Конструкции и расчет редукторов
В каждом редукторе должны быть предусмотрены смотровые отверстия в корпусе или крышке для наблюдения за состоянием зубчатого зацепления, которые также используются для заливки масла в корпус. Отверстия закрывают специальными крышками из листовой стали. Крышки могут быть объединены с отдушинами. В табл. 41 приведены размеры крышек смотровых отверстий.
Смотрите также
- Захваты
- Вентиляционные устройства
- Указатели уровня масла
- Крышки смотровых отверстий
- Расположение болтов в соединениях корпусов и крышек
- Скругления и скосы на концах валов
- Выбор толщины стенок корпуса и крышки редуктора
- Элементы конструкций редукторов
- Зубчатые колеса
- Установка подшипников качения
- Вспомогательные устройства и некоторые элементы конструкций деталей редукторов
- Конструкции редукторов
- Цилиндрические редукторы
- Цилиндрические крановые редукторы
- Планетарные редукторы
- Конические редукторы
- Коническо-цилиндрические редукторы
- Глобоидные редукторы
- Червячные редукторы
- Смазывание редукторов
- Установка редукторов на плиты и фундаменты
- Назначение детали, условия эксплуатации, требования к отливке.
- Описание модельного комплекта.
- Способ изготовления формы.
- Формовочный и стержневые смеси.
- Процесс изготовления литейной формы для крышки редуктора.
- Способ выплавки металла и способ заливки формы.
- Финишные операции.
Крышка редуктора
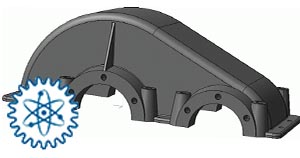
Деталь (рис. 1) – крышка редуктора. Данная деталь служит для доступа к движущимся элементам редуктора и их обслуживанию; защиты элементов от грязи и повреждений. Механическую нагрузку крышки обычно не несут . Материал отливки должен удовлетворять требованиям к серому чугуну СЧ20 (СЧ21-40).
Модельный комплект крышки редуктора содержит деревянную модель и стержневой ящик для стержня 1 (рис. 1). Модель выполнена по номинальным размерам, при изготовлении модельного комплекта пользуются усадочной линейкой, размеры которой на 1% больше стандартной величины, чем учитывается усадка серого чугуна. Модель разъёмная по плоскости симметрии. Стержневой ящик разъёмный. Боковые стенки имеют уклоны. Отверстия на фланцах в литье не выполняются. В местах механической обработки по торцам и внутри дан припуск на механическую обработку (ГОСТ 1855-70). Поверхности сопряжены скруглениями (галтелями) радиусом 2 мм.
Форма для отливки крышки редуктора (рис. 1) выполняется в парных опоках, по — сырому, вручную. Стержень применяется сухой, окрашенный огнеупорной краской. Формы влажная, не окрашенная.
Формовочная смесь применена единая, песчано-глинистая. Состав смеси: горелая земля – 60%, песок тощий – 38%, глина формовочная – 2%. Прочность смеси на сжатие во влажном состоянии 0,3-0,4 кгс/ . Влажность смеси 3,5-4%, газопроницаемость не менее 65 единиц. Стержневая смесь состава: горелая земля – 40%, песок тощий – 40%, опилки древесные – 18%, сульфитная щелочь – 2%. Сушка стержня при температуре 170-190⁰С. Стержень окрашивается углеродистой краской. Стержневая смесь должна иметь прочность на растяжение в сухом состоянии 2-3 кгс/
. Влажность смеси 3,5-4%, газопроницаемость не менее 65 единиц. Стержневая смесь состава: горелая земля – 40%, песок тощий – 40%, опилки древесные – 18%, сульфитная щелочь – 2%. Сушка стержня при температуре 170-190⁰С. Стержень окрашивается углеродистой краской. Стержневая смесь должна иметь прочность на растяжение в сухом состоянии 2-3 кгс/ , газопроницаемость не менее 100 единиц.
, газопроницаемость не менее 100 единиц.
