Принципы работы и параметры электронно-лучевой трубки (ЭЛТ)
Электронно-лучевая трубка, изобретенная еще в 1897 г., является электронно-вакуумным прибором, который имеет много общего с обычной электронной лампой. Внешне трубка представляет собой стеклянную колбу с удлиненной горловиной и плоской торцовой частью— экраном.
Внутри колбы и горловины, так же как и внутри баллона электронной лампы, располагаются электроды, выводы которых, так же как и у лампы, подпаяны к ножкам цоколя.
Основное назначение электронно-лучевой трубки — образование видимого изображения с помощью электрических сигналов. Подводя к электродам трубки соответствующие напряжения, можно рисовать на ее экране графики переменных напряжения и токов, характеристики различных радиоустройств, а также получать движущиеся изображения, подобным тем, которые мы видим на экране кино.

Рис. 1. Чудесный карандаш.
Все это делает электронно-лучевую трубку незаменимой частью телевизоров, радиолокаторов, многих измерительных и вычислительных приборов.
Какой же «быстрый карандаш» успевает зарисовывать на экране электроннолучевой трубки импульсы тока, которые длятся миллионные доли секунды? Каким образом удается подбирать тона сложного рисунка? Как можно мгновенно «стирать» с экрана одно изображение и с такой же быстротой создать другое? (рис. 1).
Люминесцирующий экран к электронный луч. В основе работы электронно-лучевой трубки лежит способность некоторых веществ (виллемит, сернистый цинк, алюминат цинка:) светиться (люминесцировать) под действием электронной бомбардировки.
Если таким люминесцирующим веществом покрыть изнутри анод обычной электронной лампы, то он будет ярко светиться за счет бомбардировки электронами, образующими анодный ток.
Между прочим, такой люминесцирующий анод используется в одной из специальных электронных ламп — оптическом индикаторе настройки 6Е5С. Люминесцирующим составом покрывают изнутри утолщенный торец колбы, образуя таким образам люминесцирующий экран электронно-лучевой трубки.
С помощью специального устройства —«электронной пушки»— из горловины трубки на экран направляютузкий пучок электродов —«электронный луч».

Рис. 2. Экран светится под действием пучка электронов.
В том месте, где электроны ударяются о люминесцирующий слой, на экране образуется светящаяся точка, которая отлично видна (с торца) снаружи трубки сквозь стекло. Чем большее количество электронов образует луч и чем с большей скоростью эти электроны движутся, тем ярче светящаяся точка на люминесцирующем экране.
Если электронный луч перемещать в пространстве, то и светящаяся точка также будет двигаться по экрану, причем если перемещение луча происходит достаточно быстро, то наш глаз вместо движущейся точки увидит на экране сплошные светящиеся линии (рис. 2).
Если электронным лучом быстро прочертить весь экран строка за строкой и при этом соответствующим образом менять ток луча (т. е. яркость светящейся точки), то на экране можно будет получить сложную и достаточно четкую картину.
Таким образом, изображение на люминесцирующем экране трубки получается с помощью остро направленного пучка электронов и поэтому, так же как и в электронной лампе, основные процессы в трубке связаны с получением и упорядоченным движением свободных электронов в вакууме.
Электронно-лучевая трубка и триод
Электроннолучевая трубка во многом напоминает усилительную лампу — триод. Так же как и в лампе, в трубке имеется катод, испускающий электроны, необходимые для образования электронного луча. От катода трубки электроны движутся к экрану, который, так же как и анод триода, имеет высокий положительный потенциал относительно катода.

Рис. 3. Возникновение вторичных электронов
Однако подача положительного напряжения непосредственно «а экран затруднена, так как люминесцирующее вещество является полупроводником. Поэтому положительные напряжения на экране приходится создавать косвенным путем.
Колбу изнутри покрывают слоем графита, на который и подают положительное напряжение. Электроны, образующие луч, с силой ударяя в люминесцирующее вещество, «выбивают» из него так называемые «вторичные» электроны, которые упорядоченно движутся к графитовому покрытию под действием положительного напряжения на нем (рис. 3).
В первый момент число вторичных электронов, покидающих экран, намного превышает число попадающих в него электронов луча. Это приводит к тому, что в атомах люминесцирующего вещества образуется нехватка электронов, т. е. экран приобретает положительный потенциал.
Равновесие между числом попадающих на экран электронов и числом выбиваемых из него вторичных электронов установится лишь тогда, когда напряжение на экране трубки окажется близким к напряжению на графитовом покрытии.
Таким образом, ток в электронно-лучевой трубке замыкается по пути катод — экран — графитовое покрытие, а следовательно, именно графитовое покрытие играет роль анода, хотя электроды, вылетевшие из катода, непосредственно на него не попадают.
Вблизи катода трубки располагается управляющий электрод (модулятор), который играет ту же роль, что и управляющая сетка триода. Меняя напряжение на управляющем электроде, можно изменять величину тока луча, что в свою очередь приведет к изменению яркости светящейся на экране точки.
Однако наряду со сходством между усилительной электронной лампой и электронно-лучевой трубкой в работе последней имеются особенности, принципиально отличающие ее от триода.
Во-первых, электроны движутся от катода к экрану трубки узким пучком, в то время как к аноду лампы они движутся «широким фронтом».
Во-вторых, для того чтобы, передвигая светящуюся точку по экрану, создавать на нем изображение, необходимо изменять направление движения летящих к экрану электронов и, таким образом, перемещать электронный луч в пространстве.
Из всего этого следует, что важнейшими процессами, отличающими трубку от триода, являются образование тонкого электронного луча и отклонение этого луча в разные стороны.
Образование и фокусировка электронного луча
Образование электронного луча начинается уже около катода электронно-лучевой трубки, который состоит из маленького никелевого цилиндра с колпачком, покрытым эмиттирующим (хорошо испускающим электроны при нагревании) материалом.
Внутри цилиндра помещается изолированная проволока — подогреватель. Благодаря такой конструкции катода электроны излучаются со значительно меньшей поверхности, чем в обычной электронной лампе. Это сразу создает некоторую направленность пучка летящих от катода электронов.
Катод электронно-лучевой трубки помещен в тепловой экран — металлический цилиндр, торцовая часть которого, направленная в сторону колбы, открыта. Благодаря этому электроны движутся от катода не во все стороны, как это имеет место в лампе, а только в направлении люминесцирующето экрана. Однако, несмотря на специальную конструкцию катода и тепловой экран, поток движущихся электронов остается чрезмерно широким.
Резкое сужение потока электронов осуществляется управляющим электродом, который хотя и выполняет роль управляющей сетки, конструктивно ничего общего с сеткой не имеет.
Управляющий электрод выполнен в виде накрывающего катод цилиндра, в торцовой части которого сделано круглое отверстие диаметром в несколько десятых долей миллиметра.
На управляющий электрод подают значительное (несколько десятков вольт) отрицательное смещение, благодаря чему он отталкивает электроны, обладающие, как известно, отрицательным зарядом.
Под действием отрицательного напряжения траектории (пути движения) электронов, проходящих сквозь узкое отверстие в управляющем электроде, «сжимаются» к центру этого отверстия и таким образом образуется довольно тонкий электронный луч.
Однако для нормальной работы трубки нужно не только создать электронный луч, но и произвести его фокусировку, т. е. добиться того, чтобы траектории всех электронов луча сходились на экране в одной точке. Если фокусировки луча не производить, то на экране вместо светящейся точки появится довольно большое светящееся пятно и вследствие этого изображение окажется расплывчатым или, как говорят фотолюбители, «нерезким».

Рис. 4. Электронная пушка и ее оптическая аналогия.
Фокусировка луча осуществляется электронной оптической системой, которая действует на движущиеся электроны так же, как и обычная оптика на световые лучи. Электронная оптическая система образуется электростатическими линзами (статическая фокусировка) либо электромагнитными линзами (магнитная фокусировка), конечный результат действия которых одинаков.
Электростатическая линза — это не что иное (рис. 4,а), как образованное с помощью специальных электродов электрическое поле, под действием которого искривляются траектории электронов луча.
В трубке со статической фокусировкой (рис. 4,б) обычно имеются две линзы, для образования которых используют уже известный нам управляющий электрод, а также два специальных электрода: первый и второй аноды.
