ПЛК: классификация, принцип работы, выбор
Контроллеры для автоматизации крупных дискретно-непрерывных производств на базе открытых стандартов и сети Industrial Ethernet.
DCS PLC
ПЛК в составе распределённых систем управления (РСУ) для автоматизации крупных опасных непрерывных производств с резервированием ЦПУ, модулей ввода-вывода, блоков питания и полевых шин.
Programmable Logic Controller (PLC)
Программируемые логические контроллеры для автоматического управления преимущественно дискретными операциями (упаковка, инструментальная обработка, конвейерные системы, сборка и т. п.).
Large PLC
ПЛК для автоматизации крупных дискретных производств.
Small PLC
ПЛК для автоматизации небольших производств, OEM-производителей автоматических линий и технологических установок.
NC-based PLC
ПЛК в станках с ЧПУ (в конструктиве стойки ЧПУ).
Motion Controller
Контроллеры для управления сервоприводами в системах управления движением: ЧПУ, контурное управление, позиционирование, синхронизация скорости и положения (электронный редуктор).
PLC-based Motion Controller
Контроллер движения в конструктиве ПЛК.
Drive-based Motion Controller
Контроллер движения в конструктиве сервопривода.
NC-based Motion Controller
Контроллер движения в конструктиве стойки ЧПУ.
Safety PLC
Large Safety PLC
Контроллеры для ПАЗ опасных непрерывных производств.
Small Safety PLC
Контроллеры в системах приборной безопасности травмоопасных машин, представляющих угрозу здоровью и жизни персонала (прессы, станки, роботы и т.п.).
Remote Terminal Unit (RTU)
Управляемые по радиоканалам телеметрические контроллеры для автоматизации удалённо расположенных объектов (компрессорные станции, скважины, канализационные насосные станции и т. п.).
PC-based PLC
Soft-PLC
- Включает PLC систему реального времени
- Может инсталлироваться на любой ПК с установленной коммуникационной картой для связи с удалёнными входами-выходами (Remote I/O) или картой входов-выходов (PC-based I/O)
- Использует рабочую память ПК
- Для сложных задач управления программа может разрабатываться на C/C++ и встраиваться в цикл PLC
Slot-PLC
- Устанавливается в свободный слот ПК
- Запитывается от ПК, но имеет вход для подключения ИБП
- Имеет встроенную память и слот для расширения памяти
- Буферная батарейка защищает данные оперативной памяти
- Работает независимо от CPU компьютера
- Имеет выход на промышленную шину, может использовать стандартные модули удалённого ввода-вывода
- Имеет встроенную PLC систему реального времени
- Может иметь в комплекте OPC-сервер для связи с PC
- Может иметь в комплекте софт HMI
OPLC
Два-в-одном: PLC + OP в одном корпусе (контроллер в конструктиве операторской панели).
Logic Relay
Интеллектуальные программируемые реле – микроконтроллеры для простейших задач релейной логики (таймеры, часы реального времени, счётчики, компараторы, булевские операции) с ограниченным функционалом (память, количество дискретных входов-выходов, расширяемость, коммуникабельность).
Принцип работы ПЛК
ПЛК предназначены для автоматического управления дискретными и непрерывными технологическими процессами.
- Цикличность
- Работа в реальном масштабе времени, обработка прерываний
Цикличность работы ПЛК
- Самодиагностика
- Опрос датчиков, сбор данных о текущем состоянии технологического процесса
- Обмен данными с другими ПЛК, промышленными компьютерами и системами человеко-машинного интерфейса (HMI)
- Обработка полученных данных по заданной программе
- Формирование сигналов управления исполнительными устройствами
Время цикла
- размера программы
- количества удалённых входов-выходов
- скорости обмена данными с распределённой периферией
- быстродействия ЦПУ
Время цикла (время квантования) должно быть настолько маленьким, чтобы ПЛК успевал за скоростью изменения переменных процесса (см. теорию автоматического управления), в противном случае процесс станет неуправляемым.
Watchdog
Строжевой таймер следит за тем, чтобы время цикла не превышало заданное.
Обработка прерываний
По прерываниям ПЛК запускает специальные программы обработки прерываний.
