Оптоволоконные линии связи: неограниченные возможности
Технологический век дал нам много ярких изобретений и открытий, но, по-видимому, именно возможность передачи информации на большие расстояния внесла один из наиболее весомых вкладов в развитие технологий. Носители, по которым передаются данные, прошли долгий путь развития от медной проволоки столетие назад до современных оптоволоконных кабелей. В результате многократно увеличились объемы информации, скорости и расстояния ее передачи, что расширило пределы технологического развития во всех областях.
Современные оптоволоконные кабели из стекла с малыми потерями обеспечивают практически неограниченную полосу пропускания и имеют массу других преимуществ над ранее созданными носителями. Простейшая оптоволоконная система передачи информации между двумя точками состоит из трех основных элементов: оптического передатчика, оптоволоконного кабеля и оптического приемника (рис. 1).
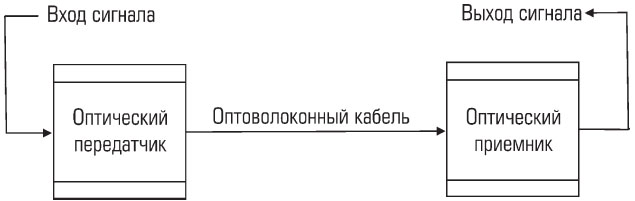
Рис. 1. Схема простейшей оптоволоконной системы передачи информации
Оптический передатчик преобразует аналоговый или цифровой электрический сигнал в соответствующий ему световой сигнал. Источником света может быть либо светодиод, либо твердотельный лазер. Чаще всего используются источники света с длиной волны 850, 1300 и 1550 нанометров.
Оптоволоконный кабель состоит из одного или нескольких стеклянных волокон, которые для света работают как волноводы (световоды). По конструкции оптоволоконный кабель похож на электрический, но содержит специальные элементы для защиты находящихся внутри него световодов. Соединение многокилометровых кабелей выполняется с помощью разъемных и неразъемных оптических соединителей.
Оптический приемник преобразует световой сигнал в копию исходного электрического сигнала. В качестве чувствительного элемента оптического приемника используется либо лавинный фотодиод, либо (чаще) PIN-фотодиод.
Оптоволоконные системы передачи информации — оптические приемник и передатчик, связанные оптоволоконным кабелем — имеют много преимуществ над обычными медными проводами и коаксиальными кабелями:
- они могут передавать значительно большее количество информации при большей достоверности, на большей скорости, на большее расстояние. Оптоволоконные системы очень удобны для передачи последовательных цифровых данных.
- оптоволоконный кабель совершенно не подвержен никаким внешним помехам, включая грозовые разряды, и не проводит электричество. По этой причине он может находиться в прямом контакте с высоковольтным электрооборудованием и силовыми линиями. При использовании оптоволоконных систем не образуются паразитные петли заземления.
- поскольку кабель изготовлен из стекла, он не восприимчив к действию большинства агрессивных химических веществ, вызывающих коррозию. Его, как правило, можно прокладывать непосредственно в грунте и использовать в корродирующей атмосфере на химических производствах.
- носителем информации в оптоволоконных кабелях является свет, и поэтому при повреждении кабеля не возникает никаких искр. Оптоволоконные линии могут использоваться даже в наиболее взрывоопасных атмосферах, они не пожароопасны и не несут опасности поражения электрическим током для ремонтного персонала.
- оптоволоконные кабели не подвержены вредному влиянию природных условий. Их можно прокладывать прямо на телефонных столбах или крепить к ранее проложенным кабелям, не заботясь о внешних наводках.
- даже многожильный оптоволоконный кабель значительно тоньше и легче медных кабелей с такой же пропускной способностью. Оптоволоконный кабель проще прокладывать, он занимает меньше места в кабельных каналах, а часто может прокладываться и вовсе без них.
- оптоволоконные кабели практически идеальны для организации защищенных систем передачи информации. Несанкционированное подключение к ним весьма затруднительно и легко обнаруживается. Оптическое волокно не создает вокруг себя никакого электромагнитного излучения.
Почему оптоволоконные системы обладают этими полезными свойствами? Прочитав эту брошюру и поняв принципы, лежащие в основе оптоволоконной технологии, вы получите ответ на этот вопрос. Каждому из трех компонентов оптоволоконных систем — передатчикам, приемникам и кабелям — посвящен свой раздел.
Оптические передатчики
Оптический передатчик преобразует электрический сигнал в модулированный световой поток, предназначенный для передачи по оптоволокну. В зависимости от типа сигнала могут использоваться различные способы модуляции — включение и выключение света или его плавное изменение между заданными уровнями пропорционально входному сигналу. На рис. 2 эти два основных способа модуляции показаны на графиках зависимости интенсивности света от времени.
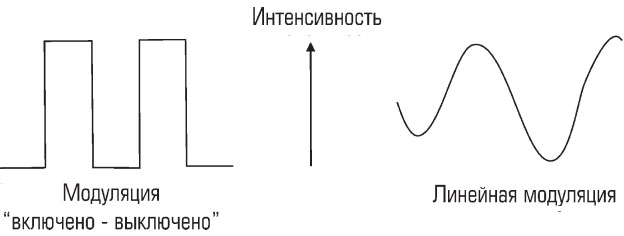
Рис. 2. Основные методы модуляции светового потока
Чаще всего в оптических передатчиках в качестве источника света используются светоизлучающие диоды (светодиоды) и полупроводниковые лазеры (лазерные диоды). Для использования в оптоволоконных системах эти устройства изготавливаются в корпусах, позволяющих подвести оптоволокно максимально близко к зоне, излучающей свет. Это необходимо для того, чтобы направить как можно больше света в световод. Иногда излучатель оборудован микроскопической сферической линзой, позволяющей собрать весь свет «до последней капли» и направить его в волокно. В некоторых случаях стеклянная нить присоединяется непосредственно к поверхности излучающего свет кристалла.
Чаще всего в оптических передатчиках в качестве источника света используются светоизлучающие диоды (светодиоды) и полупроводниковые лазеры (лазерные диоды).
У светодиодов площадь излучающего элемента довольно велика, и поэтому они излучают не так эффективно, как лазеры. Однако светодиоды широко используются на линиях связи малой и средней длины. Светодиоды гораздо дешевле лазеров, имеют почти линейную зависимость интенсивности излучения от величины электрического тока, интенсивность их излучения слабо зависит от температуры. Лазеры, напротив, имеют очень малую площадь излучающей поверхности и могут отдавать в оптоволокно гораздо большую мощность, чем светодиоды. Они тоже линейны по току, но очень сильно подвержены влиянию температуры и для достижения необходимой стабильности требуют применения более сложных электронных схем. Поскольку лазеры довольно дороги, они в основном используются там, где требуется передача данных на большие расстояния.
Поскольку лазеры довольно дороги, они в основном используются там, где требуется передача данных на большие расстояния.
Применяемые в оптоволоконной связи светодиоды и лазеры излучают в инфракрасной части спектра электромагнитных волн и поэтому их свет невидим человеческим глазом без применения специальных средств. Длина волны излучения выбрана с учетом максимальной прозрачности материала световодов и наивысшей чувствительности фотодиодов. Наиболее часто используемые сейчас длины волн — 850, 1300 и 1550 нанометров. Для всех трех длин волн выпускаются как светодиоды, так и лазеры.
Как уже было сказано, световой поток светодиодов и лазеров модулируется одним из двух способов: «включено-выключено» или линейным непрерывным изменением интенсивности. На рис. 3 показаны упрощенные схемы, реализующие оба способа модуляции. Для управления излучателем используется транзистор, на базу которого поступает предварительно сформированный цифровой сигнал. Максимальная частота модуляции при этом определяется электронной схемой и свойствами излучателя. Со светодиодами легко достижимы частоты в несколько сотен мегагерц, с лазерами — в тысячи мегагерц. На схеме не показан узел термостабилизации (светодиодам он обычно вообще не требуется).
Линейная модуляция осуществляется с помощью схемы на основе операционного усилителя (рис. 3B). Модулирующий сигнал подается на инвертирующий вход усилителя, постоянное смещение поступает на неинвертирующий вход. Здесь также не показана схема термостабилизации.
