Привод подач и позиционирования
Привод подач и позиционирования, т. е. перемещения рабочего органа станка в требуемую позицию согласно программе, должен выполняться с минимально возможными зазорами и со стабильными параметрами, иметь высокую жесткость и плавность перемещения при малых скоростях, большую скорость вспомогательных перемещений рабочих органов (до 10 м/мин и более). Привод подач характеризуется также малым временем разгона и торможения, небольшими силами трения, уменьшенным нагревом элементов привода, большим диапазоном регулирования. Эти требования можно осуществить, применив шариковые и гидростатические винтовые передачи, направляющие качения и гидростатические направляющие, беззазорные редукторы с короткими кинематическими цепями и т. д.
Точность позиционирования во многом зависит от точности срабатывания электродвигателей, электромагнитных муфт, тормозных устройств. В электродвигателях подач, устанавливаемых непосредственно на станках, используют высокомоментные двигатели постоянного тока с транзисторными широтно-импульсными преобразователями. Для роботов и других быстродействующих механизмов используют специальные быстродействующие электродвигатели постоянного тока с дисковым якорем и транзисторными преобразователями.
Тенденцией развития электропривода подач является создание электроприводов переменного тока на базе синхронных бесколлекторных (вентильных) электродвигателей с естественным охлаждением, с моментами 0,1—90 Н-м, максимальными частотами вращения до 3000 . 5000 мин’1. Такие двигатели обеспечивают широкий диапазон регулирования и равномерность вращения, имеют малые габариты и массу. В качестве датчика обратной связи используют датчик положения ротора (в основном фотоимпульсный).
Смотрите также:
В общем виде пневматический привод включает в себя пневмо- двигатель, распределительную, регулирующую и вспомогательную аппаратуру.
Позиционирование поршня осуществляется противодавлением, т.е. подачей воздуха в штоковую полость пневмоцилиндра при.
Для выполнения этих операций производится фиксация шпинделя с деталью в рабочей позиции; для точного позиционирования шпинделя используют следящий
Для привода подач в станках. с ЧПУ применяют шаговые электродвига. тели, электродвигатели постоянного тока
Привод движения подач характеризуется минимально возможными зазорами, малым временем разгона и торможения, небольшими силами трения, уменьшенным нагревом элементов привода, большим диапазоном регулирования.
К его недостаткам следует отнести: трудность реализации следящего привода и невозможность точного позиционирования из-за высокой сжимаемости энергоносителя (отсюда.
Чаще всего сочетают пневматический с гидравлическим приводы, а также электрический с
При подаче воздуха под давлением через пневмораспреде
с очень высокой точностью объектами с малыми массами (погрешность позиционирования не превышает 0,1-0,01 мкм).
Компактный привод позиционирования PowerDRIVE-Positioning GEL 6109

PowerDRIVE-Positioning GEL 6109 – привод позиционирования, который образует компактный мехатронный блок, содержащий бесщёточный двигатель постоянного тока, 32-битный микропроцессор, компактный усилитель мощности, а также цилиндрическое зубчатое колесо.
Этот привод позиционирования оснащён надёжным магнитным абсолютным многооборотным энкодером.
Активная защита системы от тепловой перегрузки и комплексное программное обеспечение системы делают возможными рабочие циклы значительно выше 25 % в зависимости от нагрузки.
Жёсткий алюминиевый корпус с высокой степенью защиты (IP 67) подходит для широкого спектра применения в различных отраслях промышленности.
Особенности приводов позиционирования GEL6109
- Номинальный крутящий момент:
— Конструкция K 2.5 Нм при 70 мин -1 (рабочий цикл 25 %);
— Конструкция L 5 Нм при 70 мин -1 (рабочий цикл 25 %);
- Анодированный алюминиевый корпус;
- Рабочая температура от 0 °C до +60 °C;
- Вентильный двигатель;
- Магнитный многооборотный датчик: точность: ±1,8°; дальность обнаружения: 342 поворота;
- Гибридный отвод кабеля, оболочка PUR;
- CANopenCiA 402, дополнительные интерфейсы через коробку PowerDRIVE-Box;
- Степень защиты: IP67 / поворотное уплотнение вала (Витон);
- Срок службы механизма: 3000 ч.
Достоинства приводов позиционирования
- Для установки при ограниченном пространства благодаря очень компактной конструкции;
- Бортовой джойстик для простого ввода в эксплуатацию;
- Мониторинг важных параметров системы обеспечивает надёжную работу (защиту от перегрузки);
- Готов к использованию сразу же после включения благодаря абсолютному многооборотному определению положения;
- Не требует обслуживания благодаря герметизированной смазке.
