трафаретная печать печатной платы
Трафаретная печать печатной платы — один из основных способов нанесения паяльной пасты на печатную плату. Данный прием является наиболее популярным при осуществлении поверхностного монтажа.
Для пайки элементов и удержания их на поверхности платы до момента образования паяного соединения используется паяльная паста, которая представляет собой порошкообразный припой с добавлением флюса и различных активаторов и присадок. Паста имеет гелеобразную консистенцию и должна обеспечивать очистку контактных площадок печатной платы и компонентов от оксидной пленки и др. примесей мешающих образованию паяного соединения, активацию флюса, равномерное образование качественного паяного соединения, а также удержание компонента на поверхности платы до момента пайки, т.е. обладать клеящими свойствами.
Паста наносится на контактные площадки печатной платы через трафарет, отверстия в котором – апертуры – повторяют рисунок, расположение и форму контактных площадок на плате. Нанесение пасты происходит на автоматических принтерах трафаретной печати. Эти устройства оснащены видеосистемой, обеспечивающей точное совмещение трафарета с платой. Затем, с помощью специальных ракелей происходит продавливание пасты через отверстия в трафарете и ее нанесение на контактные площадки платы. Специальные устройства принтера контролируют различные параметры этого процесса (скорость перемещения ракеля, давление, скорость отрыва трафарета от платы и т.д.), а также выполняют такие операции, как контроль состояния и очистка трафарета и т.д.
Во многих случаях после этого процесса может выполняться контроль нанесения пасты, позволяющий выявить возможные дефекты. Эта операция может выполняться как отдельной специализированной установкой автоматической оптической инспекции, стоящей в линии после принтера и выполняющей контроль платы целиком, так и с помощью специальной опции – 2D инспекции, входящей в состав многих современных принтеров, которая выполняет контроль наиболее ответственных участков.
Связанные термины
BGA (ball grid array) — тип корпуса микросхем, с шариковыми выводами из припоя нанесёнными на контактные площадки с обратной стороны микросхемы.
- шариковый вывод Англ. ball
Металлические выпуклости, расположенные на монтажной поверхности корпуса компонента, используемые для создания соединения в следующей иерархии межсоединений.
- копланарные выводы Англ. coplanar leads
Плоские балочные выводы корпуса компонентов, сформированные так, что они все могут одновременно касаться плоскости материала основания.
Трафарет для печатной платы: применение и способы использования
Трафарет для печатной платы – это одно из важнейших инструментов в процессе производства электроники. Он используется для нанесения паяльной пасты на поверхность печатной платы перед установкой компонентов. Трафарет состоит из металлической фольги или сетки с отверстиями, расположенными в строго определенном порядке. Данный метод позволяет достичь высокой точности и повторяемости нанесения паяльной пасты, что важно для качественного монтажа электронных компонентов.
Принцип работы трафарета заключается в нанесении паяльной пасты с помощью шаблона. Паяльная паста наносится на поверхность трафарета, затем под действием силы и давления паста проходит сквозь отверстия в трафарете и наносится на печатную плату, создавая точное и равномерное покрытие. Это позволяет обеспечить надежный и эффективный контакт между паяльными металлами компонентов и печатной платой, что обеспечивает качественное соединение и минимизирует возможные дефекты.
Трафареты для печатных плат используются во многих отраслях, связанных с производством электроники. Они не только повышают качество производства, но и ускоряют процесс монтажа, сокращают количество брака и упрощают настройку производства. Также трафареты позволяют снизить затраты на производство и сократить использование ресурсов.
В современном мире трафареты для печатных плат изготавливаются с использованием новейших технологий и материалов. Они долговечны, стабильны и обеспечивают высокую точность нанесения паяльной пасты. Трафареты можно изготавливать как стандартные, так и под заказ с учетом особенностей конкретного проекта печатной платы.
Что такое трафарет для печатной платы?
Трафарет для печатной платы – это специальное технологическое приспособление, которое используется при изготовлении печатных плат методом шаблонной печати. Трафарет представляет собой металлическую пластину с отверстиями либо вырезами, которые соответствуют контактным площадкам и элементам печатной платы. Трафареты для печатной платы обеспечивают высокую точность и качество нанесения паяльной пасты на печатную плату, что позволяет получить надежные и качественные соединения.
Устройство трафарета для печатной платы может быть выполнено из различных материалов, таких как нержавеющая сталь или никель-серебро. Он может иметь различные формы и размеры в зависимости от требований проектирования печатной платы. Процесс изготовления трафарета включает в себя создание электронного документа с данными о расположении отверстий и вырезов, а затем с помощью лазерной или химической обработки создание физического трафарета.