Оба эти электрода представляют собой металлические цилиндры, иногда разных диаметров, на которые подают большое положительное (относительно катода) напряжение: на первый анод — обычно 200—500 в, на второй — 800—15 000 в.
Первая линза образуется между управляющим электродом и первым анодом. Ее оптическим аналогом является короткофокусная собирающая линза, состоящая из двух элементов: двояковыпуклой и двояковогнутой линз. Эта линза дает внутри первого анода изображение катода, в свою очередь проектируемого на экран трубки с помощью второй линзы.
Вторая линза образуется полем между первым и вторым анодами и аналогична первой линзе, за исключением того, что ее фокусное расстояние значительно больше. Таким образом, первая линза играет роль конденсора, а вторая линза — главной проекционной линзы.
Внутри анодов располагают тонкие металлические пластины с отверстиями в центре — диафрагмы, которые улучшают фокусирующие свойства линз.
Изменяя напряжение на любом из трех образующих электростатические линзы электродов, можно менять свойства линз, добиваясь хорошей фокусировки луча. Обычно это делают путем изменения напряжения на первом аноде.
Несколько слов о названиях электродов «первый анод» и «второй анод». Раньше мы установили, что роль анода в электронно-лучевой трубке играет графитовое покрытие вблизи экрана.
Однако первый « второй аноды, в основном предназначенные для фокусировки луча, благодаря наличию на них большого положительного напряжения ускоряют электроны, т. е. делают то же, что и анод усилительной лампы.
Поэтому названия этих электродов можно считать оправданными, тем более что на них попадает некоторая часть вылетающих из катода электронов.

Рис. 5. Трубка с магнитной фокусировкой. 1 —управляющий электрод; 2—первый анод; 3—фокусирующая катушка; 4—графитовое покрытие; 5—-люминесцирующий экран; 6—колба.
В электронно-лучевых трубках с магнитной фокусировкой (рис. 5) второй анод отсутствует. Роль собирающей линзы в этой трубке играет магнитное поле. Это поле образуется охватывающей горловину трубки катушкой, по которой пропускают постоянный ток.
Магнитное поле катушки создает вращательное движение электронов. В то же время электроны с большой скоростью движутся параллельно оси трубки к люминесцирующему экрану под действием положительного напряжения на нем. В результате этого траектории электронов представляют собой кривую, «напоминающую винтовую линию.
По мере приближения к экрану скорость поступательного движения электронов возрастает, а действие магнитного поля ослабляется. Поэтому радиус кривой постепенно уменьшается и вблизи экрана пучок электронов вытягивается в тонкий прямой луч. Хорошей фокусировки, как правило, добиваются путем изменения тока в фокусирующей катушке, т. е. путем изменения напряженности магнитного поля.
Всю систему для образования электронного луча в трубках часто называют «электронной пушкой» или «электронным прожектором».
Отклонение электронного луча
Отклонение электронного луча, так же как и его фокусировка, осуществляется с помощью электрических полей (электростатическое отклонение) либо с помощью магнитных полей (магнитное отклонение).
В трубках с электростатическим (рис. 6,а) отклонением электронный луч, прежде чем попасть на экран, проходит между четырьмя плоскими металлическими пластинами-электродами, которые получили название отклоняющих пластин.

Рис. 6. Управление лучом при помощи. а—электростатического и б—магнитного полей.
С помощью какого электрода формируется электронный луч
Современные электронно-лучевые пушки с плазменным катодом не только составили конкуренцию термокатодным по основным параметрам, но и имеют преимущества по стабильности и ресурсу работы, простоте в обслуживании и эксплуатации, что расширяет их применение в установках для сварки и обработки материалов.
Введение
Электронный луч вследствие малых размеров и большой плотности мощности представляет собой уникальный технологический инструмент. Важной особенностью электронно-лучевых технологий является высокая повторяемость и воспроизводимость результатов термического воздействия, что открывает возможность практически полной автоматизации процессов. Кроме того, электронно-лучевая сварка — это эффективный способ соединения трудносвариваемых тугоплавких металлов, таких как молибден, тантал, цирконий, ниобий, вольфрам и других [1]. Эти факторы определяют инвестиционную привлекательность разработок, направленных на создание современного оборудования.
Электронные пушки, применяемые в промышленности для термического воздействия на металлы и сплавы, должны обеспечивать стабильные энергетические и пространственные параметры электронного пучка в течение длительного времени. В реальных условиях промышленного производства действует целый ряд дестабилизирующих факторов, таких как «технический» вакуум, направленный парогазовый поток из области расплава, частые разгерметизации рабочей камеры установки, в том числе и аварийные. В этих условиях большой практический интерес представляют пушки с плазменным катодом [1, 2–4]. Эти пушки на начальной стадии их разработки предполагались как альтернатива в некоторых применениях электронным пушкам с накаленным катодом, которые при эксплуатации в несовершенном вакууме имеют ограниченный ресурс и низкую надежность либо требуют применения специальных дорогостоящих мер защиты катода. Однако по мере развития пушек с плазменным катодом были достигнуты параметры, которые позволили говорить о прямой конкуренции этих пушек и термокатодных [5,6]. Были получены сфокусированные пучки с мощностью в десятки киловатт и плотностью мощности около 106–107 Вт/см 2 . При этом по яркости электронные пучки не уступают пучкам термокатодных пушек в широком диапазоне параметров [6]. Кроме того, по параметрам эксплуатации пушки с плазменным катодом, не имея накаленных деталей, а также основанные на двухэлектродной (диодной) схеме управления током, обеспечивают набор следующих достоинств:
1. Не теряют работоспособность при повышенном рабочем давлении (до примерно 1*10–3 мм рт. ст.) в области эмиссии. Термокатодные — требуют поддержания давления около 1…5*10–5 мм рт. ст..
2. Имеют низкую чувствительность к воздействию паров металлов из зоны сварки, в том числе тугоплавких и химически активных. Термокатодные — требуют защиты накаленного катода (при воздействии паров металлов катод может снижать эмиссионный ток из-за запыления, или «отравляться»).
3. Имеют низкую чувствительность к воздействию газов из зоны сварки, в том числе содержащих кислород. Термокатодные — требуют защиты накаленного катода от окисления или «отравления».
4. Имеют низкую чувствительность к воздействию ионизованных металлических и газовых паров. Термокатодные — требуют защиты накаленного катода от распыления и выхода из строя при воздействии ускоренных ионов.
5. В большинстве условий эксплуатации имеют больший ресурс из-за отсутствия накаленных электродов.
6. Проще в обслуживании, настройке и эксплуатации (пример: не требуется подготовительное время на разогрев (вывод на режим) катода перед включением источника и охлаждение перед разгерметизацией вакуумной камеры).
7. Имеют специальные (важные) преимущества, обусловленные применением диодного принципа управления током пучка (в термокатодных пушках — триодный принцип управления, т. е. имеется дополнительный электрод):
— в пушках с плазменным катодом при изменении тока пучка сохраняется стабильное положение области с минимальным диаметром сфокусированного пучка (положение кроссовера). Термокатодные — кроссовер смещается при регулировании тока, что необходимо учитывать, например, при переходе от режима наведения пучка на стык к сварочному режиму;
— при возникновении высоковольтных пробоев в пушках с плазменным катодом электронный пучок расфокусируется, ток уменьшается. В термокатодных — из-за короткого замыкания между управляющим электродом и катодом возможен режим включения полного эмиссионного тока.
Последствия — прожог изделия (брак).
Настоящий материал содержит описание устройства и параметров электронных пушек с плазменным катодом, которые предназначены для получения непрерывных (квазинепрерывных) сфокусированных электронных пучков. Область применения таких пучков чрезвычайно широка. Кроме традиционных технологий сварки металлов сфокусированные электронные пучки применяются в технологиях электронно-лучевой наплавки [7,8], в научном эксперименте [9], в системах с выводом пучка в атмосферу [10, 11] и ряде других производств и технологий.
Свойства, характеристики и конструкция электронных пушек с плазменным катодом
Пушки с плазменным катодом представляют собой устройство, содержащее источник электронов (электронный эмиттер), систему ускорения и транспортировки пучка, системы фокусировки и отклонения. Они основаны на использовании фундаментального свойства плазмы — способности испускать при определенных условиях электроны за пределы плазменного образования. Плазменный катод электронной пушки — это электроразрядное устройство, генерирующее плазму, из которой электроны через канал в одном из электродов выходят в вакуумный или газовый промежуток [2–6]. При наличии внешнего электрического поля (поля ускоряющего электрода) электроны ускоряются и формируются в пучок.