Технические параметры
| Области применения | Пищевые и упаковочные машины, деревообрабатывающие станки, станки для обработки пластмасс. |
| Напряжение питания | 24 В постоянного тока |
| Номинальный крутящий момент | 2,5 Нм до 60 мин -1 , 5 Нм до 300 мин -1 |
| Диапазон температур | От -10 до +60°C |
| Класс защиты | IP67 |
| Размер Ш x В x Д (в мм) | 50 x 123 x 76/96 мм |
| Материал | Алюминий |
| Интерфейс | CANopen |
Концепция
Приводы позиционирования PowerDRIVE-Positioning GEL-6109 являются интеллектуальными устройствами регулировки для нажатия на конце вала или для крепления к валу или шпинделю.
Привод позиционирования оснащён гибридным кабелем Power-DRIVE-Connect и предназначен для подключения к распределительной коробке PowerDRIVE-Box. Система внутренне взаимодействует с помощью CANopen.
Благодаря использованию гибридного кабеля PowerDRIVE-Connect и коробки PowerDRIVE-Box усилия, затрачиваемые на укладку кабеля для привода позиционирования, значительно сокращаются.
Кроме того, система в целом предлагает более гибкое взаимодействие шин. Коробка PowerDRIVE-Box поддерживает все распространённые профили полевой шины. Предустановленные функциональные блоки и программные модули доступны для интеграции в различные системы управления машинами.
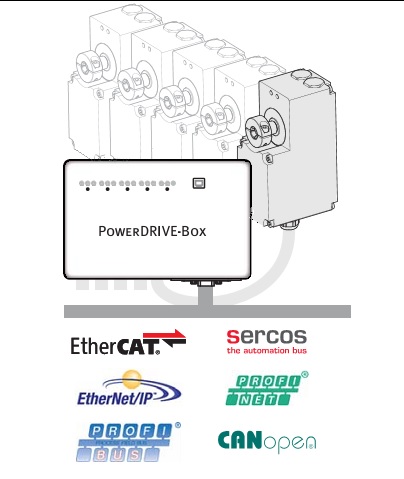 |
| При помощи блока PowerDRIVE-Box возможно подключение всех промышленных интерфейсов |
Сборка
Монтажная концепция включает в себя фиксированно движущийся подшипник. Машинный вал поддерживает вес привода позиционирования с помощью неподвижного подшипника. Для этого привод позиционирования монтируется непосредственно на машинном валу с помощью закреплённой связи с фасонной подгонкой, например, над полым валом с зажимным кольцом.
Поддержка крутящего момента предотвращает вращение привода позиционирования, и, как движущийся подшипник, при необходимости уравновешивает любые движения, которые возникают на выходной оси из-за дисбаланса. Форма и конструкция поддержки момента зависят от заказа. Для монтажа имеются различные аксессуары.
Структура привода позиционирования
Жёсткий корпус из анодированного алюминия особенно надёжный. Оснащенный уплотнением вращающегося вала, сделанным из Витона, привод позиционирования достигает класса защиты IP67.
Разъём для обслуживания USB имеется на верхней части устройства. Правильная работа может быть проверена в режиме настройки с использованием джойстика без необходимости предварительного программирования логического контроллера.
Гибридный кабель PowerDRIVE-Connect обеспечивает связь шины и источника питания с приводом позиционирования.
Привод позиционирования PowerDRIVE-Positioning работает с напряжением питания 24 В постоянного тока и поддерживает внутрисистемный профиль полевой шины через CANopenCiA 402.
Встроенный многооборотный абсолютный ротационный энкодер
Магнитный абсолютный многооборотный ротационный энкодер осуществляет процедуры поиска референсных значений после сбоя питания и аварийной остановки. Благодаря безбатарейному энкодеру привод позиционирования определяет его положение после включения и сразу же готов к использованию.
В выключенном состоянии выходной вал может быть перемещён на ±171 оборота без потери абсолютной позиции. Абсолютный ротационный энкодер выдерживает высокие ударные / вибрационный нагрузки.