На подмодельную плиту разъёмом книзу укладываем нижнюю часть модели, разъёмом книзу накладываем нижнюю опоку и послойно набиваем её единой формовочной смесью. Кантуем нижнюю опоку с заформованной частью модели. Присыпаем разъём формы графитом или сухим песком во избежание прилипания верхней полуформы к нижней. Устанавливаем верхнюю половину модели на нижнюю. Накладываем по штырям верхнюю опоку. Устанавливаем модели литников и выпоров. Заформовываем верхнюю опоку. Прорезаем в верхней полуформе литниковую чашу или воронку. Снимаем стояка и выпоров. Раскрываем форму. Удаляем модели литников или прорезаем литники. Выполняем вытяжку моделей из полуформ. Отделываем форму и исправляем незначительные повреждения, если они произошли при вытяжке модели. Модельный комплект и операции по вытяжке выполняют так, чтобы объём работы по отделке был минимальным или отсутствовал. Заранее изготовленный стержень устанавливаем знаковыми частями в знаковые полости верхней полуформы. Нижнюю полуформу накрываем верхней по штырям. Скрепляем опоки. Собранную форму подаём на заливку.
Серый чугун марки СЧ20 выплавляем в коксовой вагранке с шамотной футеровкой на холодном воздушном дутье. Химический состав чугуна % по массе [C]=3.5%; [Si]=2%; [Mn]=0.8%; [P]=0.1%; [S]=0.1%. Чугун модифицируем в ковше 75-процентным ферросилицием в количестве 0,3%. Температура заливки формы 1350⁰С.
Освобождение детали «крышка редуктора» из формы производим через 15-20 минут после заливки. Обработка детали включает отделение литников и выпоров, освобождение отливки от стержней, облоя, очистку от пригара, наружный осмотр, гидравлические испытания. Термообработка не производится.
06.02.2016 9.51 Mб 386 5-ЛЕКЦИиТОМ.doc
06.02.2016 45.06 Кб 88 Крышка редуктора.doc
Ограничение
Для продолжения скачивания необходимо пройти капчу:
Крышку фиксируют относительно корпуса штифтами
Длина гнезд 1г и /2 определяется конструктивно из условия размещения комплекта подшипников с крышками и может быть разной для разных валов.
Размеры Ιγ и /2 получаются, как правило, небольшими и устанавливать ребра нет необходимости. Если на выходном валу действует большая консольная сила, то предусматривают одно ребро, смещенное в сторону быстроходного вала (рис. 11.2, сечение А — А). Располагать ребро по вертикальной оси бобышки нельзя.
Крышку фиксируют относительно корпуса штифтами (рис. 11.6, а, б). Штифты предотвращают взаимное смещение корпусных деталей при растачивании отверстий под подшипники, обеспечивают точное расположение их при повторных сборках. Обычно применяют два конических штифта с внутренней резьбой (см. табл. 19.9), которые устанавливают по срезам углов крышки (см. рис. 11.1, 11.2, сечение Г—Г). Резьбу используют для извлечения штифта при разборке редуктора. Если нельзя применить конические штифты, то для фиксации крышки и корпуса используют цилиндрические штифты. Четыре цилиндрических штифта (см. табл. 19.10) ставят в стык деталей (см. рис. 11.6, б) по одному со стороны каждой стенки корпуса.
Конструкция места креп ления корпуса к плите или раме показана на рис. 11.7. 11.9. При креплении винтами Α 0 = 2,5( ί / φ + δ ), шпильками h 0 =(2. 2,5) χ χ d ^. Диаметр винтов крепления корпуса принимают ί / φ =1,25 ί /, где d —диаметр болта, соединяющего крышку с корпусом. Число винтов я?ф при awX ^250 MM равно 4, при awT > 250—6. Размеры элементов корпуса принимают по рис. 11.7, 11.8 и табл. 11.1. Наиболее рациональной является опорная поверхность корпуса, выполненная в виде отдельных платиков, расположенных в районе установки болтов или шпилек.

Места крепления корпуса к плите или раме располагают на возможно большем (но в пределах габарита корпуса) расстоянии друг от друга и оформляют в виде ниш, расположенных по углам корпуса (см. рис. 11.1, 11.2, 11.7).