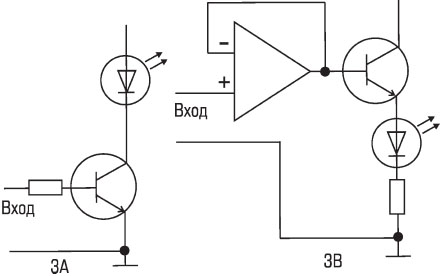
Рис. 3. Методы модуляции светового потока светодиодов
и полупроводниковых лазеров
В цифровом сигнале, для передачи которого используется модуляция «включено-выключено», логические уровни могут кодироваться различными способами. В наиболее простом из них логической единице соответствует наличие света, логическому нулю — его отсутствие. Кроме того, применяются широтно-импульсная и частотно-импульсная модуляция. При широтно-импульсной модуляции используется непрерывный поток импульсов, двумя различными длительностями которых кодируются логические уровни сигнала. При частотно-импульсной модуляции все импульсы имеют одинаковую длительность, но частота их следования меняется в зависимости от передаваемого логического уровня.
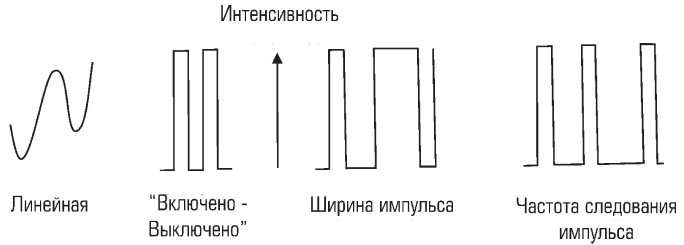
Рис 4. Различные методы оптической передачи аналоговой
и цифровой информации
В цифровом сигнале, для передачи которого используется модуляция «включено-выключено», логические уровни могут кодироваться различными способами. В наиболее простом из них логической единице соответствует наличие света, логическому нулю — его отсутствие.
Для аналоговой модуляции также существует несколько методов. Простейший из них — линейная модуляция, где интенсивность источника света прямо связана с величиной передаваемого сигнала. В других методах передаваемый сигнал вначале модулирует высокочастотную несущую (а в некоторых случаях и несколько несущих), а затем этот сложный сигнал управляет яркостью источника света.
На рис. 4 показана зависимость интенсивности света от времени для этих методов модуляции.
Частота света (который тоже является электромагнитным излучением) весьма велика — порядка миллионов гигагерц. Полоса частот излучателей света (лазеров и светодиодов) достаточно широка, но, к сожалению, современная технология не дает возможности селективного использования этой полосы, как это делается при передаче информации по радио. В оптическом передатчике происходит включение и выключение всей полосы частот сразу, как это делалось в первых искровых передатчиках на заре эры радио. Со временем ученые преодолеют это препятствие и станет возможной «когерентная передача», что определит дальнейшее развитие оптоволоконной технологии.
Световоды
Ввод света в оптическое волокно
Чем выше мощность излучателя, тем больше света попадает в световод.
После того, как передатчик преобразовал входной электрический сигнал в нужным образом модулированный свет, его необходимо ввести в оптическое волокно. Как уже говорилось, для этого существует два способа: прямое соединение излучающего элемента со световодом, и размещение световода в непосредственной близости от излучателя. При использовании второго способа количество света, которое попадет в оптоволокно, зависит от четырех факторов: интенсивности излучения, площади излучающего элемента, входного угла световода и потерь на отражение и рассеяние. Кратко рассмотрим все эти факторы.
Интенсивность излучения светодиода или лазера зависит от его конструкции и обычно выражается как общая мощность излучения при определенном токе. Иногда эта цифра указывается как реальная мощность, передаваемая в оптоволокно конкретного типа. При прочих равных условиях чем выше мощность излучателя, тем больше света попадает в световод.
Отношение площадей излучающего элемента и сердцевины оптоволокна определяет долю общей мощности, которая попадает в световод — чем меньше это отношение, тем больше света окажется в волокне.
Только тот свет, который вошел в оптоволокно под углом, меньшим или равным входному, будет распространяться по световоду.
Входной угол оптоволокна характеризуют его числовой апертурой (numerical aperture, NA), которая определяется как синус половины входного угла. Типовые значения NA лежат в диапазоне от 0,1 до 0,4, что соответствует входному углу от 11 до 46 градусов. Только тот свет, который вошел в оптоволокно под углом, меньшим или равным входному, будет распространяться по световоду.
Потери. Кроме потерь от загрязнений на поверхности оптоволокна, всегда существуют неизбежные потери интенсивности света, вызванные отражением на входе в световод и выходе из него. Это так называемые френелевские потери (по имени французского физика О. Ж. Френеля), которые составляют примерно 4% общей интенсивности на каждой границе раздела стекло-воздух. При необходимости для снижения этих потерь на соединяемые стеклянные поверхности наносят немного специального оптического геля.
Типы оптического волокна
Сейчас используется два типа оптического волокна: со ступенчатым и плавным изменением показателя преломления вдоль радиуса (профилем). На рис. 5 показано, что свет распространяется по таким световодам по-разному.
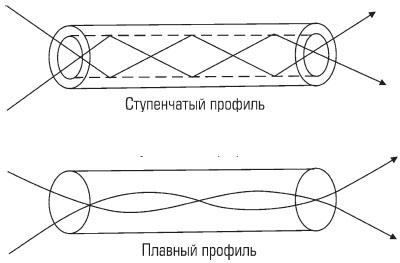
Рис 5. Распространение света по оптоволокну со ступенчатым и плавным профилями показателя преломления
Оптоволокно характеризуется толщиной сердцевины и оболочки, которую выражают в микрометрах. Сейчас наиболее распространены три типоразмера оптоволокна общего назначения, хотя существуют и другие типоразмеры для специальных применений. Это многомодовые световоды 50/125 и 62,5/125 мкм и одномодовые 8-10/125 мкм.
Как показано на рисунке, волокно со ступенчатым профилем показателя преломления состоит из сердцевины, изготовленной из стекла с малыми оптическими потерями, окруженной стеклянной оболочкой с более низким показателем преломления. Такое различие показателей преломления заставляет свет отражаться от границы между сердцевиной и оболочкой на всем пути распространения. Оптоволокно с плавным профилем состоит из стекла только одного сорта, но оно обработано так, что его показатель преломления плавно уменьшается от центра к периферии. В результате световод, подобно протяженной линзе, постоянно отклоняет распространяющийся по нему свет к центру.
Оптоволокно характеризуется толщиной сердцевины и оболочки, которую выражают в микрометрах. Сейчас наиболее распространены три типоразмера оптоволокна общего назначения, хотя существуют и другие типоразмеры для специальных применений. Это многомодовые световоды 50/125 и 62,5/125 мкм и одномодовые 8-10/125 мкм. Первые два типоразмера обычно используются вместе со светодиодными излучателями на линиях передачи малой и средней длины. Оптоволокно с сердцевиной 8-10 мкм чаще всего применяется в телекоммуникационных системах большой протяженности совместно с лазерными оптическими передатчиками.
Потери в оптическом волокне
Кроме потерь интенсивности сигнала в соединении излучателя и световода, потери происходят также и при распространении света по оптоволокну. Сердцевина оптического волокна делается из сверхчистого стекла с очень низкими потерями. Стекло должно иметь высочайшую прозрачность, поскольку по изготовленному из него волокну свет должен проходить километры. Давайте посмотрим на обычное оконное стекло. Оно прозрачно, но только потому, что его толщина всего 3-4 мм. Достаточно взглянуть на торец стеклянной пластины и увидеть его зеленую окраску, чтобы понять, как сильно она поглощает свет даже на длине в десяток-другой сантиметров. Легко представить, как же мало света пройдет через стометровую толщу оконного стекла!
Большинство световодов общего назначения дает на длине волны 850 нм потери от 4 до 6 децибел на километр (то есть на одном километре теряется от 60 до 75% света). На длине волны 1300 нм по- тери снижаются до 3-4 дБ/км (50-60%), а на 1550 нм они еще меньше — не является чем-то необычным значение 0,5 дБ/км (10%).
