качества сварного соединения, а в многоэлектродных машинах поочередное или групповое питание электродов можно осуществлять от одного источника тока.
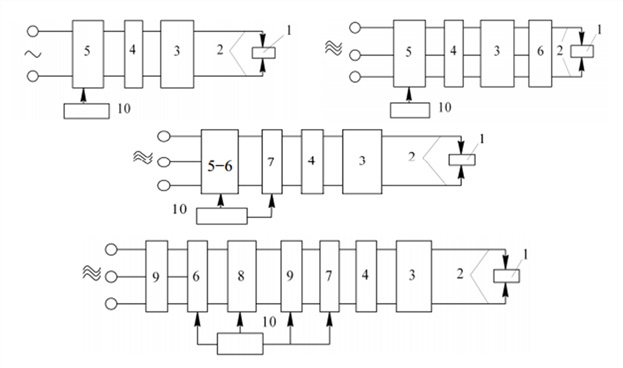
Рис. 1.7. Структурные схемы электрической части основных типов машин контактной сварки: 1 — деталь; 2 — вторичный контур; 3 — трансформатор; 4 — переключатель; 5 — контактор; 6 — выпрямитель; 7 — коммутатор; 8 — накопитель энергии; 9 — трансформатор; 10 — аппаратура управления
Схема электрической силовой части машин контактной сварки обеспечивает получение необходимого сварочного тока от 2 до 10 кА от питающей сети 380 или 220 В при мощности источников питания от 75 до 750 кВ • А и более.
Структурная схема электрической части машин контактной сварки показана на рис. 1.7. Для подвода сварочного тока к детали 1 служит вторичный контур 2. Вид формы кривой и значение силы сварочного тока получаются путем преобразования или накопления электрической энергии от сети промышленной частоты с помощью трансформаторов 3, 9, выпрямителей 6 или накопителей энергии 8 (например, батареи конденсаторов). Силовые преобразователи (трансформаторы, выпрямители) включают в сеть или подсоединяют к накопителю энергии 8 с помощью контакта 5-6, а необходимое чередование полярности тока в сварочном трансформаторе обеспечивается коммутатором 7. Сварочный трансформатор 3 обеспечивает получение больших значений тока при низком напряжении. Регулировка сварочного тока производится ступенчатым изменением вторичного напряжения трансформатора 3 путем переключения числа ступеней его первичной обмотки переключателем 4. Регулирование сварочного тока осуществляется аппаратурой управления 10 путем изменения момента включения вентилей контактора 5 (выпрямители 6) относительно фазы напряжения сети в каждой полуволне. Аппаратура управления обеспечивает заданную последовательность и продолжительность всех или части операций сварочного цикла.
В однофазных машинах переменного тока (рис. 1.8, а) сварочный трансформатор Т включается в электрическую сеть рубильником через предохранители 2 и переключателем ступеней ПС посредством контактора-прерывателя Пр. Момент включения переключателя-прерывателя Пр определяется аппаратурой управления АУ, причем ток во вторичной обмотке сварочного трансформатора имеет синусоидальную или близкую к ней форму (рис. 38, б, в), а при наличии специальных модуляторов тока можно получить импульс тока с плавным изменением амплитуды (рис. 38, г), что существенно улучшает качество сварного соединения.
Машины контактной сварки имеют коэффициент мощности от 0,5 до 0,6. Повышение энергетических показателей однофазных машин при тех же значениях тока и размерах сварочного контура возможно путем понижения частоты вторичного напряжения сварочного трансформатора установки.
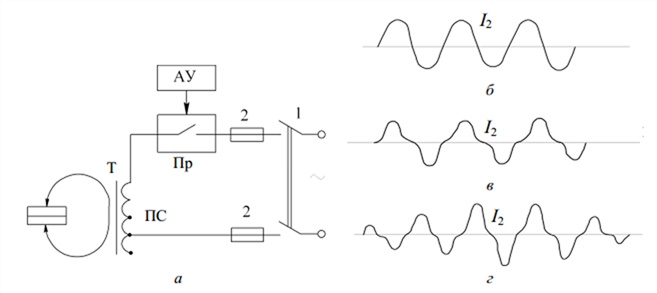
Рис. 1.8. Электрическая схема силовой части машины переменного тока (а) и форма импульсов сварочного тока I2 (б-г) : АУ — аппаратура управления; Т — трансформатор; ПС — переключатель ступеней; Пр — контактор- прерыватель; 1 — электрическая сеть; 2 — предохранители
В применяемых сварочных машинах постоянного тока (трехфазные с выпрямителем тока во вторичном контуре) (рис. 1.9) первичную обмотку включают по схеме «треугольник», а к соединенной по схеме «звезда» вторичной обмотке через вентили 1-3 (рис. 1.9, а) подключают вторичный контур. Общая электрическая схема сварочной машины представляет собой трехфазный выпрямитель. В таких машинах проблемой является выпрямление очень больших сварочных токов.
