Какой флюс лучше для пайки алюминия
При упоминании такого процесса, как пайка алюминия, многих мастеров бросает в холодный пот. Этот материал настолько коварный, что так и норовит напакостить бедному пользователю. Однако практика показывает, что большая часть проблем связана с банальным незнанием особенностей алюминия и применением присадок для других металлов. В результате обычная пайка превращается в сущий ад.
Сегодня мы расскажем про все тонкости работы с этим металлом, чтобы развеять ваши страхи.
Почему алюминий плохо паяется
Металл, а также его сплавы, категорически не переносят пайку. Любые попытки нанести припой в зону соединения заканчиваются провалом – он просто не пристанет. В сравнении с медью и другими материалами, алюминий можно смело назвать самым худшим.
Причина кроется в таком явлении, как оксидная пленка. Алюминий достаточно активно и быстро реагирует с находящимся в воздухе кислородом. Даже после зачистки места пайки, поверхность быстро покрывается новым слоем оксида.
Пленка является собственной защитой алюминия. Она выдерживает большие температуры без разложения. Оксид отличается химической стойкостью, именно этим объясняется инертность алюминия к окружающей среде. Металл попросту не чувствителен к флюсам, которые используется при классической пайке цветных материалов.
Кроме того, в состав классического припоя входят олово, кадмий и другие элементы. Алюминий крайне неохотно контактирует с этими металлами, отказываясь образовывать соединение.
Сам металл обладает относительно низкой температурой плавления – около 660 градусов. Оксидная пленка наоборот, показывает высокие показатели стойкости к нагреву. Такая разница температур вызывает дополнительные осложнения в процессе спаивания.
Используем правильные компоненты
Чтобы пайка дала качественный, прочный шов, необходимо использовать припой с добавлением цинка. Этот элемент отличается хорошей растворимостью с алюминием и позволяет паять высокопрочные соединения.
Второй важный момент – удаление оксидной пленки. Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Более эффективными являются флюсы для алюминия. Их преимущества:
- быстрое действие;
- полное удаление оксида в зоне работы паяльником;
- способствуют более прочному соединению.
Для алюминия подходят только активные составы с достаточной реакционной способностью!
Основными компонентами таких растворов являются муравьиная, уксусная, олеиновая кислоты. Показатель их реакционной способности возрастает с нагревом. Таким образом, оксид полностью разрушается под флюсом, оставляя чистое место.
Выбор оптимального флюса
Для алюминиевых деталей подходят следующие составы:
- Ф59 – предназначен для относительно небольших температур, подходит для сплавов с медью и сталью;
- Ф61 – кроме алюминия подходит для других цветных металлов при температуре паяльника до 320 градусов;
- Ф54 (А) – выполнен на основе триэтаноламина, подходит для домашних работ;
- Ф64 – активный флюс для алюминия и сплавов (дюраль, силумин).
На практике также применяются и другие, импортные составы, однако их действие схожее с описанными.
Стоит отметить, что каждый флюс для Al имеет активные компоненты в своем составе: хлориды, кислоты и другие компоненты, небезопасные при контакте с человеком. Чтобы уберечь себя от последствий воздействия агрессивной среды, в процессе работы важно соблюдать правила безопасности.
Не стоит волноваться – при соблюдении правил пайка алюминия не вызовет трудностей.
Флюс для пайки алюминия Ф61а 30мл. (пластиковый флакон с капельницей)