Наибольшую сложность при разработке электронной пушки с плазменным катодом представляет выбор типа газового разряда, в котором создается плазма с требуемыми параметрами. В результате многочисленных исследований выявлена целесообразность использования в качестве такого разряда системы с полым катодом в комбинации с отражательным разрядом — так называемого отражательного низковольтного разряда с полым катодом [2, 3]. Применение этого разряда обеспечивает требуемые характеристики зажигания и горения разряда с полым катодом, а также позволяет относительно просто реализовать необходимое условие работы плазменного эмиттера в технологических электронных источниках — возможность автоматического повторного инициирования при случайном погасании разряда с полым катодом.
Отражательный разряд с полым катодом формируется в электродной системе (разрядной камере) (рис. 1), содержащей три «холодных» электрода: полый катод, анод и дополнительный электрод, в большинстве случаев имеющий потенциал полого катода. В разрядной камере создается магнитное поле с индукцией около 0,1 Тл. В типичном рабочем режиме разряд существует при давлении газа в разрядной камере около 1÷5 Па и напряжении 350÷450 вольт. Разряд имеет неоднородное радиальное распределение концентрации плазмы с максимумом на оси.
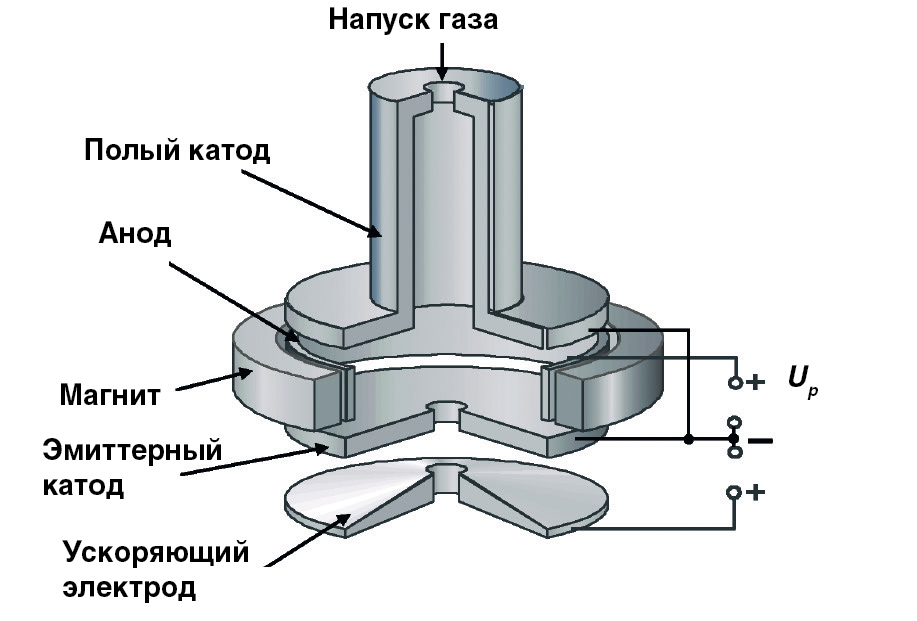
Рис 1. Электродная схема разрядной камеры
В дополнительном электроде (эмиттерном катоде) имеется эмиссионный канал, через который происходит отбор электронов. Эмиссионный канал располагается на оси разрядной камеры в области максимальной концентрации плазмы. Высокая концентрация плазмы позволяет получать необходимую величину тока электронной пушки при малых размерах эмиссионного канала.
Для осуществления эмиссии электронов между эмиттерным катодом и ускоряющим электродом прикладывается напряжение, создающее ускоряющее электрическое поле. Выходящие из плазмы электроны формируются в пучок и фокусируются магнитным полем фокусирующей системы. Высокая плотность эмиссионного тока (порядка 100 А/см 2 ) и малая площадь эмиссионной поверхности сводят к минимуму влияние высокой температуры извлекаемых из плазмы электронов на формирование пучка.
На рис. 2 приведены эмиссионные характеристики пушки с плазменным катодом (зависимость тока пушки Iп от тока разряда Iр, в котором формируется плазма, являющаяся источником электронов). Эмиссионные характеристики практически линейны до тока 1 А.
Управление током в пушке с плазменным эмиттером производится двумя способами: изменением тока разряда и регулированием разности потенциалов между полым катодом и катодом с эмиссионным отверстием [12]. На практике чаще всего применяется комбинированный способ управления: в области малых токов пучка и, соответственно, токов разряда ток преимущественно изменяется путем регулирования разности потенциалов между катодами, дальнейшее изменение тока пучка производится изменением разрядного тока. Технически такой способ регулирования тока пушки осуществляется несложными схемными решениями, закладываемыми в блок питания разряда.
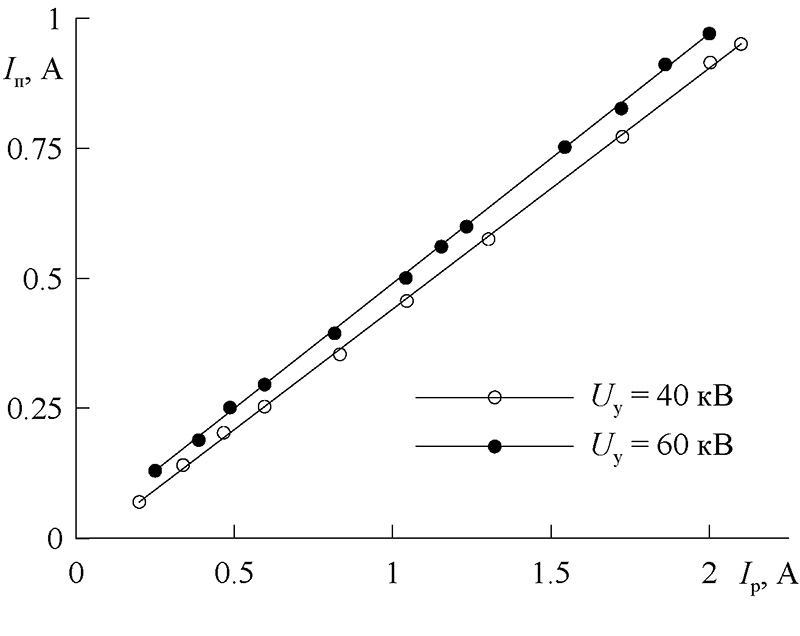
Рис. 2. Эмиссионные характеристики электронной пушки с плазменным катодом
Типовая схема электронной пушки с плазменным катодом показана на рис. 3.

Рис. 3. Схема электронной пушки с плазменным катодом:
1 — датчики температуры; 2 — ручка; 3 — газовый ввод; 4 — верхний корпус; 5 — разрядная камера; 6 — ускоряющий электрод (экстрактор); 7 — нижний корпус (фланец источника); 8 — электрический разъем; 9 –дополнительная линза; 10 — составная крышка; 11 — кабельный ввод; 12 — средний корпус; 13 — шарнир; 14 — крепление основной линзы; 15 — основная фокусирующая линза; 16 — система отклонения и развертки пучка.
На рис. 4 показан внешний вид некоторых типов электронных пушек с плазменным катодом. Эти пушки отличаются величиной ускоряющего напряжения и мощности пучка.


Рис. 4. Внешний вид электронных пушек с плазменным катодом
Электронная пушка с плазменным катодом, как показано на схеме (рис. 3), состоит из трех частей, различающихся по своему назначению: разрядная камера для генерации плазмы, система первичного формирования пучка и фокусирующая система. Основным элементом конструкции является неразборный металлокерамический узел (рис. 5), состоящий из высоковольтного керамического изолятора 1 и приваренных к его манжетам фланца 2 и катодного блока 3. Катодный блок 3 содержит металлокерамические изоляторы 4, на которых установлены анод разрядной камеры 5 и полый катод 6. Эмиттерный катод 7 съемный и содержит канал для эмиссии электронов. Съемный магнит 8 создает в разрядной камере аксиальное магнитное поле с индукцией порядка 0,1 Тл. Рабочий газ поступает в разрядную камеру через канал 9 в полом катоде. Величина расхода газа настраивается регулятором расхода газа.