В процессе использования трафарета происходит нанесение пасты для пайки на верхнюю поверхность трафарета, после чего паста проходит через отверстия и вырезы, попадает на печатную плату и образует точные и равномерные пайки. Трафареты обеспечивают высокую точность и повторяемость процесса пайки, что экономит время и ресурсы при изготовлении печатных плат. Они также помогают предотвратить возможные ошибки и дефекты, такие как недостаточное количество пасты или неправильное выравнивание.
Использование трафаретов для печатной платы является неотъемлемой частью производства электронных устройств. Они позволяют ускорить процесс монтажа, улучшить качество пайки и повысить надежность соединений, что в итоге влияет на общую производительность и надежность устройства.
Какие задачи решает?
Трафарет для печатной платы – это основной инструмент при изготовлении электронных плат, который позволяет создать металлический шаблон для нанесения пайки на плату. Трафареты выполняют несколько важных задач, обеспечивая высококачественное и эффективное производство печатных плат:
- Выравнивание компонентов на плате: трафарет определяет точные положения контактов компонентов на поверхности платы, обеспечивая правильное позиционирование при пайке. Это позволяет избежать смещений и дефектов при монтаже компонентов.
- Точная дозировка паяльной пасты: трафарет содержит отверстия, которые определяют нужное количество паяльной пасты, которое будет нанесено на плату. Это помогает избежать избыточного или недостаточного количества пасты, что влияет на качество пайки и свойства контактов.
- Предотвращение коротких замыканий: благодаря малым отверстиям в трафарете, позволяющим проходить только паяльной пасте, предотвращается попадание пасты на соседние контакты и короткие замыкания.
- Создание четких и однородных контактов: трафарет равномерно наносит паяльную пасту на плату, что обеспечивает создание четких и однородных контактов между компонентами и платой. Это важно для обеспечения надежной работы электронных устройств.
Трафареты для печатных плат являются неотъемлемой частью процесса производства и монтажа электроники. Они гарантируют качество и надежность плат, а также ускоряют процесс сборки. Правильное применение трафаретов повышает эффективность производства и минимизирует количество дефектных изделий.
Преимущества использования трафарета для печатной платы
Трафарет для печатной платы – это инструмент, который используется в процессе производства электронных устройств. У него есть ряд преимуществ, которые делают его неотъемлемой частью процесса изготовления печатных плат.
- Точность и повторяемость: Трафареты разрабатываются с учетом требований к расположению компонентов на плате. Использование трафарета позволяет обеспечить высокую точность и повторяемость при нанесении паяльной пасты или паяльного препарата на плату.
- Увеличение производительности: Трафареты позволяют существенно увеличить скорость процесса нанесения пасты или препарата на печатную плату. Автоматический нанесение, совмещение и сглаживание производятся быстро и эффективно, что сокращает время производства и повышает производительность.
- Снижение затрат: Использование трафарета позволяет экономить на материалах, так как точное нанесение пасты или препарата уменьшает количество отходов и исключает переизбыток наносимого вещества.
- Улучшение качества пайки: Трафареты позволяют достичь высокого качества пайки печатных плат. Равномерное и точное нанесение пасты или препарата на плату обеспечивает надежные контакты и сводит к минимуму дефекты, такие как недостаточная пайка или короткое замыкание.
- Вариативность производства: Трафареты могут быть разработаны под различные платы, с учетом специфических требований каждого проекта. Это позволяет производить печатные платы с разными конфигурациями и дизайнами.
Использование трафаретов для печатной платы является важным и неотъемлемым этапом процесса производства электроники. Он позволяет достичь высокой точности, повторяемости и качества при нанесении паяльной пасты или препарата на плату, снизить затраты и увеличить производительность.
Как правильно выбрать трафарет для печатной платы?
Трафарет для печатной платы является одной из ключевых составляющих процесса производства электронных устройств. Он играет важную роль в точности и качестве нанесения паяльной пасты на печатную плату. Правильный выбор трафарета влияет на процесс сборки и надежность конечного продукта.
При выборе трафарета следует учитывать несколько основных факторов:
- Уровень сложности дизайна печатной платы. Если на плате присутствуют очень мелкие компоненты или тонкие проводники, то требуется трафарет с более тонкими отверстиями для нанесения паяльной пасты. В таких случаях обычные трафареты могут не обеспечить точность и качество нанесения пасты.
- Материал трафарета. Одним из наиболее распространенных материалов для трафаретов является нержавеющая сталь. Она обладает высокой прочностью и долговечностью, что позволяет использовать трафарет в течение длительного времени. Также существуют трафареты из никеля и никелевых сплавов, которые обеспечивают еще более точное нанесение паяльной пасты.