Управление машиной — включение и отключение трехфазного понижающего трансформатора Т и регулирование тока — осуществляется тиристорами, включенными последовательно с первичными обмотками. При мгновенной коммутации ток через тиристор VSi и связанную с ним первичную обмотку трансформатора проходит в течение одной трети периода (я/3), когда напряжение в данной фазе больше, чем в двух других (в точке К рис. 1.9, б). В эту треть периода ток через два других тиристора проходить не может, поскольку потенциал их анодов ниже общего потенциала катода. В следующую треть периода ток будет пропускать второй вентиль VS2 и т. д. Переход тока от одного вентиля к другому (рис. 1.9, в) происходит в момент пересечения положительных полусину- соид напряжения (точки К, L, М на диаграмме рис. 1.9, б). Аналогично коммутация тока проходит и в сварочной цепи (рис. 1.9, г, д). Несмотря на униполярное протекание тока в первичной обмотке (рис. 1.9, в),
магнитные потоки в стержнях трехфазной магнитной системы (рис. 1.9, е) не имеют постоянной составляющей (потока вынужденного намагничивания, который возникает при отсутствии вентилей в первичной обмотке), поскольку алгебраическая сумма магнитных потоков в трехстержневой магнитной системе равна нулю.
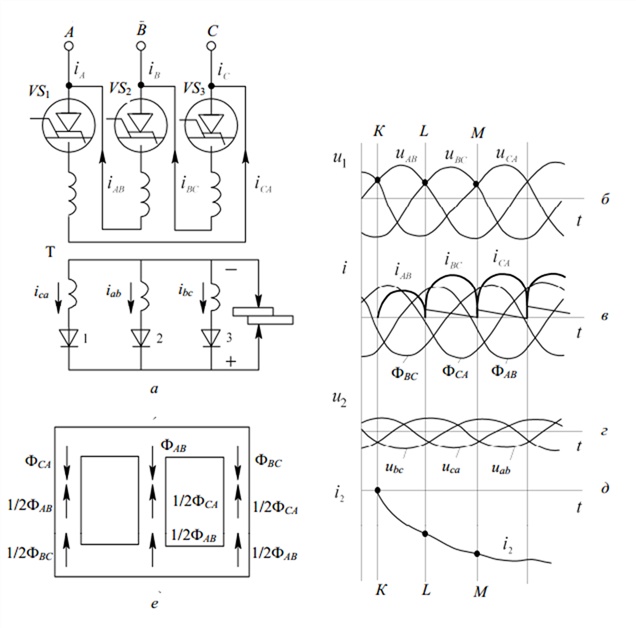
Рис. 1.9. Схемы выпрямителей сварочных машин постоянного тока: а — электрическая схема трехфазного выпрямителя; б—д — диаграммы токов и напряжений, наблюдаемых во время коммутаций в сварочной цепи; е — направления магнитных потоков в стержнях магнитной системы
Размагничивание того или иного стержня происходит намагничивающими силами обмоток, расположенных на двух других стержнях. Вследствие соединения первичных обмоток по схеме «треугольник» и наличия вентилей не только в первичной, но и во вторичной цепи сумма ампер-витков, расположенных на одном стержне обмоток, в любой момент времени практически равна нулю.
Преимуществами сварочных машин постоянного тока являются: равномерная загрузка фаз, широкие возможности регулирования формы и длительности импульса тока, а также получение многоимпульсного режима; меньшая потребляемая мощность по сравнению с однофазными машинами, особенно при больших вылетах и при сварке материалов с малым удельным сопротивлением; отсутствие влияния вносимых в сварочный контур ферромагнитных масс на значения сварочного тока.
В низкочастотных сварочных машинах используется преобразование трехфазного тока промышленной частоты в импульсы тока низкой частоты (5-20 Гц). Это достигается кратковременным включением силового игнитронного выпрямителя в первичную обмотку сварочного трансформатора Т машины (рис. 1.10). Преимуществами таких машин являются: благоприятная форма импульса сварочного тока — его плавное нарастание и спад; равномерная нагрузка трехфазной сети при пониженной потребляемой мощности вследствие пониженной индуктивности контура; повышенный коэффициент мощности по сравнению с однофазными машинами.