Предназначение: для пайки алюминия и сплава АМЦ с медью и сталью припоями на основе олово-цинк и цинк-кадмий. Материал: пластиковый флакон с капельницей.
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы.
Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
Производитель * Тип сварки/резки Пайка Тип аппаратуры/изделия Флюс Температура максимальная С. * Диаметр №1 мм. * Материал №1 Алюминий/Медь Материал №2 Алюминий/Медь Габариты, Вес ед. изм.: **мм.,
Выбираем флюс для пайки
Сначала надо разобраться что такое флюс. Флюс это вещество, которое позволяет горячему жидкому припою смачивать места пайки. После остывания припоя образуется пайка. Если это сделать без флюса, то получится холодная пайка, которая может отвалиться сразу или со временем. Все флюсы в горячем состоянии проявляют кислотные свойства. Многие являются кислотами и при обычной температуре, например ортофосфорная кислота, паяльная кислота. Чем выше кислотные свойства во время пайки тем сильнее флюс, качественнее и быстрее будет пайка. Вот список выпускаемых нами флюсов в порядке увеличения их активности. Чем больше номер тем выше активность флюса.
- Канифоль
- Жидкая канифоль
- Флюс паста
- Жидкая канифоль LUX
- канифоль гель
- канифоль гель актив
- ЛТИ-120
- Глицерин гидразиновый флюс
- ФИМ
- Ф-34
- Паяльная кислота
- Ортофосфорная кислота
- Ф-64
А значит ли это, что можно взять самый сильный флюс и спаять всё? Увы нет. Например самый сильный флюс выпускаемый нами это Ф-64 — флюс для алюминия и он имеет соответствующую для этого химию. А вот для пайки меди самой сильной окажется «Ортофосфорная кислота». Но в остальном, если Вам не хватает активности флюса, надо посмотреть на этот список и взять более активный, следующий по номеру. Отрезвит от выбора слишком активного флюса и список безопасности остатков:
- Паяльная кислота
- Ортофосфорная кислота
- Ф-64
- Ф-34
- ФИМ
- Глицерин гидразиновый флюс
- ЛТИ- 120
- Жидкая канифоль LUX
- Канифоль гель Актив
- Канифоль гель
- Жидкая канифоль
- Флюс паста
- Канифоль
Самый высокий номер — самый безопасный флюс. Надо понимать, что выбирая более активный флюс Вы увеличиваете опасность окисления места пайки. Но даже остывающая канифоль может создавать на полированной меди зеленоватый налёт.
Выбор флюса по теме пайки
1. Пайка радиодеталей небольшого размера на печатную плату.
Если все детали залужены то Вам подойдёт Жидкая канифоль или ЛТИ-120. Удалять остатки не требуется, но добейтесь их высыхания т. к. жидкие остатки могут иметь мегоомные сопротивление. Жидкую канифоль может заменить флюс паста, благодаря своей пастообразной форме и не сохнущей основе она имеет некоторые преимущества. Остатки безопасны, но трудны в удалении. Современным средством замены Жидкой канифоли и флюс пасты является Канифоль гель. Обладая всеми преимуществами обоих флюсов он, состоя из видоизменённой канифоли, так же легко удаляется как Жидкая канифоль., при этом обладает более высокой активностью. Гелеобразной заменой ЛТИ-120 является Канифоль гель Актив. По структуре это Канифоль гель а по активности сравним с ЛТИ-120. Канифоль для пайки радиодеталей сегодня применяется уже достаточно редко. Стали широко применяются ЛТИ-120LUX и Жидкая канифоль LUX благодаря их модному свойству абсолютной смываемости водой. К закисшим радиодеталям лучше применить ЛТИ-120 или Канифоль гель актив, а так же новые флюсы ЛТИ-120LUX и Жидкая канифоль LUX.
2. Пайка радиодеталей небольшого размера на печатную плату.
Великолепно справляются с радиодеталями больших размеров канифольные активированные флюсы: ЛТИ-120 или Канифоль гель актив. Так же очень хорошо себя зарекомендовал флюс Глицерин гидразиновый, но после него надо обязательно отчищать места пайки с горячей водой от остатков глицерина. Остатки Глицерин гидразинового флюса не окисляют пайку и для деталей не связанных с электроникой деталей остатки допустимы, но на печатной плате возможны остаточные мега омные сопротивления.
3. Железо, медь, латунь. Детали небольшого размера.
Когда детали малы и к кислотным флюсам можно не прибегать берут Глицерин гидразиновый флюс или ЛТИ-120. Содержащие воду ЛТИ-120LUX и Жидкая канифоль LUX так же могут справиться с этой задачей. Частенько и флюс паста помогает. Иногда важнее не активность флюса а сколько времени он не испарится при температуре пайки, так как деталь ещё прогреть надо а за это время активный, но быстроиспаряющийся флюс испарится. Тут и пригождается флюсы на водной основе, такие как ЛТИ-120LUX и Жидкая канифоль LUX, Глицерин гидразиновый. Кроме того не сохнущие флюсы Канифоль гель Актив и флюс паста по той же причине что и водные могут весьма полезны. В отличии от водных флюсов они не шипят а красиво плавятся.
4. Железо медь латунь, оцинкованное железо. Массивные детали.