Большинство световодов общего назначения дает на длине волны 850 нм потери от 4 до 6 децибел на километр (то есть на одном километре теряется от 60 до 75% света). На длине волны 1300 нм потери снижаются до 3-4 дБ/км (50-60%), а на 1550 нм они еще меньше — не является чем-то необычным значение 0,5 дБ/км (10%).
Основной причиной потерь является поглощение света неоднородностями и рассеяние на них. Другая причина потерь в оптоволокне — его чрезмерный изгиб, при котором часть света выходит из сердцевины. Во избежание таких потерь радиус изгиба оптоволоконного кабеля при прокладке должен быть не менее 2,5 см (а чаще и еще больше).
Полоса пропускания оптоволокна
Однако полоса пропускания оптоволокна для модулированного сигнала ограничена, и тем сильнее, чем длиннее световод.
Чем меньше мод в излучении, тем шире полоса пропускания оптоволокна.
Перечисленные выше потери не зависят от частоты модуляции, то есть уровень потерь в 3 дБ означает, что до получателя не дойдет 50% света независимо от того, модулирован он сигналом 10 Гц или 100 МГц. Однако полоса пропускания оптоволокна для модулированного сигнала ограничена, и тем сильнее, чем длиннее световод. Причину этого ограничения поясняет рис. 6. Свет, вошедший в оптоволокно под малым углом к его оси (M1) распространяется по более короткому пути, чем тот, который входит под углом, близким к предельному входному (M2). В результате различные лучи, исходящие от одного и того же источника (называемые модами), приходят к даль- нему концу световода не одновременно, что приводит к эффекту размывания — уширению коротких импульсов. Это ограничивает максимальную частоту сигнала, передаваемого по оптоволоконному кабелю. Говоря кратко, чем меньше мод в излучении, тем шире полоса пропускания оптоволокна. Чтобы уменьшить число распространяющихся мод, сердцевину волокна делают тоньше. Одномодовое волокно с диаметром сердцевины от 8 до 10 мкм имеет значительно более широкую полосу пропускания, чем многомодовые волокна с диаметром 50 и 62,5 мкм, по которым может одновременно распространяться большое число мод излучения.
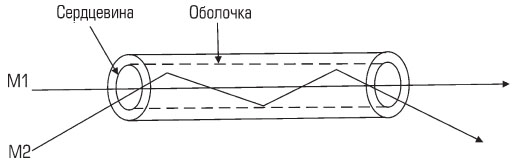
Рис. 6. Полоса частот модуляции, пропускаемых оптоволокном,
ограничивается существованием различных путей распространения света
Типовая полоса пропускания для обычных волоконных световодов составляет несколько мегагерц на километр для волокна с очень большим диаметром сердцевины, несколько сотен мегагерц на километр для стандартного многомодового волокна и тысячи мегагерц для одномодовых оптических волокон. С ростом длины кабеля полоса пропускания пропорционально снижается. Например, кабель, имеющий полосу 500 МГц на длине 1 км, при длине 2 км сможет обеспечить полосу в 250 МГц, а при 5 км — лишь в 100 МГц.
Очень широкая полоса пропускания одномодовых световодов позволяет практически не обращать внимания на их длину. Однако для многомодовых волокон этот фактор важен, поскольку нередко частотный диапазон передаваемых сигналов превосходит полосу пропускания кабелей.
Конструкция оптоволоконного кабеля
Типовая полоса пропускания для обычных волоконных световодов составляет несколько мегагерц на километр для волокна с очень большим диаметром сердцевины, несколько сотен мегагерц на километр для стандартного многомодового волокна и тысячи мегагерц для одномодовых оптических волокон. С ростом длины кабеля полоса пропускания пропорционально снижается.
Оптоволоконные кабели выпускаются разного диаметра и конструкции. Как и в случае коаксиальных, конструкция оптоволоконных кабелей определяется его предназначением. Внешне оптоволоконный кабель похож на коаксиальный. На рис. 7 схематично показано устройство стандартного оптоволоконного кабеля.
Оптоволокно имеет защитное покрытие, предохраняющее его от повреждений в производственном процессе. Оно помещается в облегающую его поливинилхлоридную трубку, где может свободно изгибаться при прокладке вокруг углов стен и в кабельных каналах.
Эта трубка окружена оплеткой из кевлара, принимающей на себя основное механическое усилие, которое действует на кабель при прокладке. Наконец, внешняя оболочка из поливинилхлорида защищает весь кабель и предотвращает проникновение влаги внутрь.
Кабели такой конструкции пригодны для прокладки внутри зданий, где не требуется значительная стойкость к внешним воздействиям. Существуют кабели практически для любого варианта прокладки, например, для прямой укладки в грунт, армированные устойчивой к грызунам внешней оболочкой из стали и сертифицированные UL негорючие кабели для прокладки над фальшпотолками. Выпускаются и многожильные кабели с цветовой кодировкой.
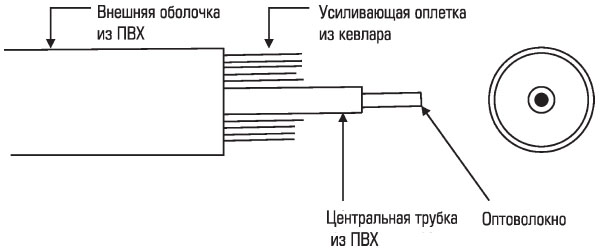
Рис. 7. Устройство стандартного оптоволоконного кабеля
Другие типы световодов
Пластмассовые световоды применяются для передачи данных на очень малые расстояния внутри электронного оборудования совместно с недорогими светодиодами. Одно из стандартных применений таких световодов — оптическая развязка цепей управления в высоковольтных источниках питания.
Еще два типа световодов — кварцевые с сердцевиной очень большого диаметра и целиком изготовленные из пластмассы — обычно не используются в телекоммуникациях. Кварцевые световоды используются для передачи мощных световых потоков, например в лазерной хирургии. Пластмассовые световоды применяются для передачи данных на очень малые расстояния внутри электронного оборудования совместно с недорогими светодиодами. Одно из стандартных применений таких световодов — оптическая развязка цепей управления в высоковольтных источниках питания.
Оптические соединители
С помощью оптических соединителей оптоволоконные кабели подключаются к оборудованию или соединяются между собой. Они похожи на электрические разъемы по функциям и внешнему виду, но требу- ют очень высокой точности изготовления. В оптическом разъемном соединении необходимо прецизионное совмещение и центровка сердцевины обоих волокон. Поскольку их диаметр весьма мал (например, 50 мкм), требования к точности очень высоки: допуск имеет порядок одного микрона.
Сейчас используются оптические разъемы множества различных типов. Разъем SMA, использовавшийся еще до изобретения одномодовых волокон, до недавнего времени оставался наиболее распространенным. На рис. 8 показаны детали конструкции этого разъема.
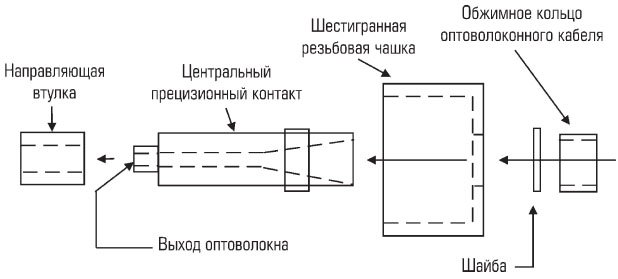
Рис. 8. Конструкция разъема SMA
Следует иметь в виду, что многомодовые разъемы ST будут корректно работать только с многомодовыми световодами.
Для многомодовых волокон сейчас чаще всего применяется разъем ST, разработанный компанией AT&T. В нем применен байонетный фиксатор, а общие потери меньше, чем в SMA. Подобранная пара разъемов ST обеспечивает уровень потерь менее 1 дБ (20%) и не требует дополнительных направляющих втулок или других подобных элементов. Специальный выступ, не дающий разъему поворачиваться, гарантирует, что при соединении оптические волокна всегда будут устанавливаться в одно и то же положение друг относительно друга, что обеспечивает стабильность характеристик разъемного соединения.