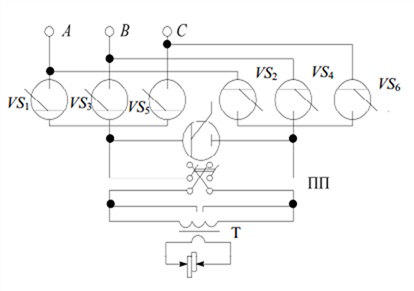
Рис. 1.10. Схема преобразователя однополупериодной низкочастотной машины: Т — сварочный трансформатор; ПП — пакетный переключатель
В машинах контактной сварки с накоплением энергии во время паузы происходит медленное накопление энергии в накопителе с потреблением небольшой мощности из сети и кратковременное использование ее во время процесса сварки.
Для обеспечения заданной производительности контактных сварочных машин и высокого качества сварки необходимо строго соблюдать определенное время протекания сварочного тока для каждого цикла сварки. Это достигается с помощью соответствующих элементов схем управления сварочных установок: выключателей сварочного тока, регуляторов времени. Выключатели сварочного тока выпускаются нескольких типов: механические выключатели, асинхронные электромагнитные контакторы, синхронизированные электромагнитные контакторы, игнитронные выключатели и др. Механический выключатель тока имеет систему подвижных и неподвижных контактов, которые включаются в первичную цепь трансформатора сварочного тока. Механизм привода контактов связан с устройством зажатия свариваемых изделий. При малой скорости коммутации контакты механического выключателя подгорают и требуют частой замены, что ограничивает их применение в маломощных машинах контактной сварки.
Применяющиеся в сварочных машинах асинхронные электромагнитные пускатели имеют ограниченный срок службы контактов, поскольку они разрывают рабочий ток в произвольной точке синусоиды.
Время протекания сварочного тока обеспечивается специальными регуляторами времени, которые подразделяются на электромеханические, электропневматические и электронные.
При электродвигателъном приводе контактных машин обычно применяются электромеханические регуляторы времени, рабочими органами которых являются кулачки, воздействующие при вращении вала электродвигателя своими выступами на механические выключатели тока.
В контактных сварочных машинах с пневматическим механизмом сжатия применяются электропневматические регуляторы времени. Схема электронного регулятора времени приведена на рис. 1.11. Цепь управления электромагнитным контактором КЦ сварочного трансформатора Т1 приводится в действие замыканием контактов ключа К, а его отключение осуществляется автоматически электронной схемой через определенный промежуток времени. До замыкания контактов ключа К ток от зажима сети протекает через регулируемое сопротивление R — сетку лампы Л, нормально замкнутые контакты реле Э и катушку контактора КТ к полюсу 2 сети. Шунтирующий сопротивление конденсатор заряжается при протекании тока через лампу Л.
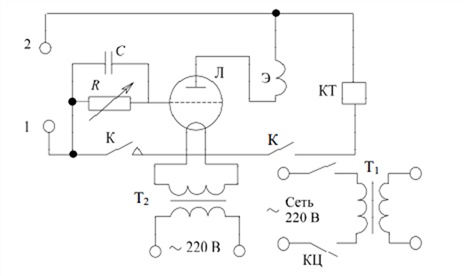
Рис. 1.11. Схема электронного регулятора времени: 1 — первый полюс сети;
2 — второй полюс сети; КЦ — электромагнитный контактор; Т1 — сварочный трансформатор; Т2 — трансформатор регулятора времени; К — ключ; Л — лампа; Э — замкнуты контакт реле; КТ — катушка контактора; R — регулируемое сопротивление; С — конденсатор
Поскольку сеточный ток мал, включения контакта КТ не происходит. Сеточный ток на лампу прекращается при нажатии ключа К, при этом сетка оказывается соединенной с ее внешней частью через отрицательно заряженный конденсатор и катушку реле.
Контактные сварочные установки являются массовыми потребителями электроэнергии, поэтому их рациональное использование является важным направлением экономии электроэнергии. Наилучшие результаты дают следующие мероприятия: совершенствование технологии сварки, включающее подготовку деталей под сварку; ускорение компоновки деталей, оптимизация цикла сжатия деталей, ограничение холостого хода источников питания, периодическая ревизия контактных соединений в цепи сварочного тока; установление норм расхода электроэнергии на сварочные работы.
Резюмируем вышесказанное. Контактная сварка в машиностроении является одним из востребованных способов соединения деталей, поскольку обеспечивает высокую скорость сварки, необходимое качество сварного соединения и может быть легко автоматизирована. Одно из преимуществ контактной сварки — минимальные тепловые потери.
Контактная сварка: технология, виды, сферы использования
Где используется? Контактная сварка применяется в разных сферах: от создания строительных конструкций до производства полупроводниковых устройств. Популярен метод и для решения разного рода бытовых задач, к примеру во время ремонта автомобилей.