В таких случаях берут кислотные флюсы: Паяльную кислоту, Фим, Ортофосфорную кислоту. Кислотные флюсы начинают работать моментально и создаётся впечатление, что деталь нужно меньше греть. Это иллюзия, но она отражает насколько легче поддаются детали пайке при использовании кислотных флюсов. По активности Ортофосфорная кислота и Паяльная кислота более менее похожи. Флюс ФИМ обладает меньшей активностью. Различаются они по своим остаткам после пайки, а для таких активных кислотных флюсов это очень важно. Раньше всех начинают взаимодействовать с металлами остатки Ортофосфорной кислоты. Это тёмнно-серые налёты фосфатов. Но эти остатки достаточно стабильны и создают прочную фосфатную плёнку защищающую металл от окисления. Достаточно сказать что этой кислотой в автомастерских пользуются вместо ненадёжного в гаражных условиях цинкования. Фосфатные покрытия, получаемые таким образом, надёжно защищают железо от ржавчины. Чуть дольше проявляет себя Cl паяльной кислоты. Остатки это хлориды металла которые образуют некрасивые окислы. Если это железо, применяемое на открытом воздухе, то это может стать катализатором очага ржавчины. И на конец флюс ФИМ. Остатки его, в виду малого содержания ортофосфорной кислоты, мало корродийны, поэтому он хорошо подходит для чистых но активных паек. Вопрос который очень часто встаёт у людей паяющих активными флюсами: Что делать когда Вы паяете изделие и последний шов закрывает ёмкость? Часть флюса останется внутри и удалить его уже не получится. Ответ на этот вопрос был найден в советское время при запайке герметичных корпусов инфракрасных приборов для спутников. Последний шов выполнялся исключительно ортофосфорной кислотой. Количество подбиралось ровно столько, сколько необходимо для пайки. Флюс наносился заострённой размоченной в кислоте деревянной палочкой. Достаточность флюса определялась тем насколько разбрызгивается флюс. Проводились контрольные вскрытие после климатических испытаний. На внутренней стороне пайки, где удаление по причине не доступности не могло проводиться, остатки флюса образовывали стойкие фосфатные плёнки которые ни на что не влияли.
Из всего что я сказал понятно, удалять остатки надо. И если в случае с ортофосфорной кислотой удалять остатки необходимо из эстетических соображений, то в случае с паяльной кислотой это предотвратит дальнейшие неприятности. Как удалять остатки кислот? Идеально смыванием в большом количестве воды с кисточкой. Лучше после этого использовать средство Удалитель флюса, нейтрализующее кислотность остатков кислотных флюсов. Так же широко используется протирание влажной тряпочкой. Обычно двух трёх движений хватает. Но надо протирать ни как крошки со стола смахивают а с небольшим усилием, что бы пайка заблестела. Удаление канифольных флюсов лучше проводить «Растворителем канифоли», но можно использовать большинство растворителей продающихся в хозтоварах или спирт.
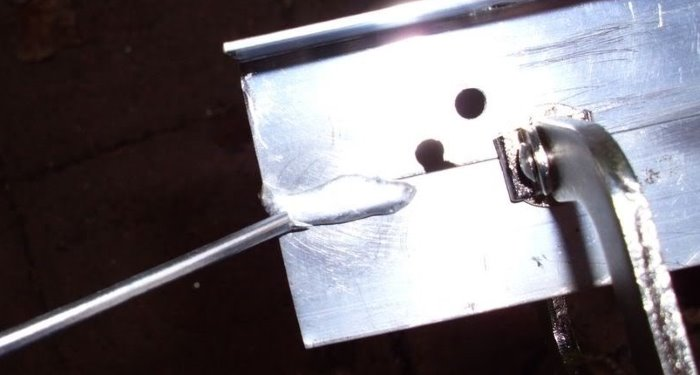
Пайка алюминия.
Существует множество «способов» как спаять алюминий. К примеру натереть под каким ни будь канифольным флюсом жалом паяльника и может быть припой в каком то месте пристанет к алюминию. Всё это больше похоже на добывания огня с помощью трута. Сегодня все пользуются зажигалками. И для пайки алюминия есть современный флюс Ф-64, который легко паяет алюминий просто как канифольный флюс паяет печатную плату. Но не увлекайтесь — паяя много включите вентиляцию. На абсолютно другой химии сделан флюс Ф-34. Он гораздо менее активный, но и во много раз более безопасен. Оба относятся к флюсам остатки которых требуют удаления.
Алюминиевые припои
Алюминиевый припой — сплав на основе алюминия и кремния, применяемый для пайки алюминиевых радиаторов и теплообменников. Припои для алюминия бывают как офлюсованными, так и без флюса. Состав флюса варьируется в зависимости от химического состава припоя. Свойства самих алюминиевых припоев также меняются в зависимости от технических задач заказчика. Пайка алюминия может быть выполнена как горелкой, так и в печи (специальные припои в виде паст). Разнообразие физических свойств припоев для пайки алюминия позволяет применять их как для пайки с небольшим зазором (соединения типа труба в трубе), так и для заделки больших отверстий в алюминиевых деталях. На сегодняшний день, лучшими припоями для пайки алюминия являются алюминиевый припой Castolin 192 FBK и припой для пайки алюминия с медью Castolin 1827. Во всем мире этот припой применяется для пайки алюминия в промышленности, автомобилестроении, судостроении, для ремонта радиаторов и систем кондиционирования.

Быстрый просмотр
Достаточно
930 руб. /упак

Быстрый просмотр
345 руб. /шт

Быстрый просмотр
Достаточно
1 170 руб. /упак

Быстрый просмотр
Достаточно
930 руб. /упак

Быстрый просмотр
Достаточно
14 250 руб. /кг

Быстрый просмотр
15 500 руб. /кг

Быстрый просмотр
17 335 руб. /кг

Быстрый просмотр
3 915 руб. /кг
Наши менеджеры уточнят сроки поставки и свяжутся с вами