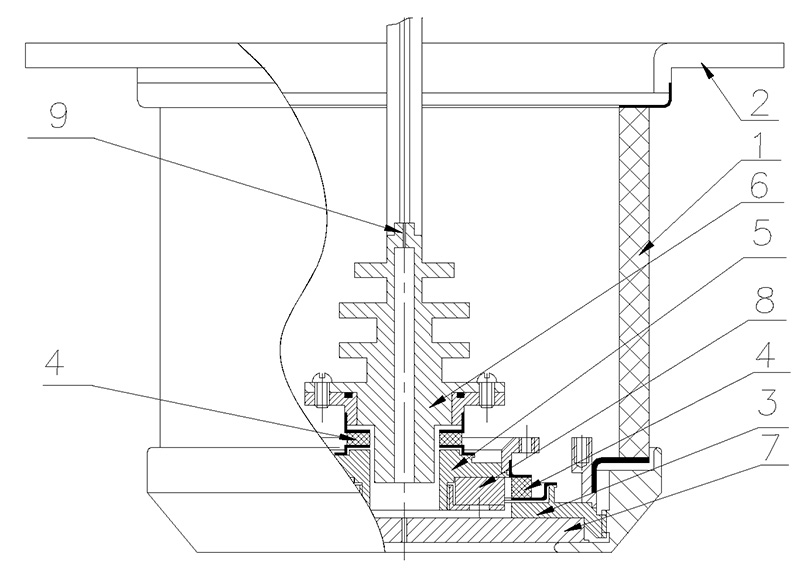
Рис. 5. Конструкция разрядной камеры
На рис. 6 в качестве примера представлен один из вариантов исполнения разрядной камеры, установленной на высоковольтном изоляторе от термокатодной пушки установки ЭЛА‑60/60 разработки ИЭС им. Е. О. Патона.
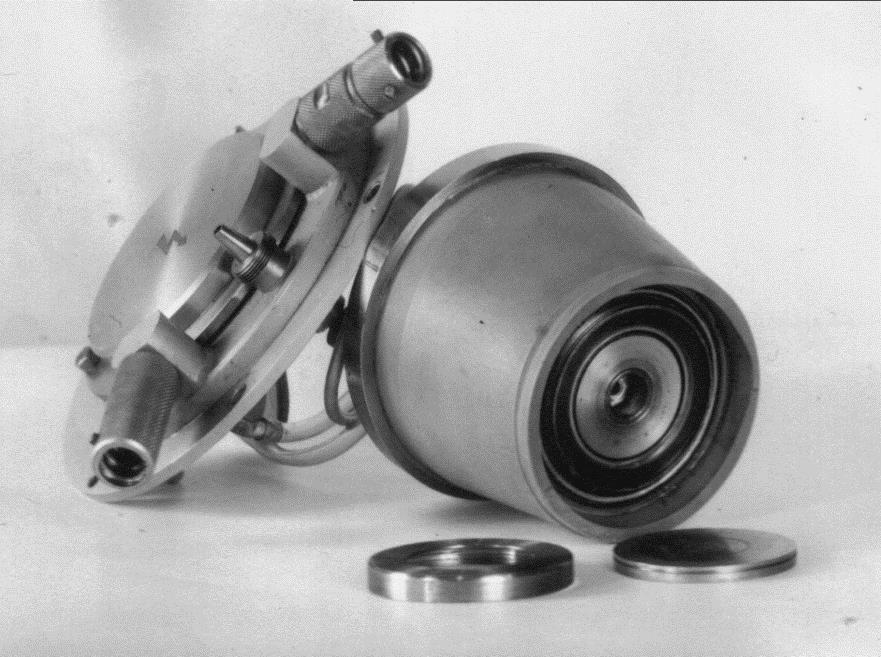
Рис. 6. Пример исполнения разрядной камеры
Аппаратура электрического питания и управления электронными пушками с плазменным катодом
Схема исполнения одного из вариантов аппаратуры электропитания пушки с плазменным катодом приведена на рис. 7. В состав аппаратуры входят блоки питания разряда и управления его током, блок фокусировки (БФ), блок управления током пучка, консоль оператора на базе персонального компьютера, выносной пульт управления, высоковольтный источник (чаще всего это промышленный источник типа Spellman). Аппаратура имеет защиту от опасных пиковых токов посредством постоянного ограничения тока и кратковременного отключения при обнаружении угрозы дугового разряда. Блоки питания разряда и управления его током выполнены по классической схеме мостового инвертора с фазосдвигающей схемой управления. В инверторе реализован резонансный способ переключения MOSFET-транзисторов, что обеспечивает низкий уровень электромагнитных помех и уменьшает динамические потери при переключении силовых транзисторов. Высокая частота преобразования (30 кГц) позволяет уменьшить выходную емкость источников питания до 10 нФ и повысить скорость отработки сигналов управления. Конструктивно аппаратура выполнена в виде двух узлов: низковольтного, содержащего инверторы, и маслонаполненного высоковольтного бака, в котором размещены выходные каскады. Управление всеми элементами обеспечивается с помощью консоли оператора (рис. 8) через последовательный интерфейс RS485.
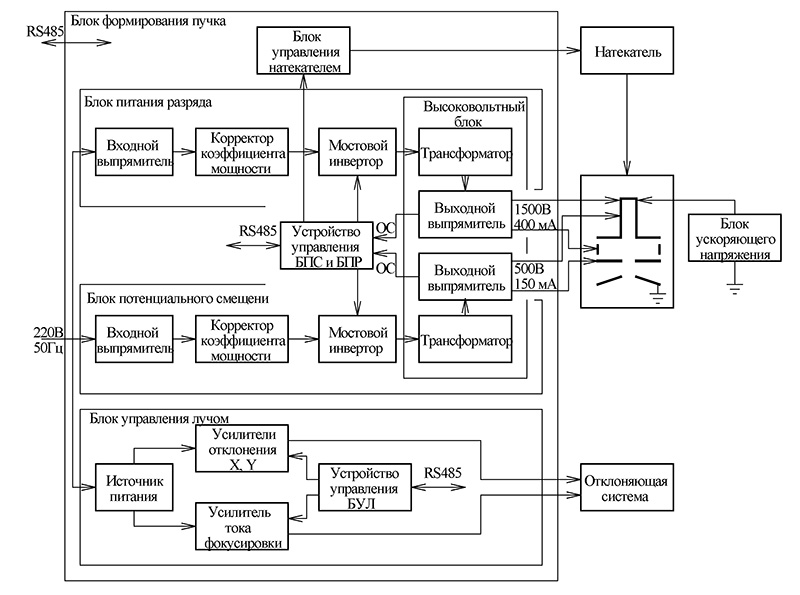
Рис. 7. Схема аппаратуры электропитания пушки
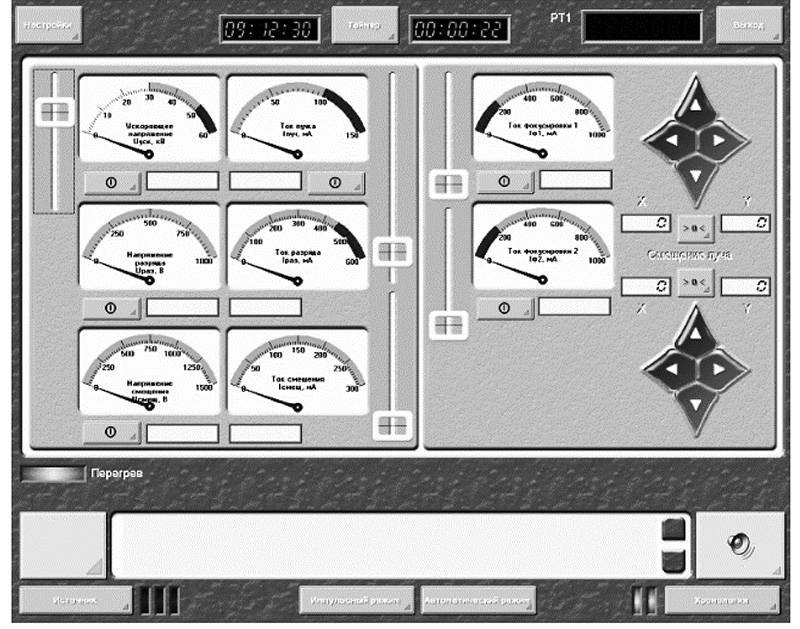
Рис. 8. Интерфейс программы управления электронной пушкой
Промышленное применение электронных пушек с плазменным катодом
Наиболее значимое применение сварочные электронные пушки с плазменным катодом получили в атомной промышленности [13] для следующих целей:
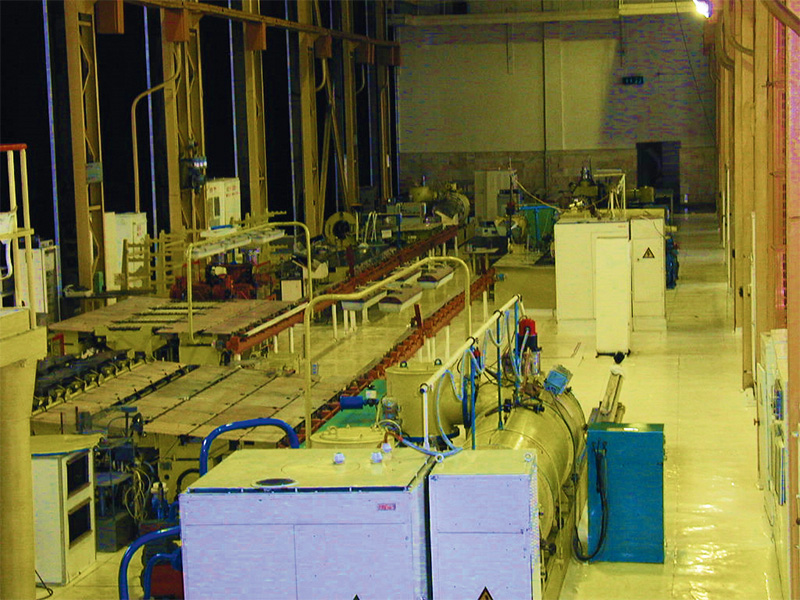
1. Герметизация тепловыделяющих элементов (ТВЭЛ) для атомных станций на ОАО «Новосибирский завод химконцентратов» (ОАО «НЗХК», г. Новосибирск) [14, 15].