На что обратить внимание? Существуют различные технологии контактной сварки: точечная, рельефная, шовная, стыковая. Каждая из них имеет свои особенности, требует наличия специального оборудования и практикуется в зависимости от конкретной ситуации.
В этой статье:
- Технология контактной сварки
- Необходимое оборудование
- Преимущества и недостатки контактной сварки
- Разновидности контактной сварки
- Процесс контактной сварки
- Контроль качества сварки
- Обозначение на схемах и чертежах
- Сферы применения контактной сварки
- Рекомендации по выбору оборудования

Как избежать штрафа до 100 000 р за ошибки в эксплуатации оборудования
Скачайте инструкции по безопасной эксплуатации
Технология контактной сварки
Данную технологию обычно путают с классическим электродуговым свариванием металлических деталей. Но это неправильно, хотя общие схожие черты, безусловно, присутствуют. В основе контактной сварки также лежит нагрев деталей в месте стыка с помощью тока большой силы с тем, чтобы место соединения оказалось расплавлено. Однако здесь детали дополнительно подвергаются давлению, что увеличивает диффузию и способствует упрочнению шва после последующего его охлаждения и кристаллизации материала.
Контактная сварка является едва ли не самым ранним изобретенным способом спайки металлических заготовок. Его создал английский физик Уильям Томсон в 1856 году. Примерно в это же время похожую технологию придумал и опробовал непосредственно на производстве американский ученый Элиу Томсон. Не отставали и россияне: тогда же отечественный изобретатель Николай Николаевич Бенардос придумал несколько вариантов шовного и точечного контактного сваривания стальных заготовок.
Контактная технология обычно применяется для деталей, сделанных из однородных материалов (одних и тех же металлов).
Важно! Именно давление при контактном сваривании выгодно отличает эту технологию пластического соединения деталей от любого другого типа сварки. Как раз оно способствует формированию шва, характеризующегося равномерностью и прочностью. И разумеется, такое давление невозможно создать вручную – это осуществляется при помощи специальных механических приспособлений.
Необходимое оборудование
Раньше для осуществления контактной сварки применялись специальные клещи и угольные электроды. Технология выглядела примерно следующим образом:
- 2 металлические пластины укладывались друг на дружку;
- пластины прихватывались клещами (как тисками);
- к пластинам присоединялись угольные электроды;
- после этого на электроды подавался ток.
В итоге пластины разогревались достаточно для того, чтобы металл в них начал переходить в жидкую фазу и между ними образовывались сварные точки. Получалось, что пластины сваривались друг с другом по плоскости. Такого эффекта не добиться при использовании обычной электродуговой сварки.
Современная технология намного более совершенна: сейчас для контактного сваривания применяют узкоспециализированные или же универсальные машины:
- стационарные;
- подвесные;
- передвижные.
Контактная сварка может осуществляться током как переменным, так и постоянным. Более того, оборудование способно обеспечивать следующие способы спайки:
- точечную;
- рельефную;
- шовную;
- стыковую.
Для регулировки уровня сварочного тока такие машины оснащаются трансформаторами, которые способны понижать напряжение со стандартного уровня в 220 В до 1-15 В. При этом электрическая мощность сварочного оборудования может доходить до 50 кВт (минимум, кстати, всего лишь 0,5 кВт), из чего следует, что при напряжении хотя бы в 15 вольт сила тока может достигать 3333 ампер! Сила сжатия заготовок доходит до 1000 кгс (фактически 1 т/см 2 ). Прижим обычно обеспечивается контролируемым пневматическим механизмом.
Любая машина для контактной сварки имеет ряд блоков, которые в обязательном порядке в ней присутствуют:
- гидро- или пневматическая система прижима (система подачи лубрикаторов для смазки подвижных элементов и механизмов, а также фильтры, входящие в группу предварительной подготовки; элементы регулирования: манометры, клапаны, редукторы; арматура подачи сжатого воздуха: клапаны, штуцеры, вентили и краны);
- охладительный контур (штуцеры приемной и разводящей гребенки; трансформаторный водяной контур в обеих обмотках, арматура и реле);
- механические приводы (у точечных машин это привод сжатия; у шовных – еще и привод вращения роликов; у стыкового аппарата – привод сжатия, а также для осадки сочленяемых заготовок);
- электрическая часть (трансформатор, регулятор сварочного цикла и прерыватель цепи).
