Сварка алюминия газовой горелкой с баллончика
Популярность алюминия в последнее десятилетие увеличилась в несколько раз и продолжает расти с каждым днем. Это обусловлено его прекрасными свойствами, такими как экологическая чистота, устойчивость к коррозии и пластичность. Прекрасным средством для проведения сварочных работ с алюминием является аргонодуговое сваривание. Нередко таким способом пользуются многие сварщики, которым необходимо произвести ремонт алюминиевых деталей.
Идеальным средством для проведения сварочных работ является газовый баллончик. Специальный газовый баллончик для сварки сгорает в кислороде и создает высокий температурный режим – более 2400 градусов по Цельсию. Благодаря тому, что он создает значительный температурный режим, с его помощью можно производить сваривание медных и алюминиевых элементов. Для работы применяются мягкие и твердые припои. Газовый баллончик дает возможность проведения сварочных работ с трубами отожженного и неотожженного качества, толщина стенок которых составляет 1,5 миллиметра.
Помимо этого газ очень экономичен в сравнении с другими видами топлива и от его применения не загрязняются сопла горелок. Максимальную температуру горения можно достичь всего за 10 секунд. Баллоны, которые используются для сварочных работ, производятся по специальной технологии, что дает гарантию отсутствия утечек топлива, а также обеспечивает безопасность при дальнейшей эксплуатации.
Положительными особенностями использования газовых баллончиков являются следующие особенности:
- — Стабильность и безопасность при работе, чего никак нельзя сказать про стандартные газовые баллоны;
- — Газ в маленьких баллончиках безопасен для сваривания, потому как не содержит в своем составе бутадиена;
- — Высокую температуру горения (2400 градусов по Цельсию). Это значительно выше, чем температура, которую можно достичь с помощью бутаново-пропановой смеси;
- — Горелки на газу из баллончиков имеют на половину большую тепловую мощность, чем устройства, которые устроены и оборудованы для работы на пропане;
- — Газ из баллончиков имеет большую эффективность, чем пайка алюминия пропаном;
- — Горелки, в которых используется специальный МАПП газ, легко запускаются даже при низкой температуре;
Множество особенностей преимуществ газа из баллончиков позволяют многим сварщикам постоянно пользоваться данным инструментом для создания качественных сварочных швов и обеспечения комфортного сваривания. Работая с использованием газовых баллончиков, можно достигать высокого качества сварки, а также быстро и эффективно устранять неисправности алюминиевых деталей.
В специальных баллончиках для сварки имеется смесь для продуктивной пайки алюминия при температуре 2400 градусов, а также работать с газом, который на 35% продуктивнее пропана. МАПП алюминиевый баллончик – это специально разработанный газовый баллончик для безопасного использования в рабочем процессе.
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое. Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома. При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
- Порошковая проволока для пайки алюминия.
- Газовая горелка.
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? — порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс — ссылка на припой.
Стоит недорого, советую брать сразу упаковку — в жизни точно пригодится.

Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.

Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.

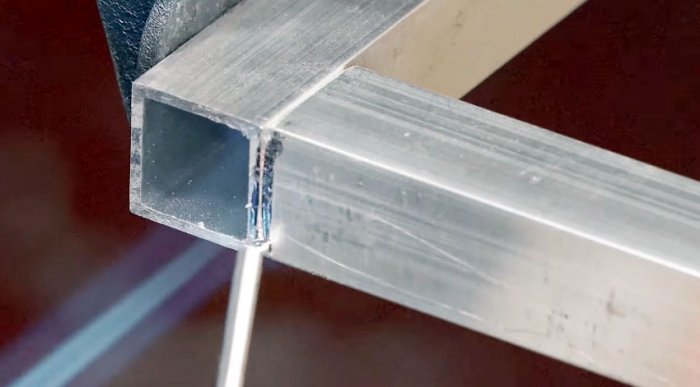
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.

Подносим трубчатый припой. Он расплавляется и растекается по шву.