- Циклические прерывания по времени (например, каждые 5 секунд)
- Прерывание по дискретному входу (например, по сработке концевика)
- Прерывания по программным и коммуникационным ошибкам, превышению времени цикла, неисправностям модулей, обрывам контуров
Модули ПЛК
- Корзина для установки модулей
- Стабилизированный блок питания AC/DC (~220В/=24В)
- Центральное процессорное устройство (ЦПУ) с интерфейсом для подключения программатора, переключателем режимов работы, индикацией статуса, оперативной (рабочей) памятью, постоянной памятью для хранения программ и блоков данных
- Интерфейсные модули для подключения корзин расширения локального ввода-вывода и распределённой периферии
- Коммуникационные модули для обмена данными с другими контроллерами и промышленными компьютерами
- Модули ввода-вывода
- Прикладные модули (синхронизация, позиционирование, взвешивание и т.п.)
Функции устройств ввода
- Электрическое подключение и питание технологических датчиков (дискретных и аналоговых)
- Диагностика состояния (обрыв провода, контроль граничных значений, короткое замыкание и т.п.)
- Формирование цифровых значений (машинных слов) технологических параметров
- Передача этих данных в память ПЛК для дальнейшей обработки
Функции устройств вывода
- Электрическое подключение исполнительных устройств
- Диагностика состояния (обрыв провода, контроль граничных значений, короткое замыкание и т.п.)
- Приём управляющих машинных слов из памяти ПЛК
- Формирование управляющих сигналов (дискретных и аналоговых)
Типы устройств ввода-вывода
- Модули локального ввода-вывода располагаются:
- в одной корзине с ЦПУ
- в соседних корзинах в одном шкафу с ЦПУ
- в корзинах в соседних шкафах в одном помещении с ЦПУ
Функции коммуникационных модулей
- с удалёнными модулями ввода-вывода (Profibus, Modbus и др.)
- с программаторами, панелями оператора (HMI) и другими контроллерами
- с полевыми устройствами (HART, Foundation Fieldbus и др.)
- с сервоприводами (SERCOS)
- с промышленными компьютерами верхнего уровня (Industrial Ethernet и др.)
- по радиоканалам (GSM, GPRS)
- по телефонным линиям
- по Internet (встроенные web-серверы публикуют на своих страницах статусную информацию)
Выбор ПЛК
Выбор платформы автоматизации
Выбор платформы определяет и весь ваш будущий выбор.
ПЛК является первым пунктом в выборе платформы.
- склад запасных частей и сервисное обслуживание
- обучение и сертификацию обслуживающего персонала
- приобретение лицензий на средства разработки прикладного ПО
- интеграцию (бесшовная интеграция)
- миграцию (переход со старого оборудования на новое)
- программы и сикдки для ключевых клиентов
Определение количества точек ввода-вывода
Желательно максимально точно определить общее количество точек ввода-вывода (с учётом резервирования), чтобы подобрать ПЛК соответствующей производительности, или заранее предусмотреть модель контроллера с большим запасом по расширяемости.
- Дискретные входы (стандартные и быстродействующие импульсные)
- Аналоговые входы для подключения датчиков:
- токовых (0..20мА, 4..20мА)
- «напряженческих» (-10..+10В, 0..+10В)
- термопар и термосопротивлений (способ подключения: 2-х, 3-х или 4-х проводное подключение)
- тип нагрузки (резистивная, индуктивная, резистивно-индуктивная)
- величина тока (в Амперах)
- напряжение (~220В, =24В)
- токовые (0..20мА, 4..20мА)
- «напряженческие» (-10..+10В, 0..+10В)
Определение архитектуры системы управления
- Составить список объектов автоматизации (производственных площадок, цехов, участков, технологических линий, подсистем)
- Определиться с количеством ПЛК: если объекты управляются независимо друг от друга и вводятся в эскплуатацию поочередно, то можно предусмотреть для них отдельные контроллеры
- В зависимости от объёма и скорости обмена данными, территориального расположения объектов управления необходимо выбрать тип и топологию промышленной сети, требуемое коммуникационное оборудование
- Для минимизации длины кабельных соединений используются станции распределённого ввода-вывода
- Расписать точки ввода вывода по контроллерам, шкафам локального и децентрализованного ввода-вывода, определить количество и типы модулей ввода-вывода с учётом запаса по свободным каналам ввода-вывода
- В зависимости от направления обмена данными между ПЛК необходимо правильно выбрать конфигурацию Master – Slave (Ведущий – Ведомый): контроллеры типа Slave не могут обмениваться данными друг с другом
Масштабируемость
Масштабируемость – это возможность подобрать промышленный контроллер оптимальной конфигурации под конкретную задачу (не переплачивая за избыточную функциональность), а при необходимости расширения – просто добавить недостающие модули без замены старых.