- Толщина трафарета. Выбор толщины трафарета зависит от размеров компонентов и размеров отверстий для нанесения пасты на плату. Обычно для больших компонентов используют толщину трафарета около 100-120 микрон, в то время как для мелких компонентов требуется более тонкий трафарет с толщиной в диапазоне 80-100 микрон.
- Тип профиля отверстий трафарета. В зависимости от требований к нанесению паяльной пасты могут использоваться различные типы профилей отверстий в трафарете: квадратные, круглые или неправильные. Выбор профиля определяется требуемым объемом и распределением паяльной пасты на печатной плате.
- Процессы нанесения паяльной пасты и регистрации. При выборе трафарета необходимо учитывать особенности используемого процесса нанесения паяльной пасты и регистрации компонентов. От этого зависит, какой тип трафарета будет наиболее подходящим для конкретного производства.
Правильный выбор трафарета для печатной платы значительно улучшает качество процесса нанесения паяльной пасты и, как следствие, качество и надежность конечного изделия. Следует учитывать все перечисленные факторы, чтобы выбрать оптимальный трафарет, соответствующий требованиям конкретной печатной платы и процесса производства.
Технология применения трафарета для печатной платы
Трафарет для печатной платы – это основной инструмент, используемый в производстве электронных устройств. Он необходим для нанесения паяльной пасты на печатную плату перед монтажом компонентов. Технология применения трафарета включает несколько этапов.
- Подготовка трафарета: трафарет изготавливается из металлической фольги с отверстиями, соответствующими падам паяльной пасты на печатной плате. Отверстия могут быть квадратными или круглыми в форме отверстий на плате. Трафарет должен быть чистым и плотно прилегать к поверхности печатной платы.
- Нанесение паяльной пасты: паста наносится на трафарет с помощью специального инструмента – паяльной пасты нанесения. Трафарет располагается над печатной платой, и паста выдавливается через отверстия трафарета на плату.
- Распределение паяльной пасты: паста, нанесенная на печатную плату, равномерно распределяется по плоскости паяльных падов с помощью движения трафарета. Избыток пасты остается на поверхности трафарета.
- Отделение трафарета: после распределения паяльной пасты на печатной плате, трафарет отделяется от платы. Паста остается только на паяльных падах, готовых для монтажа компонентов.
- Монтаж компонентов: на печатную плату с нанесенной паяльной пастой устанавливаются компоненты. После этого плата проходит процесс пайки, при котором расплавленная паста образует пайку, соединяющую компоненты с платой.
Трафарет для печатной платы является неотъемлемой частью производства электроники. Он обеспечивает точное нанесение паяльной пасты на печатную плату, что в свою очередь позволяет создавать надежные и качественные электронные устройства.
Рекомендации по уходу и хранению трафарета для печатной платы
Трафареты для печатных плат являются важным инструментом для получения качественных результатов при производстве электронных устройств. Для того, чтобы трафарет прослужил долгое время и не потерял своих свойств, необходимо следовать рекомендациям по его уходу и хранению.
- Очистка: После каждого использования трафарет необходимо тщательно очищать от остатков паяльной пасты. Для этого рекомендуется использовать специальные растворители или ацетон. Очистку следует проводить в сухом и хорошо проветриваемом месте, чтобы избежать повреждения материала трафарета.
- Хранение: Трафареты должны храниться в сухом помещении, защищенном от прямых солнечных лучей и влаги. Рекомендуется использовать плотно закрывающийся пластиковый контейнер или пакет для хранения. Трафареты следует хранить отдельно от других инструментов или материалов, чтобы избежать повреждения.
- Защита от повреждений: Для предотвращения повреждений трафарета во время использования, рекомендуется использовать специальные рамки или устройства для натяжения трафарета на печатную плату. Также следует избегать резких движений и ударов по трафарету, чтобы не повредить его поверхность.
- Проверка: Регулярно проверяйте состояние трафарета. Если на поверхности трафарета образовались повреждения, трещины или затертости, необходимо заменить трафарет, чтобы избежать снижения качества печати.
Следуя этим рекомендациям, вы сможете максимально продлить срок службы трафарета для печатной платы и поддерживать необходимое качество печати. Не забывайте также о правильном использовании и хранении других компонентов и инструментов, связанных с процессом производства печатных плат.
Вопрос-ответ
Что такое трафарет для печатной платы?
Трафарет для печатной платы – это специальная печатная пластина с вырезанными отверстиями для нанесения паяльной пасты на печатной плате в процессе ее производства.
Зачем нужен трафарет для печатной платы?
Трафарет для печатной платы испольузется для точного нанесения паяльной пасты на печатную плату в нужных местах. Это позволяет создавать качественные электрические соединения между компонентами и контактными площадками на плате.