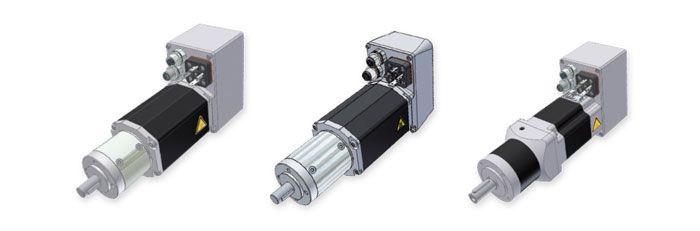
Конструктив
Бесщёточный двигатель постоянного тока конструкции K или L могут быть объединены компактным цилиндрическим зубчатым колесом. В результате существуют разные длины корпусов и крутящие моменты приводов.
Режимы работы
Привод позиционирования предназначен для размещения на номинальном крутящем моменте. Следующие интервалы действительны для рабочего цикла:
- Рабочий цикл = 25% при 100% нагрузки крутящего момента, режим позиционирования S2 (базовое время – 4 минуты: ED = 1 минута, PD = 3 минуты);
- Рабочий цикл = 50% при 50% нагрузки крутящего момента, в зависимости от параметров окружающей среды и области применения.
Другие методы работы защищены I 2 t и контролем температуры, а также регулируемым пределом тока. Эта защита позволяет немного увеличить пусковой момент.
Надёжность
Контролируются важные параметры, такие как мощность двигателя и температура устройства, таким образом привод позиционирования PowerDRIVE активно защищён от перегрузки. Следующие контрольные устройства обеспечивают бесперебойную работу:
- Плавные пуск и остановка с помощью ускорения и замедления;
- Обнаружение повышенного/пониженного напряжения на приводе и в логических схемах питания;
- Обнаружение ошибок запаздывания (выходного вала к валу двигателя);
- Контроль температуры на усилителе мощности и внутри корпуса;
- Защита двигателя и усилителя мощности от перегрузки посредством мониторинга I 2 t и в сочетании с коробкой PowerDRIVE-Box при помощи максимального тока.
PowerDRIVE-Connect
Гибридный кабель PowerDRIVE-Connect предназначен для гибкого применения в тяговых цепях и достигает допустимого динамического радиуса в десять раз больше диаметра кабеля в диапазоне температур от -40 до +80°C. Диаметр кабеля – 9,5 мм. Гибридный кабель экранирован под внешней оболочкой «PUR». Внутренние ядра связи полностью изолированы и многократно проверяются.
Привод позиционирования доступен с гибридным кабелем и разъёмом.
PowerDRIVE и PowerDRIVE-Box можно быстро и легко соединить с предварительно собранными гибридными соединительными кабелями.
Быстродействующая связь штекерного соединения позволяет быстро подключать и отключать устройства. Таким образом, привод позиционирования в течение нескольких секунд может быть надёжно изолирован от источника питания для работ по техническому обслуживанию и эксплуатации.
Привод Подачи Для Станков С Чпу
Производительность и точность обработки на станках с ЧПУ в значительной степени определяются исполнением и качеством работы приводов подач.
Независимость перемещений по разным координатам на этих станках обусловила разделение механизмов приводов подач по каждой управляемой координате с необходимостью применения самостоятельного привода в каждой из них. Приводы по исполнению могут быть электрические, электрогидравлические и гидравлические. В качестве исполнительных двигателей в электроприводах подач применяют шаговые электродвигатели, а также электродвигатели постоянного и переменного тока. В гидравлических приводах — гидроцилиндры и гидромоторы.
Тип установленного привода в основном определяется теми требованиями, которые предъявляются к механизмам подач в соответствии с технологическими и конструктивными особенностями каждой конкретной модели станка с ЧПУ и с учетом характерных достоинств и недостатков каждого из исполнений приводов. Анализ конструкций современных станков с ЧПУ показывает, что наибольшее распространение нашли в них электрические и электрогидравлические приводы.
Отличие приводов подач станков с ЧПУ, в том числе и многооперационных, от приводов обычных универсальных станков заключается в необходимости обеспечения:
- дистанционного управления по командам устройства ЧПУ;
- более широкого регулирования скоростей;
- более высокой жесткости механической характеристики;
- бесскачкового движения на малых подачах;
- повышенной плавности перемещения рабочих органов для достижения высокой точности их позиционирования;
- повышенной долговечности в условиях более интенсивной работы.