Отдельного внимания заслуживают электроды для контактной сварки. При том уровне тока, который через них проходит, они испытывают колоссальный нагрев и довольно быстро изнашиваются. Поэтому к таким контактам одновременно предъявляются 2 типа требований:
- устойчивость к высоким температурам (тугоплавкость);
- стойкость при работе на сжатие, потому что только при усилии примерно в 5 кг/мм 2 можно обеспечить действительно надежный электроконтакт с заготовкой.
Электроды относятся к расходным материалам. Они обычно производятся из бронзы. При этом наконечники электродов обычно съемные – их форма подбирается максимально соответствующей форме поверхности свариваемых деталей. У шовных аппаратов контактной сварки они похожи на диски (обеспечивают максимальную площадь соприкосновения).
Преимущества и недостатки контактной сварки
Контактная сварка обеспечивает максимальную производительность производственного процесса. Шовное сваривание деталей толщиной 0,5 мм осуществляется, к примеру, со скоростью 1,5 м/мин – никакая другая технология сварки не способна продемонстрировать такие показатели. Помимо этого, есть и другие преимущества:
- гомогенность получаемого шва (его стабильность при неизменности качественных параметров);
- крайне скромное удельное энергопотребление (в пересчете на 1 см шва);
- на каждый миллиметр шва приходится меньшее количество энергии по сравнению с той же классической электродуговой сваркой, поэтому термическая деформация металла незначительна (проявляется она, как правило, только в местах сочленения деталей);
- целиком заготовки не нагреваются, а потому тепловые потери находятся на минимуме;
- ресурс электродов очень велик (изнашиваются они медленно);
- никакие присадочные материалы не нужны;
- для того чтобы осуществлять контактную сварку, не нужно иметь никаких сверхкомпетенций (требования к квалификации обслуживающего данный технологический процесс персонала откровенно низкие);
- в отличие от электродуговой сварки здесь нет никаких выделений вредных веществ;
- возгорание при данном процессе может произойти только, если плеснуть в место образования шва, к примеру, бензином;
- образующийся шов оказывается в глубине металлического массива (поверхность оказывается абсолютно ровной и гладкой).
Для объективности следует упомянуть и о недостатках:
- Аппаратура для контактной сварки – это целый комплекс оборудования, который, разумеется, стоит весьма дорого. Далеко не каждый может себе позволить его приобрести.
- Минимально необходимая сила тока – 1000 А. В связи с этим нужно уделять особое внимание целостности проводов и соединений по всей цепи от источника.
- Герметичность швов, полученных методом контактной сварки, оставляют желать лучшего. К примеру, с помощью электродуговой сварки выполняются более целостные, надежные швы. Несмотря на то что шов формируется быстро, его качество подойдет не для всех изделий.
- Сварщик должен в обязательном порядке следить за уровнем напряжения. Его падение означает взлет силы тока (в соответствии с законом Ома). Если напряжение упадет критически, это может привести к расплавлению не только стыкуемых деталей, но и всей цепи в целом (и даже ко взрыву из-за короткого замыкания).
- Далеко не всякие детали можно сварить таким образом (не позволят габариты).
- Чем больше глубина шва, тем большая электрическая мощность понадобится. Здесь скорость движения дуги не переходит в качество провара (потому что дуга как таковая при контактной сварке отсутствует).
Товары из категории

- Напряжение питания, В 220
- Максимальный размер пальца, мм 28
В кредит от 3 306/мес
В корзину Купить в 1 клик

- Производительность, м2/час 1-3
- Рабочее давление, бар 3.5-8.6
В кредит от 5 300/мес
В корзину Купить в 1 клик

- Развиваемое усилие, тонн 50
- Ход штока, мм 220
В кредит от 5 669/мес
В корзину Купить в 1 клик

- Макс. грузоподъемность 2000
- Тип стационарный
В кредит от 6 633/мес
В корзину Купить в 1 клик

- Развиваемое усилие, тонн 100
- Ход штока, мм 220
В кредит от 12 683/мес
В корзину Купить в 1 клик

- Максимальное усилие, тонн 6
- Рабочее давление, бар 0-10
В кредит от 3 833/мес
В корзину Купить в 1 клик
Разновидности контактной сварки
Специалисты выделяют несколько типов соединений, характерных для контактной сварки (при стыковке деталей под давлением):
Здесь производится разметка определенного количества сварных точек или литых участков. Чтобы получить герметичный шов, этих точек (или литых проваров) должно быть много и располагать их следует близко друг от друга. Более того, наилучшим вариантом является тот, при котором сварные точки налезают друг на друга (перекрываются).
Читайте также!