Как работает трафарет для печатной платы?
Трафарет для печатной платы обычно изготавливают из металла или специального пластика. Он помещается над печатной платой, а паяльная паста растекается через отверстия трафарета и наносится на контактные площадки на плате.
Какие материалы используются для изготовления трафаретов для печатных плат?
Трафареты для печатных плат обычно изготавливаются из нержавеющей стали или специальных пластиков, таких как фотополимеры или микроэлектронные полимеры.
Как выбрать подходящий трафарет для печатной платы?
При выборе трафарета для печатной платы следует учитывать такие факторы, как размер отверстий, толщина печатной платы, тип паяльной пасты и требования к точности нанесения. Лучше всего обратиться к профессионалам или посоветоваться с опытными радиоэлектронщиками.
Существуют ли альтернативы использованию трафарета для печатной платы?
Да, существуют альтернативные способы нанесения паяльной пасты на печатную плату, такие как ручное нанесение с помощью иглы или использование специальных насадок на паяльные станции. Однако использование трафарета является наиболее точным и эффективным методом в производстве печатных плат.
Методы нанесения материалов на печатную плату для поверхностного монтажа

Монтаж печатных плат
Автор pcbdesigner.ru На чтение 10 мин Опубликовано Обновлено
Существует пять основных методов нанесения клеев, флюсов и паяльных паст на печатную плату.
- Нанесение (перенос) материалов с помощью стержней.
- Трафаретная печать.
- Дозирование материалов с помощью пульсационного нагнетательного насоса-дозатора.
- Дозирование материалов с помощью винтового насоса.
- Дозирование материалов с помощью поршневого насоса.
Использование последних трех методов нанесения материалов (флюсов, клеев, припоев) на печатную плату с применением систем дозирования реагентов позволяют нанести по одной точке соответствующего материала за один раз. Первые же два способа (метод стержней и трафаретная печать) позволяют наносить материалы сразу в нескольких местах за один шаг. Соответственно каждый из пяти представленных методов нанесения материалов на печатную плату работает по-своему, имеет свои достоинства и недостатки.
Метод стержней – самый простой способ нанесения клея или флюса на печатную плату. Несмотря на то, что один стержень может быть использован для нанесения клея (или паяльного флюса) только в одном месте за один раз, для нанесения материала в нескольких местах можно использовать матрицу стержней. Основные этапы работы оборудования для нанесения клея, работающего по методу стержней, представлены на рисунке 1.

Как и было отмечено ранее, данный метод в основном используют для нанесения клеев и флюсов, однако он плохо подходит для нанесения паяльной пасты. Стержень погружают в резервуар с материалом, который будет наноситься на печатную плату. Длина и диаметр стержня определяют количество материала, набранного в резервуаре. Затем стержень опускают на печатную плату в том месте, где нужно нанести точку клея или флюса. Поверхностное натяжение заставляет часть клея или флюса стечь на плату. В этот момент важно, чтобы стержень не касался платы, поскольку это нарушит форму точки материала. Для этого метода нанесения нужна относительно плоская и ровная подложка. Использование матрицы стержней позволяет наносить клей на печатные платы даже после установки компонентов в сквозные отверстия.
Аналогичный принцип используется для нанесения флюса на шарики припоя DCA/FC-корпусов. Кристалл погружают в ванну с тонкой пленкой флюса. Глубина флюса позволяет смачиваться только шарикам припоя, таким образом, шарики становятся стержнями, которые переносят капли флюса. Флюс на шариках припоя переносится на печатную плату, где фиксируют шарики, и выполняет функции флюса во время последующей пайки оплавлением.
Важной проблемой метода нанесения материалов (клеев и флюсов) с помощью метода стержней является использование открытых ванн с клеем или флюсом. Клеи легко впитывают влагу из воздуха. У флюсов легко испаряется носитель (вода или спирт) и, возможно, другие компоненты. Любой из этих процессов приводит к изменению свойств материала, что влияет на количество жидкости на стержне и размер точки на печатной плате (включая процесс смачивания шариков припоя перевернутого кристалла, описанный выше). Клеи должны обладать достаточной «прочностью жидкости», а флюсы – удерживать компонент на месте в течение всего срока размещения компонента на печатной плате и последующего транспортирования печатной платы в печь для отверждения клея или оплавления припоя.
Технология трафаретной печати
Трафаретная печать может использоваться для клеев, а также паяльной пасты. Низкая вязкость большинства флюсов препятствует их успешному нанесению этим методом. Метод трафаретного нанесения материалов на печатную плату основан на том, что клей или паяльная паста наносятся через отверстия в трафарете, которые называются апертурами. Апертуры трафарета расположены над теми местами печатной платы, на которые требуется нанести клей или паяльную пасту. Нанесение материала осуществляется ракелем, который во время прохода над трафаретом продавливает некоторое количество клея или паяльную пасты в его апертуры, как это показано на рисунке 2.