Выбор блоков питания
Контроллеры подключаются к стабилизированным импульсным источникам питания. Необходимо аккуратно подсчитать суммарный ток, потребляемый всеми модулями контроллера и подобрать блок питания с соответствующей нагрузочной способностью.
Пример последствий неправильного выбора блока питания
Выходные модули установки приготовления клея для варки целлюлозы иногда отключались и испорченный клей приходилось выбрасывать тоннами. К финскому проекту ни у кого претензий не возникало. Заменили все модули ввода-вывода — не помогло. Грешили на случайные помехи из-за плохого заземления. Оказалось, что в определённых ситуациях (как-бы случайно) срабатывало такое «большое» количество входов и выходов, что суммарный потребляемый ими ток на мгновение превышал допустимый выходной ток блока питания и модули вывода отключались. Заменили блок питания на более мощный и проблема была решена.
Программное обеспечение
- Очень полезен программный симулятор, с помощью которого можно отладить программу без подключения к ПЛК
- Удобно, если для программирования ПЛК можно использовать стандартный ноутбук и стандартный кабель (USB или Ethernet)
- Проще найти программиста, если контроллер поддерживает стандартные языки программирования IEC61131:
- LD (Ladder Diagram) – графический язык релейной логики
- IL (Instruction List) – список инструкций
- FBD (Function Block Diagram) – графический язык диаграмм логических блоков
- SFC (Sequential Function Chart) – графический язык диаграмм состояний
- ST (Structured Text) – текстовый язык программирования высокого уровня
Использование ПЛК в промышленности Текст научной статьи по специальности «Электротехника, электронная техника, информационные технологии»
Программируемые Логические Контроллеры / автоматизация технологических процессов / производители промышленных контроллеров / автоматизация производства. / Programmable Logic Controllers / automation of technological processes / industrial controller manufacturers / production automation.
Аннотация научной статьи по электротехнике, электронной технике, информационным технологиям, автор научной работы — Банников Евгений Викторович
в настоящее время невозможно представить современное предприятие без автоматизированных инженерных систем. Технологическое оснащение производственных участков постоянно совершенствуется. В данной статье приведены основные производители программируемых логических контроллеров российских и зарубежных производителей. Изложены основные принципы работы логических контроллеров и их структурные и функциональные составляющие. Также были описаны основные сферы использования контроллеров в целях автоматизации производств и перечень решаемых с помощью ПЛК задач для различных областей промышленности.
i Надоели баннеры? Вы всегда можете отключить рекламу.
Похожие темы научных работ по электротехнике, электронной технике, информационным технологиям , автор научной работы — Банников Евгений Викторович
Применение программируемых контроллеров в централизованных системах автоматического управления
Функциональное проектирование программируемого логического контроллера
Функциональное проектирование программируемого логического контроллераПрограммно реализованный логический контроллер – инновационный продукт для автоматизации технологического оборудования
Автоматизированная система управления подготовки коагулянта на ЦОФ «Печорская» с применением программируемых логических контроллеров
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
i Надоели баннеры? Вы всегда можете отключить рекламу.USE OF PLC IN INDUSTRY
аt present, it is impossible to imagine a modern enterprise without automated engineering systems. Technological equipment of production sites is constantly being improved. This article lists the main producers of programmable logic controllers of Russian and foreign manufacturers. The basic principles of operation of logic controllers and their structural and functional components are described. Also described were the main areas of use of controllers for the purpose of automating production and a list of tasks solved with the help of PLC for various industries.