Значительные объемы производства ТВЭЛов обеспечиваются в условиях автоматизированного поточного производства. Поточное производство предъявляет повышенные требования к надежности, стабильности работы оборудования технологических линий. Высокая производительность и ритм работы таких линий допускают остановки отдельного оборудования лишь на короткое время. Как показала практика, электронные источники с термокатодными узлами не могут в полной мере обеспечить стабильную работу поточных линий из-за ограниченного ресурса пушек.
В связи с этим в производстве ТВЭЛов на ОАО «НЗХК» были использованы электронные пушки с плазменным катодом (рис. 9).

а)
б)
Рис. 9. Поточная линия герметизации ТВЭЛов (а) и установка сварки конструктивных элементов сборок ТВЭЛов (б)
2. Герметизация корпусов заготовок для производства сверхпроводящих проволок. Технология производства сверхпроводящих материалов для обмоток соленоидов термоядерного реактора по программе ИТЭР включает операции по дегазации и заварке изделий с оболочкой из меди. Эти операции, как и герметизация оболочек ТВЭЛов, выполняются электронным пучком в вакууме. Для обеспечения стабильной работы установки нагрев изделий и герметизация оболочек на ОАО «Чепецкий механический завод» (ОАО «ЧМЗ», г. Глазов) производятся пушками с плазменным эмиттером (рис. 10).
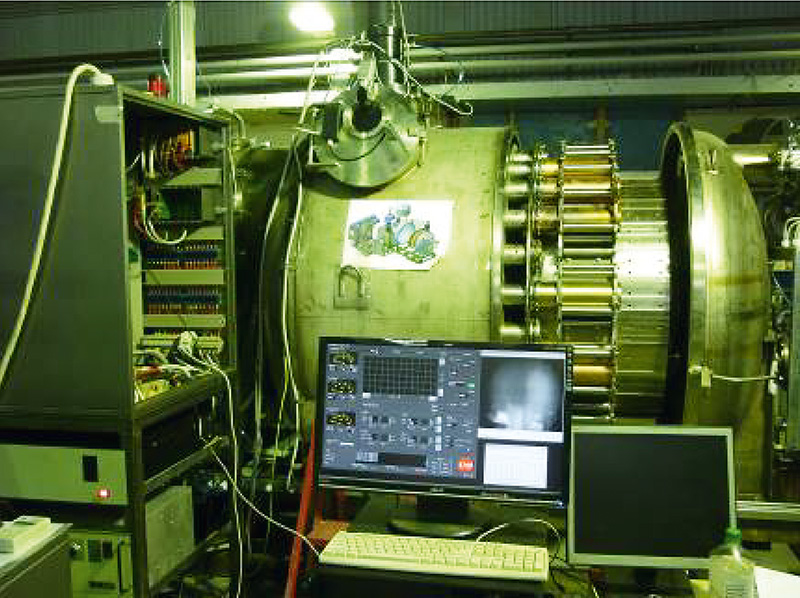
Рис. 10. Установка по заварке изделий с оболочкой из меди на основе пушек с плазменным катодом
Литература
1. Электронно-лучевая сварка / Назаренко О. К., Кайдалов А. А., Ковбасенко С. Н. и др. (под ред. Б. Е. Патона). Киев: Наукова думка, 1987. — 256 с.
2. Источники заряженных частиц с плазменным эмиттером: Сб. статей / Под ред. Ю. Е. Крейнделя. Новосибирск: Наука, 1983. 120 с.
3. Osipov I., Rempe N. A plasma-cathode electron source designet for industrial use. Reviev of Scientific Instruments. 2000. V.71. № 4. S. 1638–1641.
4. Rempe N. Industrial use of plasma-cathode electron guns / Proceeding of the 7‑th International conference on electron beam technologies. 1–6 June 2003. Varna, Bulgaria. Pp. 144–150.
5. Kornilov S., Rempe N., Hassel T., Beniyash A. Electron-beam facilities based on plasma-cathode guns. Welding and Cutting. 2012. Vol. 11 (2). Pp. 122–127.
6. Корнилов С., Ремпе Н., Beniyash A., Murray N., Hassel T., Ribton C. О параметрах электронного пучка пушки с плазменным эмиттером. Письма в ЖТФ. 2013. Т. 39. № 19. С. 1–8.
7. Белюк С. И., Дураков В. Г., Ремпе Н. Г. Электронно-лучевая наплавка износостойких материалов. В кн.: Международная конференция «Сварка и родственные технологии — в 21 век» (тезисы докладов). Киев: ИЭС им. Е. О. Патона, 1998, с. 12. 1.
8. Belyuk S. I., Durakov V. G., Pribytkov G. A., Panin V. E., Rempe N. G. Electron beam vacuum surfacing: Equipment, technology and properties of coatings. Welding International. Volume 14, Issue 7. 2000. P. 580–584.
9. Корнилов С. Ю., Осипов И. В., Рау А. Г., Ремпе Н. Г. Оборудование для электронно-лучевых технологических процессов // Приборы. 2007. № 6 (84). С. 8–12.
10. Hassel T., Murray N., Beniyash A., Kornilov S., Rempe N. Non-vacuum electron beam cutting — a new high performance process // Elektrotehcnica & Elektronica. 2014. Vol. 49. No. 5–6/2014. P. 303.
11. Murray N., Beniyash A., Kornilov S., Hassel T., Rempe N. Robot-based non-vacuum electron beam technology with a plasma cathode EB emitter. Beam Technologies and Laser Application: Proceedings of the International scientific and technical conference. SPb.: Publishing house SPbSPU, 2016. P. 90–96.
12. Груздев В. А., Галанский В. А., Зеленский В. И., Осипов И. В., Ремпе Н. Г. Параметры плазмы в эмиссионном канале плазменного эмиттера // Журнал технической физики. 1990. T. 60, № 4. С. 168–170.
13. Корнилов С. Ю., Ремпе Н. Г. Сфокусированные электронные пучки в пушках с плазменным эмиттером: исследования и применение. Доклады Томского государственного университета систем управления и радиоэлектроники. 2017. № 20 (3). C. 46–61.