На рисунке 2 также показано различие между трафаретами с частично закрытыми (сетчатыми) и открытыми апертурами. Конструкции обоих типов определяют специфику и области применения обоих устройств в технологии трафаретной печати. Трафарет с частично закрытыми апертурами состоит из двух слоев: слоя эмульсии и пленки, которая удерживает эмульсию. Апертуры, через которые клей или паяльная паста наносятся на плату, создаются путем фотохимического фрезерования. Клей или паяльная паста просто протекают сквозь сетку, которой закрыты апертуры.
Трафарет с открытыми апертурами представляет собой лист металла или сплава (обычно из молибдена, никеля, латуни или нержавеющей стали), в котором проделаны отверстия. Апертуры могут быть получены с помощью одной из следующих технологий или их комбинации:
- фототехнологии (метод фотохимического фрезерования);
- лазерная резка;
- гальванопластика.
Выбор технологии изготовления зависит от требуемых размеров и плотности расположения апертур. Трафареты с частично закрытыми апертурами в большинстве случаев заменили трафареты с полностью открытыми апертурами не только из-за простой конструкции, но и потому, что их можно приспособить к печати материалов на платах с высокой плотностью мелких компонентов.
От толщины трафаретов и размера отдельных апертур зависит количество клея или паяльной пасты, нанесенной на печатную плату . Вторичными факторами, определяющими качество трафаретной печати, являются качество стенок апертуры, вязкость материала, твердость и скорость ракеля. В случае с паяльной пастой, ее количество, фактически нанесенное на печатную плату, обычно меньше объема апертуры, который рассчитывают как произведение длины, ширины апертуры и толщины трафарета. Степень этого несоответствия называется фактором переноса или коэффициентом переноса. Значения данного коэффициента могут варьироваться от 60% для очень маленьких апертур до почти 100 % для больших апертур.
Трафаретная печать является наиболее широко используемым средством для нанесения паяльной пасты при поверхностном монтаже печатных плат. Для трафаретной печати через сетчатый трафарет (80 отверстий на кв. дюйм) предпочтительно выбирать паяльную пасту с вязкостью от 250 до 550 кспз (килосентипуазов). В случае трафаретной печати через трафарет с полностью открытыми отверстиями нужна паста с вязкостью 400-800 кспз. Для высоких объемов электронного монтажа на одну печатную плату необходимо нанести несколько десятков тысяч точек паяльной пасты. Этот процесс в настоящее время разрабатывается для печати в отверстия и PIP-технологии.
Трафаретную печать паяльной пасты также осуществляют с использованием ступенчатых трафаретов. Такие трафареты изготавливают двух типоразмеров с различной толщиной, их используют, когда на печатной плате нужно установить настолько широкий диапазон устройств разнообразных конфигураций с различным шагом, что с помощью одного трафарета невозможно нанести все необходимые точки паяльной пасты. При нанесении паяльной пасты для устройств с малым шагом используют тонкие секции трафарета, а для компонентов с большим шагом — толстые. Эти трафареты дороже в изготовлении, чем трафареты одной толщины.
Трафаретная печать клея или паяльной пасты имеет ряд недостатков.
- Метод трафаретной печати должен выполняться за один проход. Если же паста была нанесена неправильно, печатную плату удаляют и отмывают перед следующим проходом.
- Во-вторых, технология трафаретной печати подразумевает, что поверхность печатной платы должна быть плоской и не иметь неровностей, которые могут помешать плотному наложению трафарета на ее поверхность, поскольку паста или клей будут продавливаться ракелем в апертуры. Таким же образом необходимо очищать трафарет от остатков паяльной пасты перед последующим использованием в целях сведения к минимуму дефектов трафаретной печати, которые могут впоследствии привести к дефектам паянных соединений, если не будут обнаружены перед процессом пайки оплавлением припоя.
- В-третьих, трафареты изнашиваются с течением времени, в результате увеличивается число дефектов печати. Чем прочнее металл или сплав трафарета, тем дольше срок его эксплуатации. Например, латунные трафареты, которые относительно дешевы, имеют короткий срок службы Трафареты из нержавеющей стали имеют более длительный срок службы но они значительно дороже.