Текст научной работы на тему «Использование ПЛК в промышленности»
USE OF PLC IN INDUSTRY Bannikov E.V. (Russian Federation) Email: Bannikov556@scientifictext.ru
Bannikov Evgeny Viktorovich — Automation Control Software Engineer, INDUSTRIAL AUTOMATION DEPARTMENT, LLC «LAFARGEHOLCM», KOLOMNA
Abstract: at present, it is impossible to imagine a modern enterprise without automated engineering systems. Technological equipment of production sites is constantly being improved. This article lists the main producers of programmable logic controllers of Russian and foreign manufacturers. The basic principles of operation of logic controllers and their structural and functional components are described. Also described were the main areas of use of controllers for the purpose of automating production and a list of tasks solved with the help of PLC for various industries.
Keywords: Programmable Logic Controllers, automation of technological processes, industrial controller manufacturers, production automation.
ИСПОЛЬЗОВАНИЕ ПЛК В ПРОМЫШЛЕННОСТИ Банников Е.В. (Российская Федерация)
Банников Евгений Викторович — инженер-программист по автоматизированным системам
управления производства, отдел промышленной автоматизации, ООО «ЛафаржХолсим», г. Коломна
Аннотация: в настоящее время невозможно представить современное предприятие без автоматизированных инженерных систем. Технологическое оснащение производственных участков постоянно совершенствуется. В данной статье приведены основные производители программируемых логических контроллеров российских и зарубежных производителей. Изложены основные принципы работы логических контроллеров и их структурные и функциональные составляющие. Также были описаны основные сферы использования контроллеров в целях автоматизации производств и перечень решаемых с помощью ПЛК задач для различных областей промышленности.
Ключевые слова: Программируемые Логические Контроллеры, автоматизация технологических процессов, производители промышленных контроллеров, автоматизация производства.
В современном мире больших заводов и крупных производств, все больше внимания уделяется автоматизации производства, уменьшению человеческого фактора в принятии решений, облегчению труда рабочих, а также, самое главное, это увеличение производительности. Автоматизация производства — ключевой фактор развития промышленности и для этого необходимо применение современных технологий для управления различными этапами производства и просто для упрощения жизни человека.
Для этого на помощь людям пришли Программируемые Логические Контроллеры (ПЛК) — дискретные и аналоговые устройства, с множеством входов и выходов, для подключения периферийных устройств, приводов, средств для сбора и выдачи информации, обмена данными с помощью человеко -машинных интерфейсов и в конечном итоге для управления объектом исследования [1].
В настоящее время ПЛК работают в энергетике, области связи, в химической промышленности, в сфере добычи, транспортировки нефти и газа, в системах обеспечения безопасности, в коммунальном хозяйстве, используются в автоматизации складов, производстве продуктов питания, на транспорте, в строительстве и т.д.
Сейчас на рынке выделяются множество производителей промышленных контроллеров, как российские, так и зарубежные. Среди отечественных производителей наиболее выделяются следующие:
Зарубежные производители промышленных логических контроллеров представлены следующими компаниями:
Программируемые контроллеры находят применение в различных отраслях промышленности. На базе контроллера с включением минимального количества дополнительных компонентов можно построить многофункциональную систему управления. Контроллеры традиционно работают в нижнем звене автоматизированных систем управления предприятием, систем, непосредственно связанных с технологией производства. Это объясняется тем, что необходимость автоматизации отдельного механизма или установки всегда наиболее очевидна. Она дает быстрый экономический эффект, улучшает качество производства, позволяет избежать физически тяжелой и рутинной работы. Контроллеры по определению созданы именно для такой работы [3].
Применение промышленных контроллеров ПЛК распространяется практически на все сферы человеческой жизнедеятельности:
• Автоматизация технологических процессов;
• Системы жизнеобеспечения зданий;
• Системы противоаварийной защиты и сигнализации;
• Сбор и архивирование данных;
• Управление дорожным движением;
• Управление космическими кораблями;
• Автоматизация проведения испытаний продукции;
• Управление роботами и многое другое.
Использование промышленных контроллеров распространяется не только на системы управления технологическими процессами АСУ ТП, в качестве автономных средств управления линией или отдельным агрегатом, но и на широкомасштабные системы автоматизированного управления, которые осуществляют мониторинг деятельности целого производственного предприятия.