14. Волков Л. А., Пчелкин Р. Д., Ремпе Н. Г. О стабильности параметров электронных источников с плазменным эмиттером в режиме многократных проплавлений металлов. Сварочное производство. 2001. № 1. С. 23–28.
15. Васильков В. И., Кислицкий А. А., Онучин Н. В., Пчелкин Р. Д., Рожков В. В., Ушаков А. В., Струков А. В., Ремпе Н. Г., Осипов И. В. Опыт применения пушек с плазменным катодом для электронно-лучевой сварки тепловыделяющих элементов атомных станций // Автоматическая сварка. 2002. № 6. С. 38–40.
Источник журнал «РИТМ машиностроения» № 6-2019
Видеомониторы и видеоадаптеры
Электронно-лучевая трубка (ЭЛТ), кинескоп — электровакуумный прибор, преобразующий электрические сигналы в световые.
Электронная пушка, предназначена для формирования электронного луча, в цветных кинескопах и многолучевых осциллографических трубках объединяются в электронно-оптический прожектор;
Экран, покрытый люминофором — веществом, светящимся при попадании на него пучка электронов; Отклоняющая система, управляет лучом таким образом, что он формирует требуемое изображение.
Устройство и принцип работы черно-белого кинескопа
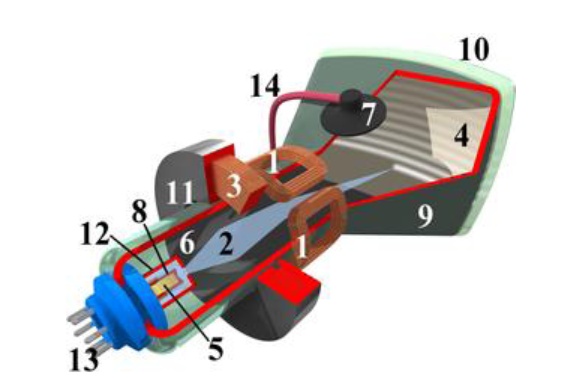
В баллоне 9 создан глубокий вакуум — сначала выкачивается воздух, затем все металлические детали кинескопа нагреваются индуктором для выделения поглощенных газов, для постепенного поглощения остатков воздуха используется геттер.
Для того, чтобы создать электронный луч 2, применяется устройство, именуемое электронной пушкой. Катод 8, нагреваемый нитью накала 5, испускает электроны. Чтобы увеличить испускание электронов, катод покрывают веществом, имеющим малую работу выхода (крупнейшие производители ЭЛТ для этого применяют собственные запатентованные технологии). Изменением напряжения на управляющем электроде (модуляторе) 12 можно изменять интенсивность электронного луча и, соответственно, яркость изображения (также существуют модели с управлением по катоду). Кроме управляющего электрода, пушка современных ЭЛТ содержит фокусирующий электрод (до 1961 года в отечественных кинескопах применялась электромагнитная фокусировка при помощи фокусирующей катушки 3 с сердечником 11), предназначенный для фокусировки пятна на экране кинескопа в точку, ускоряющий электрод для дополнительного разгона электронов впределах пушки и анод. Покинув пушку, электроны ускоряются анодом 14, представляющем собой металлизированное покрытие внутренней поверхности конуса кинескопа, соединенное с одноименным электродом пушки. В цветных кинескопах со внутренним электростатическим экраном его соединяют с анодом. Напряжение на аноде находится в пределах от 7 до 30 киловольт. В ряде малогабаритных осциллографических ЭЛТ анод представляет собой только один из электродов электронной пушки и питается напряжением до нескольких сот вольт.
Далее луч проходит через отклоняющую систему 1, которая может менять направление луча (на рисунке показана магнитная отклоняющая система). В телевизионных ЭЛТ применяется магнитная отклоняющая система как обеспечивающая большие углы отклонения. В осциллографических ЭЛТ применяется электростатическая отклоняющая система как обеспечивающая большее быстродействие.
Электронный луч попадает в экран 10, покрытый люминофором 4. От бомбардировки электронами люминофор светится и быстро перемещающееся пятно переменной яркости создает на экране изображение.
Люминофор от электронов приобретает отрицательный заряд, и начинается вторичная эмиссия — люминофор сам начинает испускать электроны. В результате вся трубка приобретает отрицательный заряд. Для того, чтобы этого не было, по всей поверхности трубки находится соединенный с общим проводом слой аквадага — проводящей смеси на основе графита (6).
Кинескоп подключается через выводы 13 и высоковольтное гнездо 7.
В черно-белых телевизорах состав люминофора подбирают таким, чтобы он светился нейтрально-серым цветом. В видеотерминалах, радарах и т. д. люминофор часто делают желтым или зеленым для меньшего утомления глаз.
Угол отклонения луча
Углом отклонения луча ЭЛТ называется максимальный угол между двумя возможными положениями электронного луча внутри колбы, при которых на экране еще видно светящееся пятно. От величины угла зависит отношение диагонали (диаметра) экрана к длине ЭЛТ. У осциллографических ЭЛТ составляет как правило до 40 градусов, что связано с необходимостью повысить чувствительность луча к воздействию отклоняющих пластин. У первых советских телевизионных кинескопов с круглым экраном угол отклонения составлял 50 градусов, у черно-белых кинескопов более поздних выпусков был равен 70 градусам, начиная с 60-х годов увеличился до 110 градусов. У отечественных цветных кинескопов составляет 90 градусов.
При увеличении угла отклонения луча уменьшаются габариты и масса кинескопа, однако, увеличивается мощность, потребляемая узлами развертки. В настоящее время в некоторых областях возрождено применение 70-градусных кинескопов: в цветных VGA мониторах большинства диагоналей
Ионная ловушка
Так как внутри ЭЛТ невозможно создать идеальный вакуум, внутри остается часть молекул воздуха. При столкновении с электронами из них образуются ионы, которые, имея массу, многократно превышающую массу электронов, практически не отклоняются, постепенно выжигая люминофор в центре экрана и образуя так называемое ионное пятно. Для борьбы с этим до середины 60 гг. применялись ионная ловушка, обладающая крупным недостатком: ее правильная установка — довольно кропотливая операция, а при неправильной установке изображение отсутствует. В начале 60 гг. был разработан новый способ защиты люминофора: алюминирование экрана, кроме того позволившее вдвое повысить максимальную яркость кинескопа, и необходимость в ионной ловушке отпала.
Задержка подачи напряжения на анод либо модулятор
В телевизоре, строчная развертка которого выполнена на лампах, напряжение на аноде кинескопа появляется только после прогрева выходной лампы строчной развертки и демпферного диода. Накал кинескопа к этому моменту успевает разогреться.
Внедрение в узлы строчной развертки полностью полупроводниковой схемотехники породило проблему ускоренного износа катодов кинескопа по причине подачи напряжения на анод кинескопа одновременно с включением.
Для борьбы с этим явлением разработаны любительские узлы, обеспечивающие задержку подачи напряжения на анод либо модулятор кинескопа. Интересно, что в некоторых из них, несмотря на то, что они предназначены для установки в полностью полупроводниковые телевизоры, в качестве элемента задержки использована радиолампа. Позднее начали выпускаться телевизоры промышленного производства, в которых такая задержка предусмотрена изначально.
Развертка
Чтобы создать на экране изображение, электронный луч должен постоянно проходить по экрану с высокой частотой — не менее 25 раз в секунду. Этот процесс называется разверткой. Есть несколько способов развертки изображения.
Растровая развертка
Электронный луч проходит весь экран по варианта:
1-2-3-4-5-… (построчная развертка);
1-3-5-7-…, затем 2-4-6-8-… (чересстрочная развертка).
Векторная развертка
Электронный луч проходит вдоль линий изображения.
( Vectrex — единственная игровая консоль с векторной разверткой).
Развертка на экране радара
Электронный луч проходит вдоль радиусов экрана. Служебная информация (карта, надписи) дополнительно развертывается растровым или векторным способом.
Статьи о радиотехнике, технологиях, чертежах, 3D-моделировании
Публикации для людей, интересующихся наукой и техникой
Электронно-лучевая сварка
Электронно-лучевая сварка (ЭЛС) (рис. 1) является одним из наиболее высокопроизводительных способов сварки. Развитие ЭЛС началось с исследований, проведенных в 1950 гг. в ФРГ, Франции и США. Первое сообщение об ЭЛС было опубликовано в ноябре 1957 года. Для этого способа сварки, как правило, не используют расходные сварочные материалы (проволоку, электроды, флюсы, защитные газы).