Если нишу не удается расположить в углу корпуса, то ее выносят на боковую стенку (см. рис. 11.8). Когда это возможно, корпус крепят к раме болтами снизу (см. рис. 11.9). Этот способ является лучшим из описанных.
Наиболее часто в редукторах используется картерная система смазывания, при которой корпус редуктора является резервуаром для масла. Масло заливают через верхний люк.
Купить крышку редуктора недорого.

Крышка редуктора по низким ценам, стоимость можно узнать по смс. Наши специалисты помогут подобрать Вам нужную крышку или изготовить ее на заказ недорого при наличии основания корпуса редуктора или поврежденной крышки. Позвоните по телефону +7 (343) 319-96-74 или напишите на емайл 3199674@mail.ru и наши специалисты помогут Вам подобрать нужную крышку.
Оказываем услуги по ремонту крышки редуктора ( если имеется техническая возможность ремонта, в зависимости от дефекта крышка может быть не ремонтопригодна )
 |
 |
 |
 |
 |
 |
Обратится на завод самостоятельно:
Телефон для заявок:
+7 (343) 319-96-74.
Емайл для заказов:
3199674@mail.ru
Через сайт:
Работа токарного станка на примере изготовления боковой крышки редуктора
У всех редукторов есть крышка. В первую очередь крышка редуктора служит для защиты смазываемых элементов внутри редуктора и препятствует проникновению грязи пыли и посторонних частиц из вне. Крышки бывают стальные и чугунные в зависимости от степени нагрева выбирается материал для лучшего отвода тепла для этого крышку изготавливают специальной формы и прорезями для крепления чаще всего под болты по периметру крышки. Также для лучшей герметичности в крышке нарезают канал по периметру для резиновой прокладки да бы обеспечить лучшую герметичность.
Крышка производственного редуктора обычно производится из чугуна. Крышка выполняет очень важную функцию — это фиксация редуктора на главной платформе, тем самым предотвращает перемещение редуктора когда основные вал и ротор вращаются. В крышке производственного редуктора обязательно должны присутствовать разъемы для технического осмотра, для заливки масел и тд , они тоже закрываются своими крышками и пробками. При сборке производственного редуктора крышку прикрепляют к корпусу болтами, установка крышки должна исключить возможные вибрации при дальнейшей эксплуатации
Изготовление крышки редуктора: процесс начинается с изготовления формы для этого используют несколько элементов: песок глину и горелую землю . После заливки формы и её остывания убирают обзол. Проводят измерения и прикидывают крышку к корпусу редуктора.
Крышка для редуктора
 |
 |
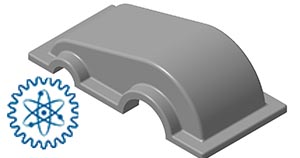
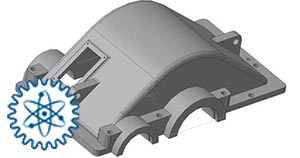
| Сам каркас ( часть корпуса) | Смотровая крышка для редуктора |
Каждый производственный редуктор должен иметь смотровые отверстия в корпусе или крышке для того, чтобы наблюдать за состоянием работы зубчатого зацепления. Эти отверстия также применяются для заливки масла в корпус. Еще они используются, чтобы смотреть состояние лампы и движение воды в работе редуктора. А наблюдение за состоянием внутренних деталей установки — это одна из главных функций смотровых крышек, которая тоже находится на корпусе. А особенно когда у редуктора большое тепловыделение (к примеру у червячных редукторов), то без отдушины никак нельзя обойтись, она устанавливается на крышке корпуса или на крышке смотрового отверстия. Крышки делают из листовой стали. Но в некоторых случаях крышки объединяют с отдушинами.
Где и как купить крышку для редуктора?
Узнать стоимость или оформить заказ можно следующими способами в ЗАО «РЕДУКТОР»
 |
 |
 |
| Стоимость на крышку можно узнать по телефону +7 (343) 319-96-74 |
Цену на крышку для редуктора можно получить по смс | Расчет цены за крышку можно получить на емайл. |