При печати через трафареты с открытыми апертурами для монтажа компонентов с периферийными и матричными выводами и шагом более 0,5 мм бессвинцовые припойные пасты демонстрируют те же свойства, что и оловянно-свинцовые. При меньших шагах и соответственно меньших размерах апертур коэффициент переноса бессвинцовых паст несколько снижается. Вероятной причиной является сниженная плотность частиц бессвинцовых сплавов, поэтому их меньшее количество проходит через апертуры трафарета. Следовательно, нужно слегка увеличить размер апертур, чтобы нанести количество бессвинцовой пасты, необходимое для получения паянного соединения.
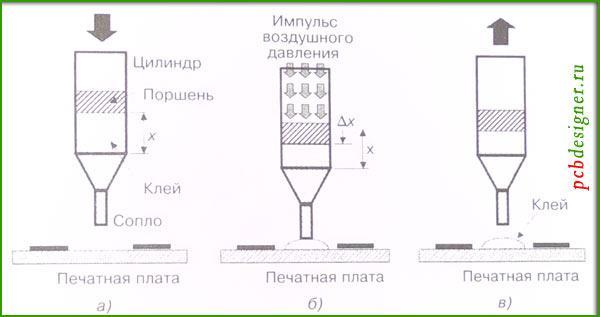
Пульсационный нагнетательный насос-дозатор относится к системам дозирования реагентов для нанесения на печатную плату и позволяет наносить пасту с помощью приложения к резервуару с материалом импульса давления в течение определенного времени (рисунок 3). Из сопла насоса выбранного диаметра выдавливается точно контролируемое (дозируемое) количество клея или паяльной пасты и наносится на плату. Часто материал поставляется уже расфасованным в шприцы, которые вставляют в монтажный автомат.
Как и в случае остальных технологий нанесения материалов, свойства клея или паяльной пасты играют важную роль и определяют постоянство размеров точек на различных местах. При эксплуатации насоса-дозатора следует строго придерживаться требований к сроку годности материалов, особенно тех, что находятся внутри дозатора из-за их быстрого разложения на открытом воздухе в условиях сборочного цеха. Желаемая вязкость материалов для нанесения через сопло насоса составляет от 100 до 400 кспз.
Автоматы с установленными поршневыми насосами-дозаторами способны наносить материалы на одной печатной плате в виде точек различного размера. Один из методов использования насоса-дозатора заключается в установке на одну головку сопел или шприцев различного размера и приложении одинакового импульса давления. Второй подход заключается в предварительном программировании времени и силы давления в насосе-дозаторе, чтобы получить точки материала различного размера из одного и того же сопла или шприца. Эта технология с использованием насоса-дозатора занимает гораздо больше времени, чем трафаретная печать. Тем не менее, она обеспечивает большую гибкость с точки зрения строгого контроля количества и расположения точек клея или паяльной пасты.
В винтовом насосе для нанесения паяльной пасты или клея использован архимедов винт, который через сопло выталкивает определенную порцию материала (рисунок 4). Скорость и продолжительность поворота винта, а также размер отверстия, определяют количество клея или пасты, нанесенной на печатную плату. Как и в случае поршневого насоса-дозатора, с помощью различных шпинделей (головок) или компьютерных программ, изменяющих скорость вращения винта или продолжительность его поворота, можно изменять объем точек материала, наносимых через сопло с отверстием одного размера. Все остальные соображения относительно подбора вязкости клея или паяльной пасты и их срок годности также следует учитывать при использовании данного насоса.

В поршневом насосе для контроля количества наносимого клея используется движение поршня, а не импульс давления воздуха. Этот метод применяется в основном для нанесения клея (рисунок 5) Во-первых, сопло погружают в ванну с клеем, из которой насос всасывает постоянное количество клея. Оно заполняет отверстие и небольшой цилиндр в верхней части отверстия. Для этого метода лучше использовать жидкости с низкой вязкостью. Сравнительно трудно набрать в насос очень вязкие жидкости, такие как припойная паста и некоторые клеи. Далее поршень движется вниз в цилиндре, выдавливая точное количество клея из сопла на печатную плату. При использовании этого метода на печатную плату выдавливается постоянный объем материала. Кроме того, размеры цилиндра, скорость, с которой перемещается поршень, а также вязкость клея сильно влияют на объем клеевой точки. Необходимо также использовать материалы в соответствии с их сроком годности.

Основная цель каждой из пяти технологий нанесения материала — нанесение строго определенного и постоянного количества клея или паяльной пасты на каждом заданном участке печатной платы. Слишком малая клеевая точка, особенно по высоте, не сможет закрепить компонент на печатной плате. Слишком большое количество клея растечется по контактной площадке и нарушит качество пайки. Из-за недостаточного количества пасты станет невозможным получение качественного паянного соединения, а в худшем случае может произойти обрыв цепи. Избыток паяльной пасты связан с образованием галтелей, которые трудно обнаружить после пайки, а также с вероятностью коротких замыканий между соседними межсоединениями.