Черная и цветная металлургия. Особое значение в этих отраслях имеют требования по степени защиты и безопасности контроллера. Программируемые контроллеры применяются для управления транспортными операциями на коксовых батареях, загрузке доменных печей, для автоматизации литейных цехов, управлению конвейерными линиями, транспортерами, поворотными столами. Их используют также для решения задач, связанных с анализом газов и с контролем качества.
Металлообработка и автомобильная промышленность. Это как раз те отрасли, где ПЛК нашли широкое применение. Их можно встретить на автоматических линиях и сборочных конвейерах, на стендах для испытания двигателей, а также на прессах, токарных автоматах, шлифовальных и агрегатных станках, сварочных установках, автоматических станках для разрезки.
Химическая промышленность. В настоящее время ПЛК используются для управления технологическими установками, устройствами дозирования и смешивания продуктов, очистки отходов химического производства, а также на установках по переработке пластмасс и некоторых агрегатах в производстве резины.
Нефтедобыча. Кроме областей применения, аналогичных предыдущей отрасли, ПЛК используется на перекачивающих и распределительных станциях, для управления работой и наблюдения за магистральными трубопроводами.
Транспортные и погрузочно-разгрузочные операции. Программируемые контроллеры используются при сортировке посылок, почтовых отправлений, механизированном управлении складскими операциями, упаковке, конвейерной пересылке, комплектовании изделий на поддонах, в лифтовом хозяйстве, грузоподъемных механизмах и др.
Другие области применения. Все случаи использования ПЛК перечислить невозможно. В текстильной промышленности они могут применяться для управления операциями автоматического раскроя тканей и контроля нитей, на транспортных конвейерах. В стекольной промышленности, в производстве хрусталя ПЛК управляют операциями отрезки и упаковки. Устройства логического управления используются при решении задач, связанных с охраной (зданий, заводов) и обеспечении безопасности (ядерная энергетика). Функциональные возможности и легкость внедрения позволяют использовать ПЛК как учебное пособие. Возможно использование ПЛК в системе образования[3].
Также программируемые логические контроллеры позволяют решать задачи, способствующие улучшению условий труда работников, например, различные системы климат-контроля, фильтрации воздуха. С помощью ПЛК можно реализовать систему «умный дом». С помощью программируемых логических контроллеров в различных производственных сферах, реализованы задачи по автоматизации складского хозяйства предприятия и организации диспетчерского контроля.
Основные принципы работы ПЛК в различных сферах производства — это сбор, обработка данных и управляющее воздействие на объект. Устройство сбора данных собирает информацию об управляемом объекте и передает ее контроллеру, который обрабатывает полученные данные и выдает сигнал управления исполнительному механизму. Такая конструкция носит название системы с замкнутым контуром или с обратной связью [2].
После сбора информации, она поступает в контроллер, который играет роль «мозга». Он будет обрабатывать полученную информацию на основании алгоритмов и программ, заданных ему программистом. Если значение не будет укладываться в границы установленных пределов, то контроллер пошлет сигнал на исполнительный механизм для исправления ошибки, и так будет происходить пока ошибка не войдет в допустимые границы. Исполнительный механизм — это мышцы системы автоматического регулирования (САУ). Именно он будет оказывать физическое воздействие на контролируемую систему. Исполнительными механизмами для САУ могут быть различные электроприводы, гидроприводы, пневмоприводы и другие механизмы [2].
В заключении, можно сказать, что программируемые логические контроллеры являются неотъемлемой частью различных сфер производств, с их помощью построены многоуровневые системы автоматизации, осуществляется человеко -машинное взаимодействие, что облегчает человеческий труд и увеличивает производительность.
Список литературы /References
1. Программируемый логический контроллер. [Электронный ресурс]. Режим доступа: https://ru.wikipedia.org/wiki/Программируемый логический контроллер/ (дата обращения: 10.12.2018).
2. Программируемые логические контроллеры. [Электронный ресурс]. Режим доступа: http://www.segnetics.com/plc.html/ (дата обращения: 25.11.2018).