Разъемы ST выпускаются как для многомодовых, так и для одномодовых световодов — основное различие состоит в величине допусков. Следует иметь в виду, что многомодовые разъемы ST будут корректно работать только с многомодовыми световодами. Более дорогие одномодовые разъемы ST можно использовать как с одномодовыми, так и с многомодовыми световодами. Процедуры установки разъемов ST и SMA на кабель сходны и занимают примерно одинаковое время. На рис. 9 показаны основные элементы ставшего промышленным стандартом разъема ST.
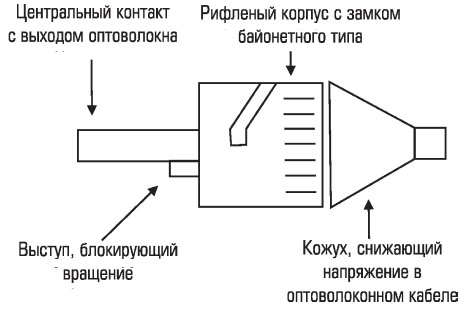
Рис. 9. Основные элементы разъема ST
Неразъемные соединения световодов
Хотя для соединения двух световодов можно использовать оптические разъемы, существуют другие методы, обеспечивающие значительно более низкие потери. Два наиболее распространенных — механическое соединение и сварное соединение. Оба обеспечивают уровень потерь от 0,15 до 0,1 дБ (3-2%).
Для механического соединения концы световодов освобождаются от оболочек, их торцы очищаются и точно совмещаются с использованием специального механического приспособления. На место соединения наносится оптический гель, снижающий до минимума потери на отражение. Совмещенные концы световодов удерживаются на месте запорным механизмом.
Оптические приемники
Основная задача оптического приемника — преобразование модулированного светового потока, поступающего из оптоволокна, в копию исходного электрического сигнала, поданного на передатчик.
Основная задача оптического приемника — преобразование модулированного светового потока, поступающего из оптоволокна, в копию исходного электрического сигнала, поданного на передатчик. В качестве детектора в приемнике обычно используется PIN- или лавинный фотодиод, который устанавливается на оптическом соединителе (подобном используемому для источников света). У фотодиодов обычно довольно большой чувствительный элемент (несколько микрометров в диаметре), поэтому требования к точности позиционирования оптического волокна не такие жесткие, как для передатчиков.
Важно использовать приемники только с тем типоразмером волокна, для которого они предназначены, иначе может возникнуть перегрузка усилителя.
Интенсивность излучения, выходящего из оптоволокна, достаточно мала, и в оптических приемниках устанавливаются внутренние усилители с большим коэффициентом усиления. Поэтому важно использовать приемники только с тем типоразмером волокна, для которого они предназначены, иначе может возникнуть перегрузка усилителя. Если, например, пара передатчик-приемник, предназначенная для одномодового оптоволокна, используется с многомодовым, то в приемник поступит слишком много света, что вызовет его насыщение и серьезное искажение выходного сигнала. Аналогично, при использовании одномодового волокна с передатчиком и приемником, рассчитанными на многомодовое, до приемника дойдет мало света, и выходной сигнал будет содержать много шума или вообще не появится. Единственный случай, когда несоответствие приемника и передатчика типу волокна может оказаться полезным — чрезмерные потери в световоде. Тогда дополнительные 5-15 дБ, которые даст замена одномодового волокна на многомодовое, спасут положение и позволят получить работоспособную систему. Однако это экстремальная ситуация, и такое решение не рекомендуется для нормального применения.
Следует помнить, что электронные приемники сигнала, в отличие от оптоволоконного кабеля, восприимчивы к электромагнитным помехам, поэтому при работе с ними следует использовать стандартные меры защиты — экранирование, заземление и т.п.
Как и передатчики, оптические приемники выпускаются в аналоговом и цифровом вариантах. В них обоих используется аналоговый предварительный усилитель, за которым включен аналоговый или цифровой выходной каскад.
На рис. 10 показана функциональная схема простого аналогового оптического приемника. Первый каскад — операционный усилитель, включенный как преобразователь тока в напряжение. Слабый ток, генерируемый фотодиодом, преобразуется здесь в напряжение, амплитуда которого обычно составляет несколько милливольт. В следующем каскаде, представляющим собой простой усилитель напряжения, сигнал усиливается до необходимого уровня.
Функциональная схема цифрового оптического приемника показана на рис. 11. Как и в случае аналогового приемника, первый каскад представляет собой преобразователь тока в напряжение. Его выходной сигнал поступает на компаратор напряжения, который выдает чистый цифровой сигнал с малой длительностью перепадов. Регулятор уровня срабатывания компаратора, если он есть, используется для точной настройки симметрии восстановленного цифрового сигнала.
Часто в приемники для наиболее точного воспроизведения входного сигнала добавляются дополнительные каскады, которые работают как линейные усилители для коаксиальных кабелей, преобразователи протоколов и т.п. Следует помнить, что электронные приемники сигнала, в отличие от оптоволоконного кабеля, восприимчивы к электромагнитным помехам, поэтому при работе с ними следует использовать стандартные меры защиты — экранирование, заземление и т.п.
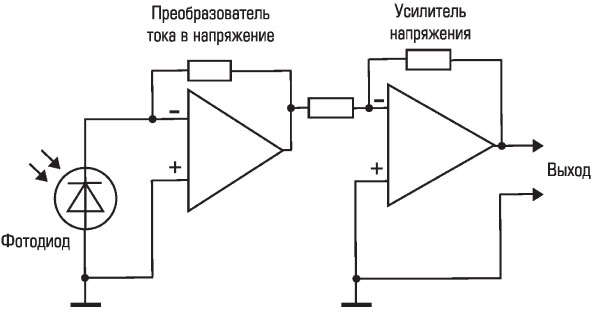
Рис. 10. Простейший аналоговый оптический приемник
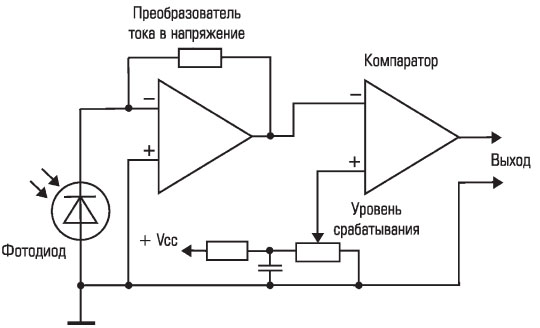
Рис. 11. Простейший цифровой оптический приемник
Разработка оптоволоконной системы
При разработке оптоволоконной системы следует учитывать множество факторов, каждый из которых вносит свой вклад в конечную цель — гарантию того, что в приемник поступит достаточное количество света. Без достижения этой цели система не будет работать правильно. На рис. 12 указаны многие из этих факторов.
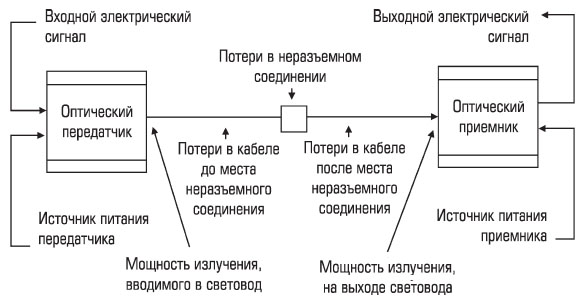
Рис. 12. Важнейшие параметры, которые необходимо учитывать
при разработке оптоволоконной системы
При инженерной разработке оптоволоконной системы рекомендуется использовать следующую пошаговую процедуру:
- Выбор приемника и передатчика, подходящих для того типа сигнала, который необходимо передавать (аналоговый, цифровой, видеосигнал, RS-232, RS-422, RS-485 и т.д.).
- Определение имеющихся источников питания (переменное напряжение, постоянное напряжение и др.).
- Определение, при необходимости, специальных требований (например, импедансов, полосы пропускания, специальных разъемов и диаметра волокна и т.п.).
- Расчет общих потерь в системе (в децибелах): суммирование потерь в кабелях, в разъемных и неразъемных соединениях. Эти характеристики можно получить у производителей электронных устройств и оптоволоконных кабелей.