Рис. 1. Упрощенное изображение электронно-лучевой сварки в вакууме
По эксплуатационным расходам сварка электронным лучом в вакууме существенно дешевле дуговой сварки в камерах с контролируемой атмосферой. Все основные энергетические и геометрические параметры электронного пучка регулируются с высокой скоростью и быстродействием. Это позволяет вводить в металл точно дозированную энергию, реализовывать различные технологические приемы и обеспечивать высокую воспроизводимость процесса сварки. Можно производить сварку сложных сборок в углублениях и труднодоступных местах.
При ЭЛС используется кинетическая энергия потока электронов, движущихся с высокими скоростями в вакууме. Для снижения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в электронной пушке создают вакуум порядка 10 -4 . 10 -6 мм рт. ст.
- Высокая концентрация ввода мощности в изделие, которая выделяется не только на поверхности, но и на значительной глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 2·10 -4 . 5 мм, что позволяет сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение ψ глубины к ширине провара достигает 20 и более. Появляется возможность сварки тугоплавких металлов: вольфрама, тантала, керамики. Технически возможно уменьшение ширины зоны термического влияния по сравнению с другими способами сварки плавлением, что повышает качество сварного соединения.
- Малое количество затрачиваемой энергии. Расходы характеризуются удельной энергией (Дж/см 2 ), приходящейся на единицу площади образуемого соединения.
Так как эффективные мощности при ЭЛС близки к мощностям дуговой сварки, то благодаря высокой скорости соединения для получения равной глубины проплавления при ЭЛС требуется вводить энергии в 4…5 раз меньше, чем при дуговой сварке. В результате значительно снижаются сварочные остаточные напряжения и деформации изделия.
Эффективность способа сварки плавлением можно оценить показателем, которому авторы дали название частоты сварки. При сварке плавлением обычно значительная мощность затрачивается нерационально на переплавление большого количества металла, чтобы обеспечить расплавление точек, наиболее удаленных от источника тепла.
ЭЛС рассматривается как наиболее перспективный способ соединения изделий из тугоплавких металлов, изделий из термически упрочнённых материалов, когда нежелательна, затруднена или невозможна последующая термообработка изделий после завершающей механической обработки при необходимости обеспечения минимальных сварочных деформаций и ряда толстостенных конструкций ответственного назначения.
При сварке электронным лучом проплавление имеет форму конуса (рис. 2). Плавление металла происходит на передней стенке кратера, а расплавляемый металл перемещается по боковым стенкам к задней стенке, где он и кристаллизуется.

Рис. 2. Схема переноса жидкого металла при электронно-лучевой сварке:
1 – электронный луч; 2 – передняя стенка кратера; 3 – зона кристаллизации; 4 – путь движения жидкого металла
Проплавление при элс обусловлено в основном давлением потока электронов, характером выделения теплоты в объеме твердого металла и реактивным давлением испаряющегося металла, вторичных и тепловых электронов и излучением. Часто сварку ведут электронным лучом со стабильной мощностью, но при сварке легкоиспаряющихся металлов (алюминия, магния) эффективность электронного потока и количество выделяющейся в изделии теплоты уменьшаются вследствие потери энергии на ионизацию паров металлов. В таком случае сварку нужно вести импульсным электронным лучом с большой плотностью энергии и частотой импульсов 100. 500 Гц. При правильном выборе соотношения времени паузы и импульса можно сваривать очень тонкие листы. При формировании сварного шва возможно протекание двух типов процессов: периодическое испарение (с частотой до 10 кГц) и колебания жидкого металла в сварочной ванне (с частотой порядка 1. 100 Гц). Применение высоких скоростей сварки обеспечивает минимальное термическое воздействие на свариваемый материал в околошовной зоне, а высокие скорости кристаллизации при эффективном теплоотводе – получение высоких механических свойств сварных соединений.
ЭЛС применяется в различных отраслях промышленности. Она позволяет соединить за один проход металлы и сплавы толщиной от 0,1 до 400 мм и обладает очень обширными технологическими возможностями.
Высокое качество сварных соединений в изделиях достигается с помощью оптимальных конструктивных решений и технологических приемов сварки, выбор которых должны осуществлять совместно технолог-сварщик и проектировщик изделия. Качество шва при ЭЛС, определяется общностью заданных технологических и энергетических параметров процесса. Поддержание на стабильном уровне энергетических параметров процесса сварки обеспечивает при неизменных технологических условиях постоянство эксплуатационных параметров сварного соединения. Неверный выбор режима или нарушение оптимального режима ЭЛС нередко приводят к появлению в швах дефектов. Классификация дефектов следующая: непровары, подрезы, провисание шва, повышенное разбрызгивание корневые, протяженные полости в объеме сварного шва, срединные трещины, отклонения сварного шва от стыка из-за остаточных или наведенных магнитных полей, периодическая бугристость сварного шва и периодические выплески расплава. Корневые дефекты шва — это самый распространенный вид дефектов при сварке, обычно с глубиной шва более 5 мм, в любом пространственном положении. Протяженные полости встречаются при сварке сталей, титановых и алюминиевых сплавов с глубиной шва более 15 мм.
С помощью электронного пучка можно сваривать только электропроводящие материалы, т. е. металлы, химические соединения и сплавы на их основе. Большинство современных конструкционных металлов и сплавов хорошо свариваются электронным лучом.
Диапазон свариваемости может быть расширен путем использования более чистых материалов. Применение сталей, полученных методом электрошлакового переплава, позволяет, получать высококачественные сварные соединения более простыми технологическими приемами при гораздо более низкой доле неисправимого брака.
Не свариваются с помощью электронного луча легкоиспаряющиеся материалы: автоматные, цементированные и низкоуглеродистые стали с высокой концентрацией углерода, кадмий, медь, олово, свинец, цинк, бронза, латунь. Это объясняют тем, что под действием высококонцентрированного электронного луча в вакууме происходит их взрывное вскипание, это приводит к выбросу основной массы расплава. ЭЛС позволяет соединять довольно большое количество комбинаций разнородных и разноименных материалов, в том числе из растворимых и нерастворимых друг в друге материалов.
Количество соединяемых пар может быть увеличено, если в стык свариваемых деталей вводить вставку в виде фольги толщиной 0,1…0,8 мм из специально подобранного связующего металла. Для соединения разнородных материалов используется как режим сварки, так и режим пайки, при котором электронный пучок смещается относительно плоскости симметрии стыка в сторону более тугоплавкого металла, величина же смещения либо рассчитывается, либо определяется экспериментально. Значения эффективного КПД при ЭЛС порядка 0,85…0,95.
В результате высокой концентрации мощности в направлении распространения тепла при сварке электронный луч – один из самых эффективных, по сравнению с другими сварочными источниками энергии.
Технологические схемы сварки
Сварку электронным лучом можно осуществлять с определенными ограничениями в любых пространственных положениях. Для листовых материалов сварку в нижнем положении (рис. 3) выполняют как без подкладки, так и на подкладке. Ее применяют для соединения сталей толщиной до 40 мм, титановых и алюминиевых сплавов толщиной до 80 мм. Наиболее предпочтительна сварка на боку и на подъем, которую выполняют для металлов любой толщины, в основном без подкладки. Для предотвращения вытекания расплава из сварочной ванны при сварке с глубоким проплавлением иногда устанавливают ограничительную планку вдоль нижней кромки стыка. Сварку в потолочном положении выполняют на металлах толщиной до 20 мм и применяют чрезвычайно редко.

Рис. 3. Основные типы соединений деталей при электронно-лучевой сварке:
а – в стык тонколистовых деталей на подкладке и без нее;
б – с отбортовкой кромок различной толщины; в – внахлестку;
г – в узких разделках и труднодоступных местах;
д – однопроходная сварка одновременно нескольких стыков проникающим лучом;
е – сварка двух цилиндров электронным лучом через ребро жесткости
Подготовка поверхности к сварке
Предварительная очистка свариваемых поверхностей и самих деталей выполняется механически. Очистке подлежат стыкуемые поверхности, внешние и внутренние поверхности деталей на расстоянии до 100 мм от кромки при сварке толстолистовых металлов и до 10 мм при сварке тонколистовых металлов.