Оборудование для такой сварки представляет собой специализированный станок, в котором присутствуют дисковые роликовые электроды. Литая станина здесь нужна для обеспечения жесткости, чтобы свариваемые поверхности можно было прокатывать, одновременно прижимая. Обычно таким способом спаиваются листы, чья толщина находится в диапазоне от 0,2 до 3 мм.
При этой технологии спаиваемые детали одновременно привариваются не в одной, а сразу в нескольких точках.
Здесь прочностные характеристики определяются размером точки. Данный показатель зависит от нескольких факторов:
- размера пятна контакта электрода;
- формы пятна контакта;
- усилия на сжатие;
- уровня силы тока;
- времени воздействия на свариваемые заготовки данного тока.
- Рельефное соединение
Здесь также заготовки соединяются одновременно в нескольких местах. Название данного соединения обусловлено наличием специальных рельефных выступов, которые подготавливаются заранее. Форма сочленяемых деталей определяет прочность образуемого соединения (но крепость шва в данном случае от формы электрода не зависит). Рельеф на одной или на обеих заготовках формируется заблаговременно, например, с помощью прессования (или же простой кувалдой).
Под воздействием высокой температуры, которая образуется за счет очень большой силы тока, кромки соединяемых деталей оплавляются, и они спаиваются по всей плоскости соприкосновения. Стыковая контактная сварка допустима не всегда – требуется выполнение целого ряда условий: подходит марка металла, не предъявляются повышенные требования по качеству сварного шва, соприкасающиеся поверхности имеют достаточно большое пятно контакта. Сваривание может осуществляться методом плавления с подогревом, непрерывным плавлением или же плавлением с сопротивлением.
Последний метод применяется для сваривания заготовок, у которых пятно контакта превышает 200 мм 2 . Именно такая методика подходит и для габаритных заготовок, площадь сечения которых превышает 100 тыс. мм 2 .
Часто рассмотренные способы контактной сварки комбинируются. В итоге практикуются формирование, например, шовно-стыковых или рельефно-точечных соединений. Помимо прочего, выделяют одно- или двустороннюю контактную сварку.
В последнем случае электроды подводятся сразу к двум поверхностям детали (как правило, по шву), но это бывает достаточно трудно осуществить, если детали массивные и их проблематично переворачивать. Из-за этого чаще применяют одностороннюю сварку (когда оба электрода располагаются с одной стороны свариваемых деталей). Ее считают менее надежной, но следует признать, что здесь многое зависит от подаваемой силы тока и от мастерства исполнителя.
Процесс контактной сварки
Контактная сварка только на первый взгляд выглядит просто. На самом деле данный процесс осложнен всевозможными технологическими особенностями, которые необходимо учитывать. Сварщик в данном случае должен досконально знать алгоритм процесса:
- Свариваемые поверхности нужно тщательно подготовить. В противном случае добиться качественного соединения не получится.
- Во время процесса сварки следует внимательно контролировать электрическое напряжение на обеих деталях. Оно должно быть одинаковым. Чтобы добиться такого результата, поверхности проходят механическую, а также химическую обработку (к примеру, травление и обезжиривание). Если напряжение где-то в одном месте будет больше, то весь ток мгновенно пойдет именно этим путем. В итоге на том участке сила тока может многократно превысить норму – металл очень быстро расплавится и вместо аккуратного шва получится дырка.
- Затем осуществляется плотное прижатие свариваемых деталей. Обязательно нужно использовать средства малой механизации (специальные зажимы или же станочный метод). Если попробовать сделать это вручную, то из-за недостаточно плотного контакта соединение получится некачественным.
- Далее производится установка электродов в исходное положение и их прижим. После того как сварщик убедится в обеспечении достаточного пятна контакта деталей с электродами, на последние подается напряжение. Сварщик должен представлять, какой эффект вызовет замыкание цепи и насколько быстро следует продвигать электроды для получения качественного шва.
- Недопустима ситуация, при которой происходит полное расплавление свариваемых участков. Ток должен расплавлять лишь сердцевину сочлененных поверхностей, которая и образует спайку.
- Вытеканию расплава за пределы шовной зоны препятствует давление, оказываемое на заготовки.
Остывание металла после подачи напряжения во время контактной сварки происходит примерно с такой же скоростью, как и в случае сварки электродуговой. Только в первом случае шов образуется более ровный и прочный (хоть зачастую и недостаточно герметичный).
Контроль качества сварки
Предварительная подготовка поверхностей, а также выбор режима (способа) контактной сварки напрямую влияет на качество получаемого результата.