- Сравнение полученной цифры потерь с допустимым значением уровня сигнала на входе приемника. Следует подстраховаться, добавив запас как минимум в 3 дБ на всю систему.
- Проверка соответствия полосы пропускания системы потребностям передачи нужного типа сигнала. Если расчеты покажут, что полоса пропускания окажется недостаточной для передачи сигнала на нужное расстояние, то следует либо выбрать другой приемник и передатчик (другую длину волны), либо рассмотреть возможность использования более дорогого и качественного оптоволоконного кабеля с меньшими потерями.
Контрольный перечень параметров, необходимых для разработки оптоволоконной системы передачи данных
| Назначение (краткое описание задачи): | |
| Параметры аналогового сигнала: | |
| Входное напряжение | |
| Входной импеданс | |
| Выходное напряжение | |
| Выходной импеданс | |
| Отношение сигнал/шум | |
| Способ связи (по постоянному или переменному току) | |
| Полоса пропускания | |
| Разъемы | |
| Другие данные | |
| Параметры цифрового сигнала: | |
| Тип интерфейса (RS-232, 422, 485 и т.п.) | |
| Скорость передачи данных | |
| Способ связи (по постоянному или переменному току) | |
| Допустимая частота битовых ошибок | |
| Разъемы | |
| Другие данные | |
| Требования к источнику питания: | |
| Напряжение | |
| Ток | |
| Переменное или постоянное напряжение | |
| Разъемы | |
| Другие данные | |
| Требования к оптоволоконной линии: | |
| Длина линии | |
| Длина волны света | |
| Допустимые потери | |
| Оптические разъемы | |
| Тип оптоволокна | |
| Диаметр оптоволокна | |
| Условия монтажа | |
| Общие требования: | |
| Размер корпуса | |
| Способ монтажа | |
| Характеристики окружающей среды | |
| Диапазон рабочих температур | |
| Диапазон температур хранения | |
| Другие данные | |
| Дополнительные комментарии: | |
- Главная
- Статьи
- Оптоволоконные линии связи: неограниченные возможности
Оптоволокно: неразъемные соединения
Проблемы соединения волоконных световодов приобрели особую актуальность при разработке технологии их промышленного применения. Выбор способа сращивания зависит от условий применения волоконной оптики.
Очевидно, что значительные преимущества при использовании волоконно-оптических технологий в телекоммуникационной отрасли, связанные с улучшением целого ряда технико-экономических показателей (возрастанием скорости передачи информации, увеличением длины регенерационного участка, уменьшением массогабаритных характеристик кабелей, экономией цветных металлов и др.), предопределят в будущем широкое внедрение волоконной оптики при построении линий связи различных уровней. Однако необходимо было разработать методики сращивания волоконных световодов, обеспечивающие высокие качественные и вместе с тем достаточно технологичные и доступные показатели, чтобы сделать возможным применение этих световодов не только в стационарных, но и в полевых условиях.
Строительная длина волоконно-оптического кабеля на практике устанавливается, исходя из ряда факторов. Прокладка больших длин кабеля неудобна вследствие необходимости сматывания с барабана и манипуляций с кабелем как во время прокладки в полевых условиях (при пересечении других подземных коммуникаций), так и в городских условиях (при прокладке в кабельную канализацию). Прокладывая кабель с помощью кабелеукладочной техники, также возникают неудобства, связанные с манипуляциями большими длинами, если для погрузочно-разгрузочных работ приходится использовать специализированную технику. Особенно остро стоит проблема манипуляции строительными длинами с большой удельной массой при прокладке глубоководных морских кабелей и кабелей для прибрежной зоны. Из-за необходимости инсталляции кабелей максимально возможной длины для их транспортировки по суше используются спаренные железнодорожные платформы, на которых кабели выкладываются в форме «8», а не на кабельные барабаны. Таким образом кабель транспортируется по суше до погрузки на судно.
Для соединения оптических волокон разработаны два способа соединений: разъемные и неразъемные. Неразъемные соединения оптических волокон осуществляются методом сварки, методом склеивания, а также с помощью механических соединителей. Для создания разъемных соединений оптических волокон используются оптические коннекторы.
Соединения оптических волокон с помощью сварки
Соединение оптических волокон с помощью сварки является сегодня наиболее распространенным методом получения неразъемных соединений. Благодаря в достаточной мере совершенной технологии этот метод позволяет получать качественные соединения с низкими показателями вносимых потерь (порядка 0,1-0,15 дБ), что обуславливает его применение на линиях связи, где этот показатель входит в приоритетные — магистральные, зоновые и другие — высокоскоростные ВОЛС.
Сваривание оптических волокон предусматривает оплавление концов волоконных световодов путем помещения их в поле мощного источника тепловой энергии, как, например, поле электрического разряда, пламя газовой горелки, зона мощного лазерного излучения.
Каждый из перечисленных методов имеет свои достоинства и недостатки. Достоинством метода сварки с помощью лазера можно считать возможность получения чистых соединений из-за отсутствия в них сторонних примесей, и, как следствие, достаточно малых вносимых потерь (0,1 дБ и менее). Как правило, в качестве источника лазерного излучения высокой мощности (до 5 Вт) используются газовые лазеры на СО2.
К достоинствам метода сварки с помощью газовой горелки следует также отнести возможность получения соединений оптических волокон, отличающихся высокой прочностью мест сростков. В качестве источника пламени используют смесь пропана с кислородом или соединение кислорода, хлора и водорода. Этот метод распространен по большей части для сварки многомодовых оптических волокон.
Основным достоинством сварки в поле электрического разряда является быстрота и технологичность. Этот метод в настоящее время приобрел наибольшую популярность для сварки одномодовых световодов.
Аппараты для сварки оптических волокон можно классифицировать следующим образом: по способу юстировки свариваемых концов оптических волокон (в зависимости от геометрических размеров сердцевин или от потерь мощности светового сигнала, распространяющегося через место сварки); по способу проведения операций (ручные или автоматические); по типу устройства контроля (микроскоп, монитор на жидких кристаллах); по количеству оптических волокон, которые могут быть сварены одновременно (одно- и многоволоконные).
Схема сварки отдельного оптического волокна и ленточного элемента в поле электрического разряда
При сварке оптических волокон в поле электрического разряда можно выделить та кие технологические этапы:
- подготовка торцевых поверхностей соединяемых оптических волокон;
- надевание защитной термоусаживаемой гильзы на одно из соединяемых волокон;
- установка подготовленных концов оптических волокон в направляющие системы сварочного аппарата;
- юстировка свариваемых оптических волокон;
- предварительное оплавление торцов оптических волокон (fire cleaning) с целью ликвидации микронеровностей, возникающих в процессе скалывания;
- непосредственное сваривание оптических волокон;
- предварительная оценка качества сварки;
- защита места сварки с помощью термоусаживаемой гильзы;
- окончательная оценка качества сварки с помощью рефлектометра.