Элементы конструкций, детали механизмов и конструкции в целом в зависимости от марки материала в процессе изготовления приобретают остаточную намагниченность.
Остаточная намагниченность изделий приводит к ряду негативных явлений:
- возникновению «магнитного дутья» при дуговой электросварке и наплавке, что ведет к повышенному разбрызгиванию жидкого металла из сварочной ванны и образованию различных дефектов сварного соединения, а также к непопаданию дуги в свариваемый стык или место наплавки;
- искривлению траектории электронного луча при ЭЛС и соответствующему непровару стыка по всей толщине;
- налипанию металлической стружки при штамповке или обработке деталей металлорежущим инструментом, что ухудшает качество обработки и ускоряет изнашивание штампов и инструмента.
Операцию размагничивания необходимо осуществлять после сборки стыкового соединения непосредственно перед загрузкой изделия в вакуумную камеру или подачей в зону сварки.
Размагничивание – это процесс воздействия внешнего магнитного поля, в результате которого уменьшается намагниченность ферромагнитного материала. Полное размагничивание достигается в том случае, если возможен предварительный подогрев изделия до температуры Кюри с последующим охлаждением в отсутствие магнитного поля и механических воздействий.
Наиболее применяемым способом размагничивания является периодическое перемагничивание с убывающей амплитудой.
Схемы установок для ЭЛС
Электронно-лучевые сварочные пушки (рис. 4) могут быть стационарными или перемещаемыми внутри вакуумной камеры. Размеры вакуумных камер электронно-лучевых сварочных установок определяются габаритами свариваемых изделий. Установки для сварки изделий малых и средних габаритов обычно снабжаются универсальными многопозиционными механизмами для перемещения либо вращения изделий.

Рис. 4. Схема установки для электронно-лучевой сварки:
1 – стационарная электронно-лучевая сварочная пушка; 2 – катод и прикатодный электрод;
3 – смотровое окно; 4 – вакуумная камера; 5 – механизм перемещения свариваемого изделия;
6 – система электромагнитного отклонения луча; 7 – система фокусировки луча
Основным элементом любой сварочной установки для элс является электронная пушка (рис. 5), назначение которой состоит в формировании электронного пучка с большой плотностью энергии.

Рис. 5. Принципиальная схема элс:
1 – катод; 2 – фокусирующий электрод; 3 – анод; 4 – магнитная линза;
5 – магнитная отклоняющая система; 6 – площадка для детали;
7 – источник высокого напряжения постоянного тока;
8 — электронный пучок; 9 — плавление материала
Пушка состоит из катода 1, помещённого в центре фокусирующего электрода 2, и анода 3 с отверстием, расположенного на некотором удалении от катода. Прикатодный фокусирующий электрод и анод имеют форму, обеспечивающую такое строение электрического поля, которое формирует узкий электронный пучок. Пушка питается электрической энергией от источника высокого напряжения постоянного тока 7. Положительный потенциал анода может достигать нескольких десятков тысяч вольт, поэтому электроны, эмитированные катодом на пути к аноду, приобретают значительную энергию.
Для увеличения плотности энергии в луче электроны после выхода из анода фокусируются с помощью магнитной линзы 4. Сфокусированные в плотный пучок электроны с большой скоростью ударяются о малую, резко ограниченную площадку на детали 6. При этом кинетическая энергия электронов вследствие торможения в веществе превращается в тепло, нагревая материал до температуры его кипения. Для перемещения луча по свариваемому изделию устанавливается магнитная отклоняющая система 5.
Для обеспечения свободного движения электронов от катода к изделию, а также для предотвращения возможности дугового разряда между электродами в установке создается вакуум порядка 1∙10 -4 мм рт. ст., который обеспечивается системой откачки.
Электронные пушки, используемые для целей сварки, должны удовлетворять ряду требований:
- обеспечивать требуемую мощность пучка при определенном разгоняющем напряжении;
- фокусировать электронный пучок до весьма малых диаметров;
- быть достаточно простыми в управлении и надежными в эксплуатации.
Ввиду необходимости вакуума в камере, где образуется и формируется поток электронов, в большинстве случаев при элс и само изделие размещают внутри вакуумной камеры, чтобы устранить рассеяние электронов на атомах и молекулах газов. Это обеспечивает хорошую защиту сварного шва. Поэтому наряду с высоковакуумными установками разрабатывают и такие, где электронный луч выводится из камеры пушки, в которой поддерживается высокий вакуум, и сварка производится в низком вакууме 10 -2 …10 -1 мм рт. ст. Специальные установки разрабатывают для микросварки в производстве модульных элементов и различного рода твердых радиосхем. Особенности заключаются в первую очередь в точном дозировании тепловой энергии, перемещении луча по изделию с помощью отклоняющих электрических и магнитных полей, совмещении нескольких технологических функций, выполняемых электронным лучом в одной камере. Поскольку вакуумные камеры вакуумных систем стоят очень дорого.
Существующие конструкции можно разделить на следующие группы:
- универсальные установки для сварки изделий средних размеров;
- универсальные и специализированные установки для микросварки малогабаритных деталей;
- установки для сварки изделий малых и средних размеров;
- установки для сварки крупногабаритных изделий с полной герметизацией;
- установки для сварки крупногабаритных изделий с частичной герметизацией места стыка;
- установки для сварки в промежуточном вакууме. Установки первой группы предназначены в основном для использования в исследовательских и заводских лабораториях, а также в промышленности при единичном и мелкосерийном производстве.
Они имеют вакуумные камеры объемом 0,001…4,0 м 3 и манипуляторы для перемещения свариваемых деталей, позволяющие выполнять более универсальные перемещения при сварке. Такие установки оснащают также системами наблюдения за областью сварки. Электронная пушка может быть стационарной или перемещается внутри камеры с целью начального направления луча на стык.
Установки для сварки крупногабаритных деталей отличаются наличием дорогостоящих вакуумных камер большого объема, куда детали помещаются целиком. Часто электронные пушки, которые имеют гораздо меньшие размеры, чем изделие, размещают внутри камеры. В этом случае сварной шов выполняется при перемещении самой электронной пушки. Иногда, особенно при сварке обечаек кольцевыми швами, на камере размещают несколько пушек позволяющих за счет ликвидации продольного перемещения изделия также уменьшить размеры камеры.
Для снижения затрат на оборудование и повышения производительности установок последние иногда выполняют лишь с местным вакуумированием в области свариваемого стыка. Тогда откачиваемый объем сокращается, размеры установки в целом также получаются меньше, чем в том случае, если все изделие помещать в камеру. В некоторых случаях рабочая камера установки может быть откачана лишь до промежуточного вакуума 1330…13300 Па. Диффузионный насос для откачки рабочей камеры становится ненужным.
Область применения электронно-лучевых установок
ЭЛС является наиболее перспективным способом соединения деталей из химически активных и тугоплавких металлов и сплавов, изделий из термически упрочняемых материалов, когда нежелательна, затруднена или невозможна термическая обработка. ЭЛС широко применяют в авиакосмической отрасли, ядерной энергетике, энергетическом машиностроении, производстве электровакуумных приборов, автомобильной промышленности при серийном изготовлении подшипников.
Техника безопасности при работе на установках элс
Источниками опасности при работе на установке для ЭЛС являются работающие механизмы, электрические цепи с напряжением до 1000 В, сосуды давления, свечение сварочной ванны, газоаэрозольный выхлоп, шум и вибрация форвакуумных насосов. Источники повышенной опасности для персонала – тормозное рентгеновское излучение из зоны воздействия электронного пучка на материал.
Защита от всех источников опасности и повышенной опасности предусмотрена в конструкции сварочных установок. Все защитные меры описаны в инструкциях по эксплуатации и ремонту установок с учетом возможных аварийных ситуаций. При этом защита разработана на основании правил безопасной эксплуатации электроустановок и санитарных норм допустимой дозы радиационного облучения и допустимой концентрации в воздухе рабочей зоны масляных аэрозолей.
Надеюсь теперь вы разобрались с электронно-лучевой сваркой, как это устроено, достоинства и недостатки этого процесса. Если у вас остались вопросы, можете их задать тут. Так же рекомендую зайти на наш YouTube канал.