Поверхностный монтаж: трафарет и печь оплавления в домашних условиях

Когда начинаешь искать возможности произвести на продажу малую партию собственных электронных устройств, то обнаруживаешь, что эту задачу можно решить, не вставая с кресла. Например, так работает сервис Seeed, организующий не только производство, но и продажу ваших устройств. Если же вы не уверены, будет ли спрос, или просто желаете сэкономить, то оптимальным вариантом, на мой взгляд, будет заказать печатные платы где-нибудь в Китае, а себе оставить монтаж поверхностных (SMD) компонентов в домашних условиях. Я хочу рассказать, как можно существенно ускорить поверхностный монтаж с помощью самодельных трафаретов и импровизированной печи оплавления.
Делаем трафарет
Трафарет (англ. stencil) в контексте поверхностного монтажа — это тонкая пластина с вырезанными под контактные площадки отверстиями. Он накладывается на печатную плату и намазывается паяльной пастой с помощью шпателя. Далее трафарет убирается, а на контактных площадках остается ровный слой паяльной пасты.
Пример использования трафарета из EEVblog
Обычно трафареты вырезаются из стали или пластика, но это может обойтись дорого в масштабах малых партий. Например, при заказе плат 5х5 см мне предлагали изготовить трафарет за $25. Я же собираюсь рассказать, как за полчаса сделать трафарет из алюминиевой банки, используя ЛУТ !
 Вырезаем из пивной банки прямоугольник, выравниваем его горячим утюгом. Не переживайте, что не удается полностью устранить вогнутость — при наложении трафарета на плату мы будем прижимать его канцелярскими прищепками!
Вырезаем из пивной банки прямоугольник, выравниваем его горячим утюгом. Не переживайте, что не удается полностью устранить вогнутость — при наложении трафарета на плату мы будем прижимать его канцелярскими прищепками!- Зачищаем внутреннюю сторону прямоугольника мелкой наждачкой, чтобы снять защитный слой. Некоторые люди пишут, что снимают верхний слой едким натром. На некоторые виды банок действует ацетон после подогрева их утюгом. Но вообще наждачкой это делается за минуту
- Печатаем лазерным принтером негатив на специальной бумаге для переноса тонера (англ. toner transfer paper). Эта бумага полностью отдает свой тонер за один (!) проход ламинатора, на удивление дешева, не требует раскисания в воде и может быть снята сразу после переноса тонера
 Прикрепляем негатив к зачищенной и протертой спиртом стороне прямоугольника с помощью каптоновой клейкой ленты (англ. kapton tape). Ее особенность в том, что она выдерживает высокие температуры, сохраняя клейкие свойства. Очень упрощает изготовление двухсторонних плат, когда надо точно закрепить бумагу напротив заранее проделанных отверстий
Прикрепляем негатив к зачищенной и протертой спиртом стороне прямоугольника с помощью каптоновой клейкой ленты (англ. kapton tape). Ее особенность в том, что она выдерживает высокие температуры, сохраняя клейкие свойства. Очень упрощает изготовление двухсторонних плат, когда надо точно закрепить бумагу напротив заранее проделанных отверстий  Пропускаем полученный бутерброд через ламинатор (один раз), снимаем бумагу. Тонер с бумаги полностью перешел на прямоугольник. Чтобы не протравить дырки через случайные царапины, заклеиваем заготовку скотчем с двух сторон, кроме кусочка, который надо вытравить. Наверное, вместо ламинатора можно использовать горячий утюг, как это обычно делается в ЛУТе, но ламинатором все-таки удобнее.
Пропускаем полученный бутерброд через ламинатор (один раз), снимаем бумагу. Тонер с бумаги полностью перешел на прямоугольник. Чтобы не протравить дырки через случайные царапины, заклеиваем заготовку скотчем с двух сторон, кроме кусочка, который надо вытравить. Наверное, вместо ламинатора можно использовать горячий утюг, как это обычно делается в ЛУТе, но ламинатором все-таки удобнее.  Вытравливаем в отработанном (после травки меди) растворе хлорного железа. Этот раствор представляет собой смесь хлорного железа и хлорной меди. По моим наблюдениям, такая смесь взаимодействует с алюминием гораздо более бурно, чем чистый раствор хлорного железа. При вытравливании смахиваем образующийся бурый налет мягкой кисточкой и периодически проверяем, не пора ли доставать наш трафарет (чтобы не перетравить!)