Существует два способа юстировки. Первый базируется на выравнивании сердцевин свариваемых оптических волокон по их геометрическим размерам (Profile Alignment System PAS) с помощью боковой подсветки концов свариваемых волокон. Второй способ основан на выравнивании сердцевин оптических волокон по принципу минимизации потерь тестового светового сигнала, распространяющегося через место сварки. Что касается активной юстировки, то известно три метода. Первый заключается в использовании оптического излучателя и приемника на противоположных концах оптических волокон, подлежащих сварке. Информация от приемника передается персоналу, производящему сварку. Второй метод сводится к использованию оптического передатчика на дальнем конце и детектора в точке соединения. Тестовый оптический сигнал выводится из соединяемого оптического волокна на небольшом (примерно 0,5 м) расстоянии от места сварки на изгибе и детектируется приемником, оборудованным измерителем оптической мощности. Третий метод реализует LID (Local Injection and Detection) — процедуру юстировки, ограниченную исключительно местом соединения. В основу этого метода положено введение тестового оптического сигнала в сердцевину одного из соединяемых оптических волокон и поиск его в сердцевине второго соединяемого волокна путем изгиба. Цикл сварки оптического волокна автоматического сварочного аппарата Метод LID является наиболее эффективным, поскольку, в отличие от метода PAS, качество сварного соединения в большей мере зависит от сварочного аппарата, а не от индивидуального мастерства персонала. В современных сварочных аппаратах для управления процессами юстировки и сварки используются микропроцессоры, с помощью которых возможна оптимизация процесса сварки для получения минимальных (менее 0,1 дБ) потерь в местах соединений оптических волокон. В процессе оплавления оптические волокна подаются одновременно для предотвращения укорачивания одного из них в месте сварки. Операции оплавления и сваривания, как правило, выполняются автоматически. В современных автоматических сварочных аппаратах для снятия механического напряжения в точке соединения оптических волокон предусмотрен режим прогревания места стыка по окончании процесса сварки. Такой режим называется «режимом релаксации». Цикл плавления (длительность подачи и сила тока как для предварительного оплавления, так и для сварки и релаксации) для оптических волокон различных производителей и типов различны. Типичный цикл сварки приведен на рисунке. Некоторые сварочные аппараты, кроме рассмотренных выше способов контроля качества места сварки, используют еще и тест на растяжение во избежание нарушения соединения во время манипуляций при выкладке сростков в кассету, а также в дальнейшем, в процессе эксплуатации. Соединенное оптическое волокно прочно закреплено в направляющих платформах (которые используются при юстировке). Под контролем микропроцессора по завершении этапа сварки эти направляющие платформы расходятся в противоположные стороны, образуя строго нормированное продольное усилие на растяжение, приложенное к месту стыка. Считается, что стык, прошедший такое тестирование, более надежен и выполнен более качественно. При невозможности получения стыка, способного пройти этот тест, но удовлетворяющего по параметрам передачи, эту опцию можно отключить. Схема этапов сварки оптических волокон с минимизацией потерь и компенсацией смещения Особо следует отметить сварку ленточных элементов (ленточных волоконно-оптических кабелей, отличающихся большим количеством оптических волокон). Эту операцию можно проводить, только применяя полностью автоматический сварочный аппарат, с помощью которого можно соединить до 12 оптических волокон приблизительно за 3 минуты, причем средний уровень потерь составит около 0,1-0,15 дБ. Однако для сваривания ленточных элементов необходим опытный, хорошо подготовленный персонал. Во время сварки оптические волокна размещаются с соответствующим смещением от оси электродов, что обеспечивает равномерное нагревание. До начала процесса сваривания и по его завершении проверяется смещение оптических волокон, состояние торцевых поверхностей, а также деформация. При сваривании ленточных элементов необходимо, кроме основных процессов, рассмотренных ранее, провести еще три технологические операции: устранить расхождения торцов соединяемых оптических волокон, плавление всех волокон выполнить одновременно с одинаковой температурой, в процессе предварительной оценки измерить уровень вносимых потерь рефлектометром. Если оказалось, что результаты не отвечают требованиям, процесс сварки повторяют. Как показывает практика, предварительная оценка качества сварных соединений оптических волокон, базирующаяся на методе РАС, может содержать погрешность в диапазоне 5-1000%, поэтому окончательный вывод о качестве сварного соединения стоит делать после измерений рефлектометром. По мере совершенствования качества сварочного оборудования и технологии сварки возрастают возможности получения сварных соединений оптических волокон высокого качества. Потери на сварных соединениях зависят от нескольких факторов: опыта персонала, геометрических погрешностей свариваемых оптических волокон, а также от материалов, из которых изготовлены волокна. Особенно часто проблемы возникают при сварке оптических волокон различных производителей. Дело в том, что оптические волокна различных производителей изготавливаются с использованием принципиально отличающихся друг от друга технологических процессов. В результате материал оптических волокон — кварцевое стекло — не является идентичным в волокнах различного происхождения, несмотря на то, что параметры оптических волокон, указанные в спецификациях фирм-производителей, отличаются незначительно. Факторами, определяющими свойства стекла, являются технология изготовления и качество материалов. Многочисленные исследования показали, что тысячные доли процента примесей в кварцевом стекле оказывают большее влияние, чем добавки в десятки процентов тех же компонентов к многокомпонентным стеклам. Для сварки наибольшее влияние имеют следующие характеристики: плотность, коэффициент теплового расширения, показатель преломления, вязкость и механические характеристики. Эти параметры определяют оптические потери в местах сращивания и должны приниматься во внимание при использовании оптических волокон, произведенных по различным технологиям, в пределах одного элементарного кабельного участка ВОЛС. Особое внимание следует уделять идентификации оптических волокон в кабеле по типу, производителю и технологии изготовления.  Аппарат для сварки оптических волокон FSM 30S производства Fujikura Более совершенные аппараты для сварки оптических волокон содержат программы, оптимизирующие процесс сварки для оптических волокон различных типов и различных производителей, однако на практике нередки ситуации, когда, используя стандартные программы, невозможно получить качественную сварку. В этих случаях необходимо самостоятельно корректировать параметры процесса (время и ток, подаваемый на электроды) для достижения оптимальных результатов. Наиболее часто сварка оптических волокон различных производителей производится при оконцовке оптических волокон пигтейлами, а также при ремонтно-восстановительных работах, если эксплуатационный запас кабеля израсходован, и приобретение полностью идентичного кабеля невозможно (к примеру, по причине снятия с производства оптического волокна такого типа, который использовался первоначально) или экономически нецелесообразно.
Аппарат для сварки оптических волокон FSM 30S производства Fujikura Более совершенные аппараты для сварки оптических волокон содержат программы, оптимизирующие процесс сварки для оптических волокон различных типов и различных производителей, однако на практике нередки ситуации, когда, используя стандартные программы, невозможно получить качественную сварку. В этих случаях необходимо самостоятельно корректировать параметры процесса (время и ток, подаваемый на электроды) для достижения оптимальных результатов. Наиболее часто сварка оптических волокон различных производителей производится при оконцовке оптических волокон пигтейлами, а также при ремонтно-восстановительных работах, если эксплуатационный запас кабеля израсходован, и приобретение полностью идентичного кабеля невозможно (к примеру, по причине снятия с производства оптического волокна такого типа, который использовался первоначально) или экономически нецелесообразно.  Аппарат для сварки оптических волокон FSM.05SVHII производства Fujikura В общем виде величина потерь в местах сварных соединений может быть представлена как суммарная величина: общ = ор + дм + ую + нм + рпп, где:
Аппарат для сварки оптических волокон FSM.05SVHII производства Fujikura В общем виде величина потерь в местах сварных соединений может быть представлена как суммарная величина: общ = ор + дм + ую + нм + рпп, где:
общ — суммарная величина потерь в сварке;
ор — потери из-за осевого рассогласования модовых полей равного диаметра;
дм — потери из-за разницы диаметров модовых полей;
ую — потери от погрешности угловой юстировки осей оптических волокон;
нм — потери, обусловленные не-круглостью модовых полей;
рпп — потери из-за разницы показателей преломления. При работе с современным сварочным оборудованием значение ор стремится к нулю. Изучение параметров и характеристик различных одномодовых оптических волокон показывает, что разброс величины диаметра модового поля для или может составлять от 10,5 до 21,7% (9,2 0,5 мкм). Такое рассогласование приводит к появлению потерь от 0,05 дБ до 0,25 дБ (с положительным знаком, когда излучение проходит из волокна с большим диаметром в волокно с меньшим диаметром, и отрицательным — в противоположном направлении). Эти потери будут иметь место, даже если аппарат расположит соосно два волокна с разными диаметрами сердцевин, у которых эксцентриситет пренебрежительно мал. Обычно разброс величины модового поля оптического волокна не превышает 14%, таким образом, величина этой составляющей — не более 0,1 дБ. Составляющая ую практически не компенсируется современным сварочным оборудованием. Установлено, что углы между осями сердцевин 0,5°; 1°; 1,5°; 2° вызывают приращение потерь соответственно в 0,08; 0,34; 0,77 и 1,5 дБ. Таким образом, благодаря надлежащей подготовке торцов соединяемых оптических волокон при скалывании можно уменьшить потери — необходимо обеспечить наименьший (не более 0,5°) угол между плоскостями торцов оптических волокон. В этом случае величина потерь не превысит 0,08 дБ. Составляющая нм учитывает влияние некруглости модового поля. По приблизительным оценкам она равна 0,05 дБ. При соединении сваркой оптических волокон, имеющих неконцентричность модового поля, часто возникает нарушение юстировки сердцевин вследствие действия сил поверхностного натяжения. Это нарушение можно минимизировать следующими способами:
- сокращение времени плавления за счет неполного сваривания оптических волокон или же сокращение длины свободного конца оптического волокна в сварочном устройстве, чтобы концы оптических волокон в процессе сварки могли перемещаться на очень малое расстояние;
- использование компенсационных программ, таких как управление смещением сердцевины с помощью метода умышленного смещения осей.