Главным показателем качества точечной или шовной сварки является именно размер ядра соединения (то есть той зоны, где и происходит спайка двух деталей). Ядро должно составлять примерно 3 толщины самой тонкой из свариваемых заготовок. Расплавление в норме осуществляется в диапазоне 20-80 % толщины каждой заготовки. Если не уложиться в данный норматив, то в случае снижения толщины расплавления ниже 20% будет иметь место непровар, а если расплавится больше 80 % массива заготовки по толщине, то образуется прожиг.
Контроль качества шва можно осуществлять визуально (от острого глаза профессионала ничего не скроется). Но лучше использовать специальные технологические приспособления – средства неразрушающего контроля. С их помощью можно обнаружить непровары, которые трудно диагностируются визуально. Наиболее эффективной является диагностика ультразвуком (если шов проварен качественно, то есть массив расплава однороден, то подаваемое излучение не будет ни ослабевать, ни отражаться).
Обычно если неразрушающими методами определяются скрытые дефекты, то после этого на проблемных участках в ход пускают разрушающие способы выявления брака. Например, отбираются контрольные образцы, и в них производятся измерения диаметра литого ядра.
Читайте также!
Обозначение на схемах и чертежах
На чертежах и схемах контактная сварка обозначается особым образом. Актуальные стандарты позволяют применять сразу несколько обозначений:
- Если контактный шов сплошной и визуально различимый, то он помечается основной линией.
- Если шов сплошной, но неразличимый, то его обозначают на чертеже тонкой линией.
- Если шов сплошной, но скрытый, то для обозначения используется штрихпунктир.
- Сварные точки, различимые визуально, обозначаются «+». Скрытые точки не выделяются вовсе. Но составитель чертежа может дополнительно разместить на схеме линии с выноской, указывающие, где именно осуществлены прихватки.
Общепринятые обозначения (литеры и цифры, номера госстандартов) можно указывать только на линиях с выносками. Согласно ГОСТу, точечная контактная сварка в обязательном порядке должна в обозначении содержать заглавную литеру «К» (означает – «контактная») и строчную литеру «т» («точечная»). Все прочие данные об обозначениях данного типа соединения можно почерпнуть из соответствующей специализированной литературы.
Сферы применения контактной сварки
Электроконтактный способ сварки характеризуется высокой производительностью, поэтому он обычно применяется при спаивании массивных конструкций, где велика длина швов. Кроме того, такой тип сварки применяется в отраслях, где иной тип спайки невозможен в силу особенностей применяемых металлов. К примеру, это космическое и авиастроение, а также производство микросхем (в том числе полупроводниковых).
Отличительной особенностью контактной сварки является то, что здесь могут сочленяться изделия из абсолютно любых металлов и сплавов (низкоуглеродистые или же высоколегированные стали, нержавейка и пр.). Точечный способ сварки практикуется в разных отраслях:
- автомобиле- и вагоностроении;
- самолетостроении;
- подготовке строительных конструкций;
- радиоэлектронике;
- производстве аккумуляторов.
При этом толщина свариваемых элементов может быть от пары-тройки мкм до 30 мм! Современные способы создания сплошных швов с помощью контактной электросварки позволяют формировать герметичные емкости для жидкостей различной дисперсности, а также получать прочные соединения в приборостроении.
Рельефный метод чаще всего применяют для сваривания кронштейнов и деталей из листового металла. Он весьма распространен при таких работах:
- кузовном ремонте автомобилей;
- креплении дверных петель авто;
- соединении крепежей ходовой части и лонжеронов с кузовом.
Стыковая контактная сварка распространена намного реже, так как очень сложно добиться равномерного прогрева самих стыков, без чего невозможно будет удержать одинаковый уровень напряжения на обеих деталях.
Еще контактная сварка (или даже спайка) применяется для сваривания секций трубопроводов (в заводских условиях) или же рельсов при создании бесстыкового пути.
Рекомендации по выбору оборудования
Оборудование следует подбирать, ориентируясь на несколько параметров:
- толщина массива металла свариваемых деталей в области стыка;
- условия проведения сварочных работ (имеет большое значение скрепление заготовок между собой);
- способ соединения заготовок (точечная сварка, шовная или же соединение иного рода).
Весьма неудобной является необходимость тонкой подгонки параметров оборудования контактной сварки под характеристики заготовок. Иными словами, контактную сварку нельзя осуществлять с параметрами того же тока, взятыми «про запас» (с избытком). Во-первых, такое оборудование будет стоить дороже (так как более мощное оборудование предусматривает наличие пневматических приводов, водяного охлаждения трансформатора, а также 3-фазного источника питания), а во-вторых, избыточная мощность запросто способна прожечь дыру за несколько секунд после подачи напряжения на электроды.