Весь процесс происходит примерно при температуре 450 градусов Цельсия. Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.
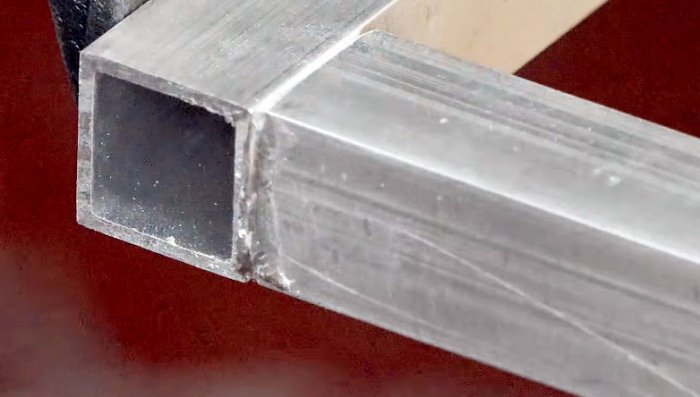
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем. Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое. Единственное, если получилась не совсем качественная пайка — это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво. Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда. Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Пайка алюминия газовой горелкой

Прочный, но в то же время податливый металл, называемый алюминием, широко используется в промышленности, отраслях электроники, а также в хозяйственных и народных сферах. Существует ошибочное мнение, что без наличия дорогостоящих приспособлений в домашних условиях отремонтировать детали из алюминия невозможно. Однако иногда требуется починка бытовых предметов, таких как алюминиевые кастрюли, чайники. Подобный мелкий ремонт выполнить дома вполне возможно, важно только знать все этапы выполнения процесса и иметь некоторые расходные материалы.
Особенности пайки
В домашних условиях можно выполнить мелкий ремонт предметов из алюминия газовой горелкой. При осуществлении паяльных работ на поверхности алюминия при контакте его с кислородом образуется окислительная пленка, которая ухудшает адгезию. Если начать выполнение паяния, предварительно не удалив оксидную пленку, то готовый шов не будет иметь прочность. Оксидная пленка не удаляется путем механической очистки – стоит только обработать изделие, как оксиды появляются вновь. Решить вопрос можно только с помощью специального вещества, называемого флюсом.
Паяние с использованием газовой горелки удобно тем, что в процессе работы силу пламени, а значит, и его температуру, можно регулировать. Если для паяния алюминия выбрать неправильный температурный режим, то расплавленный металл, а также припой, будут растекаться по рабочей поверхности, не заполняя собой место соединения или дыру. Чтобы процесс паяния был результативным, важно правильно выбрать присадочный припой.
Если припой, флюс и температурный режим для выполнения паяния алюминия выбраны верно, дальнейший процесс – дело техники. Ремонт алюминиевых изделий, выполняемый в домашних условиях с применением газовой горелки, имеет свои положительные и негативные стороны.
Достоинства такого паяния состоят в следующем:
- горелка, работающая на газе, универсальна – с ее помощью соединяют как тонкие алюминиевые провода, так и применяют для ремонта обширных поверхностей;
- горелка с газом имеет свойство корректировки силы ее пламени;
- пользуясь горелкой, можно не только прогревать поверхности деталей перед паянием, но и плавить флюс с припоем;
- горелка с газом может обеспечить медленное расплавление металла, предоставляя возможность выполнять процесс без спешки и качественно;
- горелка на газе сразу же при включении готова к работе, ей не нужно дополнительное время для разогревания до требуемой температуры.
Недостатки при работе с горелкой тоже имеются:
- подготовительный этап перед процессом паяния довольно длительный;
- стоимость выполнения работ с учетом расхода газа может оказаться высокой;
- работа с открытым пламенем вблизи газового баллона является опасной из-за угрозы взрыва;
- само оборудование стоит довольно дорого.