Такой режим получил название RTC (Real Time Control). В этом режиме после юстировки сердцевин свариваемых оптических волокон и проведения процедуры предварительного оплавления происходит компенсация поперечного смещения сердцевин в сторону, противоположную производной расхождения. Сварка оптических волокон осуществляется посредством чередования коротких импульсов тока высокой интенсивности с импульсами тока низкой интенсивности (релаксационными импульсами). При этом после сваривания в электрическом поле импульса высокой интенсивности в поле релаксационного импульса происходит перемещение оптических волокон под действием поверхностного натяжения. Количество чередующихся импульсов зависит от смещения сердцевин оптических волокон, которое постоянно контролируется сварочным аппаратом; как правило, количество импульсов не превышает 2-3. Весьма существенное влияние на общую величину потерь, если свариваются оптические волокна с разными показателями преломления (N) сердцевины, может оказать составляющая рпп. Эта составляющая учитывает потери мощности оптического сигнала в результате несоблюдения условия полного внутреннего отражения на месте стыка двух оптических волокон, у которых показатели преломления сердцевин имеют различия. В этом случае часть оптического сигнала проникает через оболочку волокна и рассеивается. Ситуация усугубляется многократным отражением луча от границы «сердцевина/оболочка», каждое из которых (отражений) служит источником потери мощности. На практике нередки случаи, когда даже многократные повторные сварки не позволяют добиться малой величины потерь. Наибольший вклад в суммарную величину потерь вносят потери от погрешности угловой юстировки осей оптических волокон и потери из-за разницы показателей преломления. Международная электротехническая комиссия предлагает в качестве типичной характеристики сварного соединения оптических волокон, полученного в полевых условиях, величину вносимых потерь, равную 0,2 дБ (IEC 1073-1). При современном развитии технологии сварки оптических волокон этот показатель вполне достижим даже тем персоналом, который не обладает значительным опытом в этой области.
Соединение оптических волокон методом склеивания
- подготовка оптических волокон к соединению (очистка, снятие буферных покрытий, скалывание);
- ввод оптического волокна в капилляр;
- наполнение иммерсионной жидкостью, гелем или клеем;
- регулирование соединения, юстировка оптических волокон;
- нанесение адгезивного вещества;
- цементирование адгезивного вещества с помощью ультрафиолетового излучения.
Механические соединители оптических волокон
Механические соединители оптических волокон разрабатывались как более дешевый и быстрый способ сращивания оптических волокон. Применение аппарата для сварки оптических волокон сопряжено с необходимостью соблюдения ряда условий: для работы используется помещение, параметры которого (температурный диапазон, влажность, давление, вибрации и проч.) соответствуют требованиям производителей сварочного оборудования; также необходима организация питания от сети переменного тока с достаточно жестко регламентированными параметрами. При стоимости комплекта оборудования для сварки оптических волокон, составляющей десятки тысяч долларов США, амортизационные отчисления, а также техническое обслуживание и ремонт являются довольно дорогостоящими.  Механический соединитель Corelink производства AMP Достаточно высокие требования предъявляются также к персоналу, производящему работы по сварке оптических волокон. Часто этими же лицами производится наладка и обслуживание аппаратов для сварки оптических волокон (очистка направляющих поверхностей и зажимов, замена электродов и проч.), для чего требуются специалисты с высоким уровнем квалификации.
Механический соединитель Corelink производства AMP Достаточно высокие требования предъявляются также к персоналу, производящему работы по сварке оптических волокон. Часто этими же лицами производится наладка и обслуживание аппаратов для сварки оптических волокон (очистка направляющих поверхностей и зажимов, замена электродов и проч.), для чего требуются специалисты с высоким уровнем квалификации.  Механический соединитель ленточных элементов оптических волокон производства Lucent Technologies
Механический соединитель ленточных элементов оптических волокон производства Lucent Technologies Механический соединитель Fibrlok II производства 3M
Механический соединитель Fibrlok II производства 3M Механический соединитель Fibrlok производства 3M Всех этих сложностей можно избежать, применяя механические соединители оптических волокон. Конструкция оптических соединителей относительно проста. Основными узлами являются направляющие для двух оптических волокон и устройство фиксации волокон. Внутреннее пространство заполняется тиксотропным гелем для защиты открытых участков оптических волокон от воздействия влаги. Одновременно гель обладает иммерсионными свойствами — его показатель преломления близок к показателю преломления сердцевины волокна. Процедура монтажа оптических соединителей является частью процедуры монтажа промежуточного или оконечного устройства — кабельной муфты, бокса или стойки. Размеры и форма оптических соединителей позволяют устанавливать их в кассету муфты или бокса аналогично сросткам оптических волокон, полученных путем сварки. Процедура монтажа включает в себя следующие технологические операции:
Механический соединитель Fibrlok производства 3M Всех этих сложностей можно избежать, применяя механические соединители оптических волокон. Конструкция оптических соединителей относительно проста. Основными узлами являются направляющие для двух оптических волокон и устройство фиксации волокон. Внутреннее пространство заполняется тиксотропным гелем для защиты открытых участков оптических волокон от воздействия влаги. Одновременно гель обладает иммерсионными свойствами — его показатель преломления близок к показателю преломления сердцевины волокна. Процедура монтажа оптических соединителей является частью процедуры монтажа промежуточного или оконечного устройства — кабельной муфты, бокса или стойки. Размеры и форма оптических соединителей позволяют устанавливать их в кассету муфты или бокса аналогично сросткам оптических волокон, полученных путем сварки. Процедура монтажа включает в себя следующие технологические операции:
- разделка кабелей;
- очистка оптических волокон от гидрофобного геля (при его наличии);
- снятие буферных покрытий соединяемых оптических волокон на участках длиной, рекомендуемой производителями оптических соединителей конкретного типа;
- скалывание оптических волокон;
- проверка качества скола волокон;
- введение соединяемых волокон в отверстия с направляющими;
- позиционирование волокон в соединителе для достижения оптимальных параметров соединения;
- фиксация оптических волокон в соединителе;
- тестовые измерения соединения.
Особое место среди оптических механических соединителей занимает RMS (Rotary Mechanical Splice) как наиболее сложный среди аналогов. Процесс его монтажа наиболее трудоемок, однако он позволяет достичь наименьших потерь при соединении одномодовых волокон. В отличие от остальных соединителей, где величина потерь главным образом зависит от качества скола торцевых поверхностей оптических волокон, этот соединитель позволяет юстировать волокна простым вращением вокруг своей оси стеклянных втулок, удерживающих подготовленные оптические волокна, и добиваться наилучших результатов.  Механический соединитель RMS производства AT&T
Механический соединитель RMS производства AT&T Механический соединитель ленточных элементов оптических волокон производства Sumitomo
Механический соединитель ленточных элементов оптических волокон производства Sumitomo Механические соединители производства Fujikura Следует отметить, что применение механических соединителей является наиболее быстрым способом соединения оптических волокон. При этом вносимое затухание практически не отличается от затухания, создаваемого сварным соединением. Достаточно устойчивое функционирование механических соединителей в процессе эксплуатации позволяет уже сегодня рекомендовать их для широкого внедрения на телекоммуникационных сетях с невысокими требованиями к качеству соединений, а также в случаях, когда использование аппарата для сварки оптических волокон технологически затруднено или вообще невозможно. В дальнейшем статистика технической эксплуатации, а также совершенствование материалов компонентов механических соединителей, вероятно, определит их более широкое применение для строительства телекоммуникационных волоконно-оптических линий различных уровней. Следует отметить, что применение механических соединителей является наиболее быстрым способом соединения Обращает на себя внимание тот факт, что механические соединители оптических волокон условно допускают однократное использование, однако на практике встречаются ситуации их многократного применения. Производители гарантируют качество соединения оптических волокон при повторном монтаже соединителя не более 2-3 раз, однако при повторном наполнении внутреннего пространства иммерсионным гелем (в тех конструкциях, где это предусмотрено) такие соединители использовались многократно без ущерба для качества стыков. Некоторыми производителями механических соединителей разработаны механизмы фиксации, предусматривающие использование специального ключа для открытия фиксатора. Следует отметить, что применение механических соединителей является наиболее быстрым способом соединения Сегодня использование механических соединителей наиболее удобно при проведении аварийного ремонта волоконно-оптическихлиний для технологической операции организации временной вставки.