Но даже если подобрать корректную разновидность машины для контактной сварки, то выполнение работ будет для неподготовленного новичка весьма сложной процедурой – здесь крайне востребован опыт и приобретаемые навыки. То есть контактная сварка, осуществляемая как вручную, так и на автоматическом оборудовании, – это технология преимущественно для массового производства в заводских условиях.

Редакция сайта ЦТО
Понравилась статья? Поделитесь:
Виды контактной сварки

Контактная сварка является методом сварки, при которой соединение получается с использованием тепловой энергии и давления. Для получения тепла через свариваемый материал пропускают электрический ток. Одновременно с этим зона соединения подвергается сжимающему усилию для пластической деформации. После этого изделие охлаждается, а в месте контакта образуется прочное неразъемное соединение. Соответственно при определении, к какому виду относится контактная сварка, данную сварку относят к термомеханическому классу.
Контактная сварка в последнее время получила широкое распространение благодаря универсальности. Она позволяет работать с различными материалами по составу и толщине. Особое распространение виды контактной сварки получили в сфере производства однотипных массовых изделий. Основные виды сварки контактных соединений, а также советы по ее выполнению приведены в статье.
Основные виды контактной сварки
Типы сварки отличаются по форме выполнения соединений. В основном применяются четыре вида сварки контактным способом:
- точечная с получением соединений в одной или нескольких заданных точках,
- рельефная с получением соединений в точках по заранее подготовленным рельефным выступам,
- шовная с получением швов из ряда точек, перекрывающих или не перекрывающих друг друга,
- стыковая с соединением по всей плоскости касания деталей.
Точечная проводится с помощью специальных электродов. Они могут иметь различную форму и размер, на прямую влияющих на форму и размер получаемого соединения. Помимо этого, прочность и размер соединений зависит от состояния поверхности деталей, силой и временем протекания тока через точку соединения и величины сжимающего усилия. Современное оборудование обеспечивает высокую скорость точечной сварки. Точечная варка позволяет эффективно соединять даже очень тонкие детали до 0,02мкм и при этом отлично подходит для сварки более толстых стальных конструкций. Итоговая толщина соединяемых деталей может достигать 20мм. Точечная сварка широко используется при производстве электроники, приборов, оборудования, автомобилей, машин, судов, самолетов и многих других отраслях.
Рельефная сварка по схеме схожа с точечной. Отличие заключается в предварительном создании рельефных выступов в процессе штамповки изделия. Соответственно контакт определяется формой выступов, а не видом электродов. Выступы могут выполняться только на одном или на обоих соединяемых изделиях. Такая сварка применяется, например, для крепления проволоки к тонким элементам, разных деталей к листовым элементам, соединения крепежных элементов в автомобилестроении, радиоэлектронике.
Шовная сварка позволяет получить соединение в виде герметичных или негерметичных швов. Герметичные швы представляют собой выполнение сварки точками, перекрывающими друг друга. Негерметичные швы представляют собой ряд точек, не перекрывающих друг друга и похожих на соединения, выполняемые точечной сваркой. Но в отличие от точечной шовная сварка выполняется на станках со специальными роликовыми электродами. Они плотно сжимают детали, сваривают их в заданных точках, прокатываясь по ним. Швами можно эффективно соединить тонкие листы толщиной до 3мм. Поэтому такая сварка подходит для производства емкостей и труб из листов металла, например, в автомобилестроении, электротехнике, радиоэлектронике.
Стыковая сварка предполагает получение соединения по всей плоскости касания деталей за счет их оплавления с последующим соединением под давлением. По сути такой метод относится к видам контактной сварки и сварки давлением. Стыковая сварка подходит для соединения проволоки, стержней и труб различной толщины в железнодорожной отрасли, строительстве, судостроении, при производстве инструментов. Площадь сечения деталей, соединяемых стыковой сваркой, может достигать 0,1кв.м.
Контактные методы соединения применяются только для сварки и не подходят для наплавки.
Виды сварки контактных соединений: технология и процессы
Важным этапом является подготовка поверхности. Перед проведением сварки нужно тщательно промыть и высушить плоскость, обезжирить и пассивировать ее, удалить с нее оксидные и другие пленки. Схема подготовки зависит от вида материала и метода соединения. Обработка поверхности выполняется для обеспечения ровных поверхностей и минимального сопротивления между электродом и поверхностью.
Контактная сварка выполняется специализированными машинами, состоящими из электрической и механической части. Электрическая предназначена для нагрева, а механическая сдавливает детали по местам соединения. Дополнительно машины контактной сварки могут иметь элементы для обработки поверхностей перед сваркой, а также систему охлаждения.
- Сварка полуавтоматом для начинающих – с газом и без газа
- Лазерная сварка