Вытравливаем в отработанном (после травки меди) растворе хлорного железа. Этот раствор представляет собой смесь хлорного железа и хлорной меди. По моим наблюдениям, такая смесь взаимодействует с алюминием гораздо более бурно, чем чистый раствор хлорного железа. При вытравливании смахиваем образующийся бурый налет мягкой кисточкой и периодически проверяем, не пора ли доставать наш трафарет (чтобы не перетравить!)  Снимаем скотч, обрезаем трафарет под размер платы. Если в окнах трафарета виднеются обрезки защитного слоя банки, их можно снять липкой стороной скотча
Снимаем скотч, обрезаем трафарет под размер платы. Если в окнах трафарета виднеются обрезки защитного слоя банки, их можно снять липкой стороной скотча- Трафарет прижимается к плате канцелярскими прищепками, тонером вниз. В качестве шпателя можно использовать пластиковую карточку или картонку. После использования не забудьте протереть спиртом и трафарет, и шпатель, чтобы очистить их от налипшей пасты
Делаем печь
Немного о температурном профиле
Правильное оплавление паяльной пасты требует соблюдения ее температурного профиля. Например, профиль для бессвинцовой паяльной пасты может быть таким (из википедии):

Быстрый нагрев до 150 °C, томление 1 — 2 минуты, быстрый нагрев до 230 °C, оплавление 30 секунд, охлаждение. Смысл всех этих температурных зон в том, что они инициируют процессы, необходимые для образования надежных контактов без лишнего перегрева компонентов. В одной зоне активизируется флюс, в другой расплавление припоя. Существует промышленный стандарт , описывающий рекомендуемые параметры каждой зоны.
Вообще, самый дешевый и простой способ оплавления паяльной пасты — это вот такой:

Говорят, что подойдет и сковородка
Еще для оплавления паяльной пасты можно использовать термофен, задувая отдельные компоненты или площади до тех пор, пока паста не расплавится и не создаст контакт. Я активно применял этот способ для своих девайсов, но это было долго, приводило к ненадежным контактам и перегреву элементов. Например, пассивные элементы могли поменять свои значения в пределах 5-10%! Особенно это стало актуально после перехода на бессвинцовую паяльную пасту, требующую бóльшую температуру для оплавления.
И вот оказывается, что люди в интернете уже давно научились переделывать дешевые электродуховки в неплохие печи оплавления (англ. reflow oven) с правильным температурным профилем. Я тоже решил последовать их примеру и расскажу, что у меня получилось.
Я начал с того, что стал мониторить доску объявлений по продаже б/у электродуховок. Через какое-то время появилось объявление о продаже DeLonghi мощностью 2.2 кВт с двумя ТЭН ами всего за $30. Правда, впоследствии оказалось, что ТЭНы были подпорчены в процессе эксплуатации и выделяли на 300 Вт тепла меньше.

Открыв корпус, я обнаружил, что внутри все очень хорошо организовано, и подключиться к ТЭНам будет просто.
Для управления ТЭНами я взял самые дешевые твердотельные реле (англ. solid-state relay, SSR) с оптической развязкой на 25А, по $3 за штуку.

В качестве контроллера я выбрал ControLeo, купив его за $60 вместе с термопарой и доставкой из США. Девайс пришел в виде набора, который еще надо было допаять, рассверлить, собрать:

Контроллер имеет двухстрочный ЖК-экран, две кнопки управления и четыре +5В выхода на реле. Программный код открыт и может быть залит на устройство посредством USB и Arduino IDE. Через кнопки управления реализовано меню с возможностью настроить и протестировать выходы, а также начать процесс оплавления. Настройки сохраняются в постоянной памяти. Кроме того, при их изменении запускается обучающий режим, в котором контроллер корректирует время включения/выключения реле для выполнения требований промышленного стандарта оплавления .
Пример работы контроллера
В соответствии со стандартом, скорость нагрева печи оплавления должна быть не меньше . Первые тесты показали, что обычных мощностей печки не хватает, и скорость нагрева всего . Тогда я предпринял несколько шагов по улучшению скорости нагрева. Каждый шаг добавил примерно :
- Утеплил печь брусками базальтовой ваты, завернутыми в фольгу (чтобы не дышать микроскопической базальтовой пылью)
- Добавил новый ТЭН на 800 Вт — оказывается, их очень легко купить на хозяйственном рынке, только скажи размер!
- Перевернул печь вверх ногами (!), поскольку большие потери тепла шли через щель стеклянной двери

Таким образом, печь заработала. После нескольких экспериментов я пришел к выводу, что платы можно размещать прямо на прилагаемой к печке металлической решетке, а термопару располагать над платой, зафиксировав провод канцелярской прищепкой. Тесты показали, что изменение номиналов пассивных элементов — минимальные. В общем, печь готова — бери запекай!