Процесс паяния алюминиевых изделий выполняют путем применения паяльника, газовой горелки, иногда может быть использована и сварка. При помощи паяльника спаять большие участки шва иногда просто невозможно, а сварочный метод не в каждом случае может быть обоснован, так как при сварке образуется дуга, которая очень быстро плавит металл. Поэтому применение газовой горелки является оптимальным вариантом из всех существующих.
Отличные результаты можно получить при варианте непрерывного паяния. Если же в процессе работы горелкой нужно остановиться, то для возобновления паяния потребуется основательно разогреть всю протяженность шва, чтобы равномерно распределить припой, не пропустив незапаянных участков. Стыковочные швы, сделанные с помощью газовой горелки, получаются прочными и аккуратными.
Оборудование и материалы
Для проведения процесса паяния алюминия потребуется запастись оборудованием и специальными расходными компонентами. От того, насколько правильно будут подобраны материалы, а также от их качества будет зависеть результат паяния.
Перечислим необходимые для работы инструменты и расходные материалы.
- Газовая горелка с направленным потоком пламени, который можно регулировать. Сопло горелки пропускает через свою конструкцию газ, поэтому для паяния вам понадобится еще и баллон с газом. Во время осуществления процесса паяния газовая горелка плавит припой и металл – эти процессы регулируют силой подачи пламени.
- Чтобы соединить баллон с газом и горелку между собой, потребуется специальный дюритовый шланг. В целях безопасности перед началом проведения работ нужно всегда проверять его целостность.
- Припой (его еще называют присадка) предназначен для паяния алюминия. Если процесс паяния выполняется газовой горелкой, то присадочная проволока должна соответствовать составу металла, с которым предстоит работать.
- С целью окончательного удаления оксидной пленки и повышения адгезии металла в работе применяют различные виды флюса. Он необходим для обработки рабочих поверхностей перед началом выполнения паяльных работ.
При этом чаще всего используют флюсы:
- Ф-61 – необходим для работ с алюминием в условиях низких температур плавления металла;
- Ф-64 – используется для толстых и массивных заготовок;
- Ф -34А – применяется для тугоплавких материалов при работе в высоких температурных режимах;
- Castolin Alutin 51L – является зарубежным вариантом, хорошо сочетается, если в процессе паяния применять также и припой Castolin.
Из припоев, наиболее пригодных для паяния алюминия с помощью газовой горелки, используют цинковые, алюминиевые, медные и кремниевые прутки, которые в своем составе имеют еще и олово. Наибольшее распространение для выполнения паяльных работ получил цинковый припой марки ЦОП-40, который на 60% состоит из олова и на 40% – из цинка. Не менее популярен и припой для алюминия марки 34-А, который на 66% состоит из алюминия, на 28% – из меди и на 6% – из кремния.
С правильно подобранными материалами выполнение паяльных работ по алюминию не представляет особенной сложности. При работе газовой горелкой нужны только флюс и припой, сварочные электроды при этом не потребуются.
Технология
Выполнение в домашних условиях паяльных работ по алюминиевой поверхности требует предварительной подготовки и четкого соблюдения последовательности действий самого процесса. При помощи газовой горелки можно паять фрагменты трубок из алюминия, соединить провод с алюминиевыми жилами, плавка припоя может также залатать прореху в алюминиевом радиаторе отопления и так далее. Методика применения газовой горелки дает возможность обработки не только малых, но и больших по своей протяженности площадей.