3. Петров И.В. Программируемые контроллеры. Стандартные языки и приемы прикладного программирования / Под ред. проф. В.П. Дьяконова. М.: СОЛОН-Пресс, ил. (Серия «Библиотека инженера»), 2004. 256 с.
DISADVANTAGES OF DOSING BULK BUILDING MATERIALS
1 2 Strelnikov D.V. , Astahov S.V. (Russian Federation)
1Strelnikov Danila Vladimirovich — Student master’s degree;
2Astahov Sergey Vladimirovich — Student master’s degree, DEPARTMENT OF INFORMATION-MEASURING AND BIOMEDICAL ENGINEERING, FEDERAL STATE BUDGET EDUCATIONAL INSTITUTION OF HIGHER PROFESSIONAL EDUCATION
RYAZAN STATE RADIO ENGINEERING UNIVERSITY RYAZAN
Abstract: at all times, the control of bulk materials was important for the quality of the final product and the economic component of the entire production. Control of dosing of materials involves the automatic cessation of supply when the required, specified mass formulation is reached. Thus, a vast area opens up for us to study all sorts ofproblems in this kind of activity. For writing the article, as an example, weighed cement control sensors were selected. These sensors and the very principle of weighing dosing are widespread and allow you to clearly demonstrate all aspects of interest to us. This article outlines the disadvantages of the weight dosing, and also presents the principle of operation of the weight metering device, on the basis of which the disadvantages are presented. Keywords: dosing, control, weight, dispenser.
НЕДОСТАТКИ ДОЗИРОВАНИЯ СЫПУЧИХ СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ 12 Стрельников Д.В. , Астахов С.В. (Российская Федерация)
1Стрельников Данила Владимирович — магистрант 2Астахов Сергей Владимирович — магистрант, кафедра информационно-измерительной и биомедицинской техники, Федеральное государственное бюджетное образовательное учреждение высшего образования Рязанский государственный радиотехнический университет, г. Рязань
Аннотация: во все времена контроль сыпучих материалов имел важное значение для качества итоговой продукции и экономической составляющей всего производства. Контроль дозирования материалов предполагает автоматическое прекращение подачи при достижении необходимой, заданной рецептурой массы. Таким образом, перед нами открывается обширная область для изучения всевозможных проблем в данном роде деятельности. Для написания статьи в качестве примера были выбраны датчики весового контроля цемента. Данные датчики и сам принцип весового дозирования являются широко распространёнными и позволяют наглядно продемонстрировать все интересующие нас
Программируемый логический контроллер (ПЛК)

Программируемые логические контроллеры (ПЛК) — специализированные устройства, используемые для автоматизации технологических процессов в промышленности — позволяют организовать управляемую связь между программным обеспечением и промышленным оборудованием, заменяя собой неизменяемые реле со статичным программным наполнением.
Программи́руемый логи́ческий контро́ллер (ПЛК) (англ. Programmable Logic Controller, PLC) или программируемый контроллер — электронная составляющая промышленного контроллера, специализированного (компьютеризированного) устройства, используемого для автоматизации технологических процессов. В качестве основного режима длительной работы ПЛК, зачастую в неблагоприятных условиях окружающей среды, выступает его автономное использование, без серьёзного обслуживания и практически без вмешательства человека. [1]
Иногда на ПЛК строятся системы числового программного управления станком (ЧПУ, англ. Computer numerical control, CNC). ПЛК являются устройствами реального времени.
- микроконтроллера (однокристального компьютера), микросхемы предназначенной для управления электронными устройствами, областью применения ПЛК обычно являются автоматизированные процессы промышленного производства, в контексте производственного предприятия;
- компьютеров, ПЛК имеют развитые устройства ввода-вывода сигналов датчиков и исполнительных механизмов в противовес слабым возможностям ввода-вывод управления (клавиатура, мышь, монитор и т. п.);
- встраиваемых систем — ПЛК устанавливается отдельно от управляемого при его помощи оборудования.

Первые логические контроллеры появились в виде шкафов с набором соединённых между собой реле и контактов. Эта схема задавалась жёстко на этапе проектирования и не могла быть изменена далее. Российский рынок HR-tech: оценки, перспективы, крупнейшие поставщики. Обзор TAdviser
Первый в мире ПЛК — MOdular DIgital CONtroller (Modicon) 084, имеющий память 4 кБ, произведен в 1968 году.