Совокупность устройств, приводящих в действие рабочие органы металлорежущих станков, называют приводом. Он состоит из двигателя и механизмов, передающих движение рабочим органам. Для приводов металлорежущих станков применяют обычно односкоростные асинхронные электродвигатели переменного тока с короткозамкнутым ротором, с синхронной частотой вращения 3000, 1500, 1000 и 750 об/мин. Обладая жесткой характеристикой, эти двигатели обеспечивают постоянство мощности во всем диапазоне скоростей и незначительное изменение частоты вращения вала под нагрузкой. Используют также многоскоростные двигатели переменного тока и, в частности, двухскоростные: 1500/3000, 750/1500 об/мин, трехскоростные: 1000/1500/3000 об/мин и др.
Экономичная работа внутришлифовальных станков с диаметром обработки от 3 до 200 мм требует привода главного движения шлифовального круга с частотой вращения 5000 об/мин и выше. Здесь наиболее целесообразно применение высокоскоростных электродвигателей, питаемых от источников тока высокой частоты, порядка 600-2400 Гц.
При электрическом регулировании частоты вращения находят применение двигатели постоянного тока с тиристорным управлением, которые позволяют регулировать частоту вращения валов диапазоне порядка 10:1. Включение переборов с электромагнитными муфтами дает возможность еще более расширить этот диапазон. В оборудовании с числовым программным управлением применяют шаговый двигатель станка, быстродействие которого достигает 8 кГц и выше. При осуществлении вспомогательных движений нередко используют электромагниты (соленоиды). Широкое распространение в металлорежущих станках получил гидравлический привод станков.
Как правило, вал электродвигателя и ведущий вал привода связаны соединительной муфтой либо одной из передач ременной или зубчатой.
Движения в станках инструмента и заготовок совершается рабочими или исполнительными органами станка. Движение передается при помощи кинематических цепей, состоящих из отдельных пар отдельных пар ременных, зубчатых, червячных, кулачковых, винтовых и т. д. Изображения кинематических пар, соединенных в определенной последовательности в кинематические цепи, называются структурные и кинематические схемы станков.
В настоящей статье мы рассмотрим процесс определения кинематических соотношений в приводе подачи для станков с чпу, а также скоростную и нагрузочную диаграмму.
Совокупность и чередование движений, реализуемых приводом подачи фрезерного станка с ЧПУ, рассматриваются на примере обработки фрезой контура детали (рис. 1). Быстрый подвод инструмента к заготовке происходит из точки 1.
Привод подачи обеспечивает движение следующих типов:
- разгон и торможение при переходе от одной скорости к другой (участки 1–2, 3–4, 7–8, 9–10 на траектории оси фрезы);
- движение со скоростью быстрого хода (участки 2–3, 8–9);
- движение с постоянной скоростью подачи при выполнении резания на участках контура, параллельных координатным осям (участки 5–6, 11–12);
- движение со скоростью, связанной со скоростью движения по другой координате при выполнении резания на криволинейных или наклонных участках контура (участок 13–14);
- движение со скоростью рабочей подачи при отсутствии резания (участок 4–5, 6–7, 10–11 подвода и перебега инструмента).
В цикле органа, перемещающегося по оси Х, могут быть простои, когда работают приводы подачи по другим осям или происходят съем обработанной детали, установка и зажим заготовки.
Привод позиционирования MP

TR-Electronic со своими сильными швабскими корнями активно работает сегодня в разных странах мира. Компания особенно сильна в отраслях, связанных со станкостроением. Помимо штаб-квартиры в г. Троссинг.
Вспомогательные или главных приводы с широкими возможностями настройки
Компактные приводы позиционирования MP encoTRive идеально подходят для использования в качестве вспомогательного или основного привода для циклической настройки формата, динамического примерного позиционирования, точного позиционирования и постоянной скорости, например, в деревообрабатывающих станках, пакетных эжекторах, устройствах измерения профиля и рентгеновских аппаратах.
Благодаря наличию широких возможностей настройки, различных типов передач и редукторов, компактные приводы encoTRive MP 200 наиболее эффективно используются при проектировании специального оборудования с постоянно меняющейся конфигурацией. Они также идеально подходят для использования в качестве мощного позиционного привода или вспомогательного привода для выполнения периферийных функций устройств со специальными механическими требованиями.
Приводы серии encoTRive MP xxx поставляются в комплекте с планетарной или червячной передачей. Эти компактные приводы имеют широкие возможности настройки и поддерживают использование различных редукторных передач. Приводы encoTRive MP XXX отлично подходят для крупномасштабного производства, для использования в качестве позиционных или вспомогательных приводов для выполнения периферийных функций устройств с умеренными механическими требованиями. Приводы encoTRive MP, как правило, оснащаются электронно-коммутируемыми двигателями.