Технология выполнения паяльных работ по алюминию состоит из 2-х важных этапов – подготовительного и самого процесса паяния.
Подготовка
Этап предварительной подготовки является важной частью технологического процесса, и пренебрегать им нельзя.
- Детали, подлежащие паянию, зачищают механическим путем при помощи наждачной бумаги или металлической щетки.
- Далее очищенную от загрязнений поверхность обезжиривают ацетоном или органическим растворителем, удаляя следы жира или масла, а также снижая плотность оксидной пленки.
- Зачищенные поверхности обрабатывают флюсом. Процесс выполняют внимательно, не пропуская ни одного участка рабочей области. Флюс поможет улучшить адгезию, а также текучесть расплавляемого металла. Если начать паяние без удаления оксидной пленки при помощи флюса, готовый шов вскоре разрушится.
- Обработанные детали тщательно прогревают при помощи горелки для того, чтобы нанесенный поверх флюса припой мог хорошо расплавляться и равномерно покрывать рабочую область.
Газовая горелка значительно облегчает задачу прогревания заготовок перед началом паяния. Путем регулирования интенсивности пламени такой прогрев выполняется довольно быстро и качественно. Но следует помнить, что перегрева деталей допускать нельзя, так как металл начнет плавиться, и можно получить его деформирование.
Процесс
После проведения подготовительных работ можно приступать к выполнению основных действий.
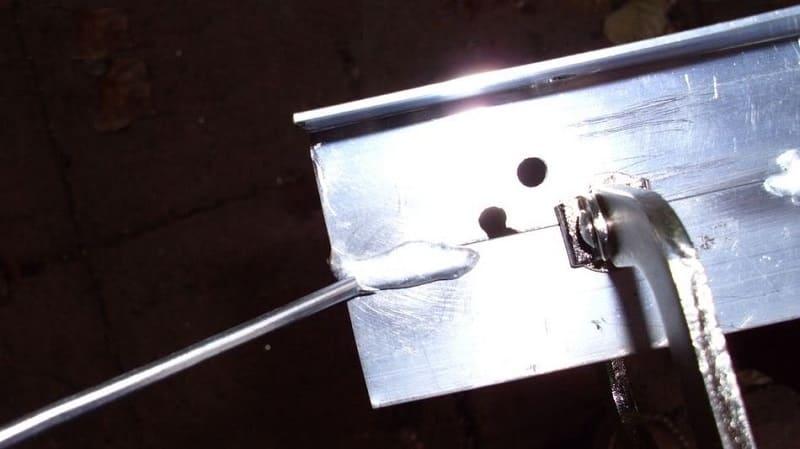
- Присадочную проволоку или кусочек припоя размещают на рабочей прогретой поверхность, затем ее обрабатывают пламенем газовой горелки. В это время припой начинает расплавляться, но плавить припой нужно таким образом, чтобы он хорошенько растекся по поверхности и в дальнейшем там застыл. Расплавленный припой заполняет собой все микротрещины и неровности, которые присутствуют на алюминиевой поверхности. Далее он будет медленно остывать, образуя прочный шов-соединение. Если накладывать последовательно друг на друга несколько таких слоев, получится довольно прочное монолитное образование.
- После того как паяльный шов полностью остынет, заполнив собой рабочее пространство, необходимо проверить качество стыковки его с поверхностью обрабатываемой детали.
- Когда паяльные работы закончены, место паяния обрабатывают влажной тканью или губкой. Затем выполняется шлифовка материалами с мелкой фракцией абразива на поверхности – она создает шву законченный и эстетичный внешний вид.
При паянии газовой горелкой в домашних условиях специалисты рекомендуют внимательно подходить к вопросам техники безопасности. Перед работой требуется проверять целостность емкости газового баллона, его шлангов, а также исправность горелки. Газовые баллоны необходимо держать как можно дальше от открытого пламени, а на рабочем месте не должно быть горючих материалов и легко возгорающихся предметов.
Работая с флюсом, мастер должен защищать органы дыхания плотным респиратором, так как пары веществ, входящих в его состав, могут быть токсичны и вредны для здоровья. В помещении должна работать вытяжка и осуществляться приток свежего воздуха путем проветривания.
В следующем видео рассказывается о пайке алюминия газовой горелкой.
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
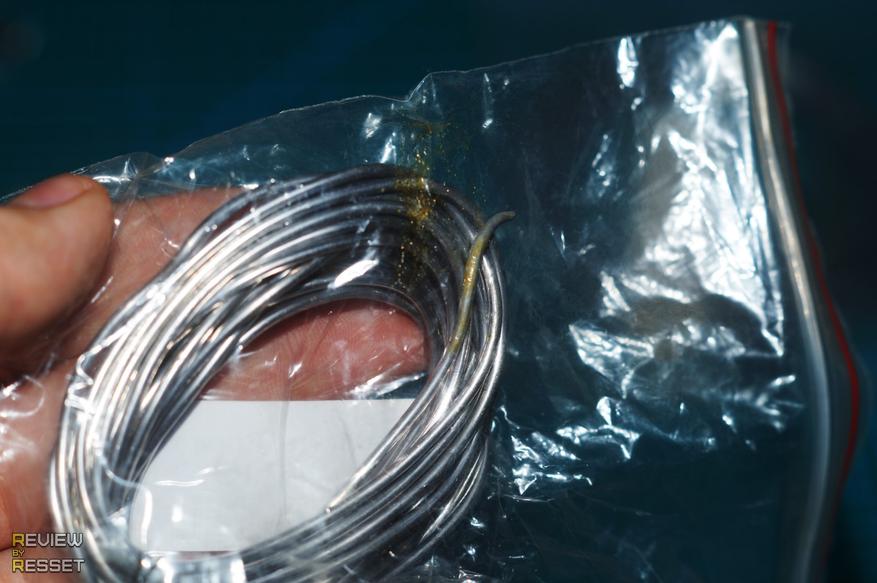
Пруток дополнительно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

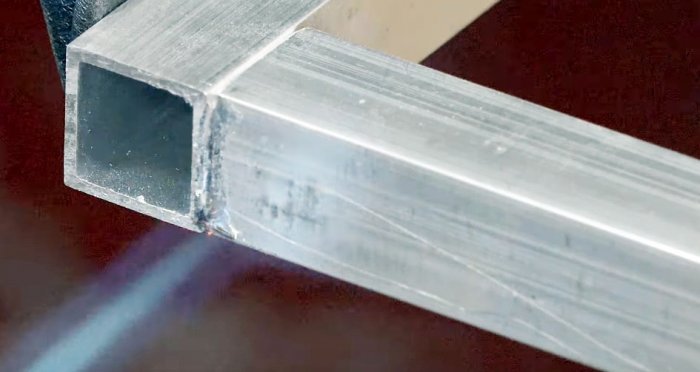
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89