В первых ПЛК, пришедших на замену обычным логическим контроллерам, логика соединений программировалась схемой соединений LD (Ladder logic Diagram). Устройство имело тот же принцип работы, но реле и контакты (кроме входных и выходных) были виртуальными, то есть существовали в виде программы, выполняемой микроконтроллером ПЛК. Современные ПЛК являются „свободнопрограммируемыми“.
В системах управления технологическими объектами логические команды преобладают над числовыми операциями, что позволяет при сравнительной простоте микроконтроллера (шины шириной 8 или 16 бит), получить мощные системы действующие в режиме реального времени. В современных ПЛК числовые операции реализуются наравне с логическими. В то же время, в отличие от большинства процессоров компьютеров, в ПЛК обеспечивается доступ к отдельным битам памяти.
Примечания
Плк что это в строительстве
Давайте начнём с расшифровки терминов.
DCS – Distributed Control System. По-русски РСУ – Распределённая Система Управления.
PLC – Programmable Logic Controller. По-русски ПЛК – Программируемый Логический Контроллер.
Сразу же видно, что если мы хотим провести сравнение между DCS и PLC, мы строго говоря, не будем сравнивать яблоки с яблоками. Тем не менее, в реальности инженеры часто почти отождествляют эти понятия.
Например, встречаются два АСУшника и один спрашивает:
— Что вы используете для АСУТП?
— Yokogawa Centum, а вы?
— А мы — GE Emerson RX3i PacSystem.
— А HMI/SCADA? – Cimplicity
— А Schneider Modicon не рассматривали?
— Да рассматривали вместе с Citect SCADA. Но решили остановиться на GE.
Даже из этого простого разговора видно, что речь идет о разной архитектуре систем. В мире ПЛК, как минимум нужно уточнить, а какой HMI используется в данном проекте, тогда как в мире DCS это уже определено вендором.
Посмотрите упрощенные картинки этих двух систем.
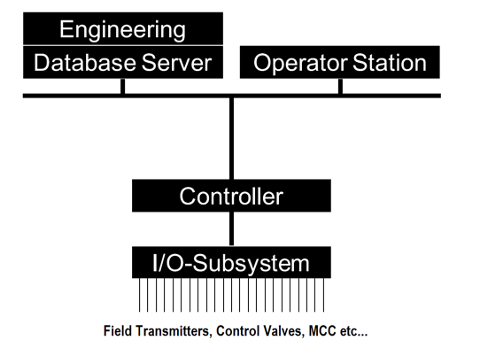
Система DCS
Система PLC
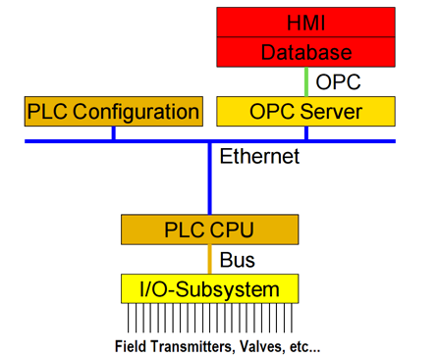
Обратите внимание на одну простую вещь: даже минимальный функционал РСУ – эта законченная система, выполняющая основные задачи АСУТП. Тогда как в случае ПЛК, мы без красного квадратика имеем черный ящик. Да, мы знаем конфигурацию этого ящика, так как мы его сконфигурировали через PLCConfiguration и скачали в ПЛК, но нам нужен HMI для управления и отслеживания его работы.
Я бы хотел обратить внимание лишь на два момента. ПЛК было сделано как замена релейных схем. Естественно, программирование велось на LD.
DCS – это, по сути, замена аналоговых устройств, осуществляющих в основном ПИД-регулирование и логику. FB (Function Blocks) – удобный метод представления таких алгоритмов.
Еще один момент. Первоначально в DCS связь между контроллерами и компьютерами осуществлялась через патентованный уникальный интерфейс. Сейчас в этом тоже нет необходимости. На рисунке вы видите две системы, которые выглядят очень похожими.
PLC DCS