Механические соединители производства Fujikura Следует отметить, что применение механических соединителей является наиболее быстрым способом соединения оптических волокон. При этом вносимое затухание практически не отличается от затухания, создаваемого сварным соединением. Достаточно устойчивое функционирование механических соединителей в процессе эксплуатации позволяет уже сегодня рекомендовать их для широкого внедрения на телекоммуникационных сетях с невысокими требованиями к качеству соединений, а также в случаях, когда использование аппарата для сварки оптических волокон технологически затруднено или вообще невозможно. В дальнейшем статистика технической эксплуатации, а также совершенствование материалов компонентов механических соединителей, вероятно, определит их более широкое применение для строительства телекоммуникационных волоконно-оптических линий различных уровней. Следует отметить, что применение механических соединителей является наиболее быстрым способом соединения Обращает на себя внимание тот факт, что механические соединители оптических волокон условно допускают однократное использование, однако на практике встречаются ситуации их многократного применения. Производители гарантируют качество соединения оптических волокон при повторном монтаже соединителя не более 2-3 раз, однако при повторном наполнении внутреннего пространства иммерсионным гелем (в тех конструкциях, где это предусмотрено) такие соединители использовались многократно без ущерба для качества стыков. Некоторыми производителями механических соединителей разработаны механизмы фиксации, предусматривающие использование специального ключа для открытия фиксатора. Следует отметить, что применение механических соединителей является наиболее быстрым способом соединения Сегодня использование механических соединителей наиболее удобно при проведении аварийного ремонта волоконно-оптическихлиний для технологической операции организации временной вставки.
Сварка оптоволокна
Сварка оптических волокон является наиболее совершенной технологией неразъемного соединения волокон. Современный аппарат для сварки оптических волокон позволяет добиться очень низких потерь на сварном соединении — 0,01-0,02 дБ. Сварное соединение широко используется для неразъемного соединения многомодового или одномодового волокна разных типов.

Фото 1. Аппарат для сварки оптических волокон
На качество сварного соединения влияют два основных параметра — вносимые местом сварки потери и прочность на растяжение и излом. Вносимые потери зависят от несовпадения диаметров волокон, несовпадения числовых апертур, показателей преломления и ошибки концентричности сердцевины и оболочки. Концентричность показывает, насколько точно сердцевина волокна вписывается в кольцо окружающей ее оболочки, т.е. какова величина смещения центров обоих окружностей. Потери на месте сварки являются направленными и имеют место быть только в том случае, если оптический поток распространяется через место сварки волокон в направлении волокна, имеющего меньшие диаметр и апертуру.
Оболочка волокна удаляется различными способами — химическим путем, термической зачисткой или механической зачисткой. Наиболее простым способом является механическая зачистка, которая не требует сложного оборудования и обеспечивает удовлетворительное качество зачистки. При механической зачистке волокна проводится цикл операций по удалению брони кабеля, кевларовых нитей, оболочки модуля и буферного покрытия. После очистки волокна от всех оболочек производится скалывание волокна. Эта процедура призвана обеспечить перпендикулярность торца волокна сердцевине (угол в 90°).
Фото 2. Скалыватель оптических волокон
Скалыватель оптических волокон обеспечивает качество скола с углом отклонения 0,5°.
Немаловажный этап механической зачистки волокна — финальная очистка поверхности волокна. Любые остатки покрытия после зачистки оболочки должны быть удалены с поверхности зачищенного участка волокна (для этого используются безворсовые салфетки, смоченные спиртом). После зачистки необходимо избегать любых действий, которые могут загрязнить волокно пылью или жирными пятнами с рук, эти загрязнения могут вызвать дополнительные потери в месте сварки и уменьшение его прочности.
После того, как волокна зачищены и сколоты, их закладывают в соответствующие держатели оптических волокон сварочного аппарата. Современный аппарат для сварки оптических волокон автоматически выравнивает волокна по сердцевине, сводит на минимально возможное расстояние и дает сначала слабый электрический разряд, в результате которого волокна размягчаются и притягиваются под действием сил поверхностного натяжения, а потом происходит полный разряд для сплавления волокон. Место сварки волокон защищается термоусаживаемой трубкой (КЗДС — Комплект Для Защиты Сварного соединения). Процесс сварки волокон занимает порядка 9 секунд.
Сварка оптики — идеальный способ соединения оптического волокна
При монтаже и прокладке оптоволоконных линий, состоящих из отрезков кабеля определенной длины, используют сварку. Сварка оптики является идеальным способом соединения и способствует быстрой и беспрепятственной передаче сигнала между кабелями. Качественная сварка оптики достигается при соблюдении всех этапов и соответвующей технологии, а также с использованием качественного оборудования. Сварка оптических волокон — это наиболее ответственный процесс, от которого зависит дальнейшая работа всей линии.
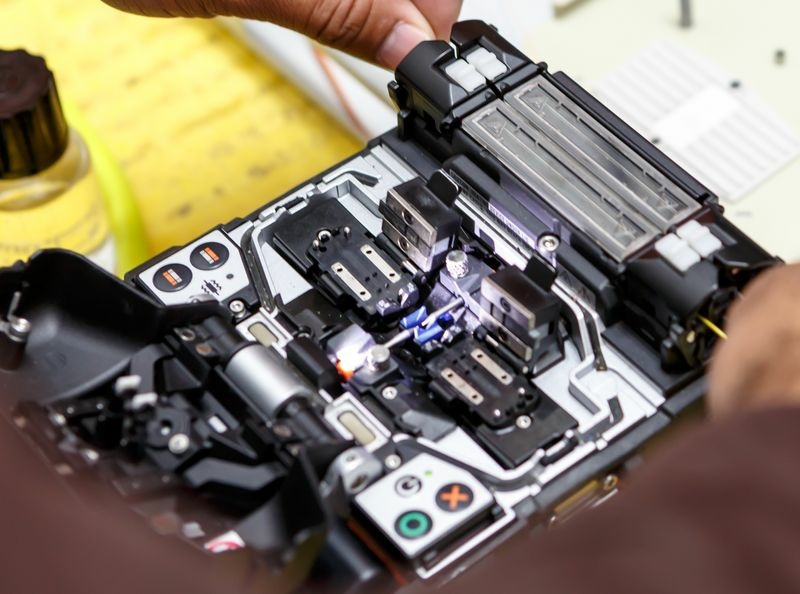
Фото 3. Сварка оптического волокна
Перед началом сварки необходимо выполнить подготовительные работы. Очистить концы кабелей, осторожно сняв с них оболочку. Для этого используют специальный инструмент, который позволяет обрабатывать волокна диаметром до 900 мкм. Затем окончания кабелей обезжиривают дегидрированным спиртом и соединяют между собой специальными скалывателями.
Скалыватели позволяют выполнить скол волокна по необходимыми параметрами (угол скола и длина волокна). С их помощью достигается высокая точность в местах скалывания. Конец одного волокна помещают в термоусаживающую гильзу, предназначенную для защиты соединения. Далее следует непосредственно процесс сварки, который может производиться с помощью ручных или автоматических приборов. Окончания волокон помещаются в эти приборы, а на дисплее показывается их юстировка (точное расположение по отношению к друг другу). От этой точности сильно зависит прохождение сигнала по совмещенным кабелям. Затем волокна плавятся с помощью электрической дуги и скрепляются. Специальный анализ по нескольким показателям (градиент деформации сердцевины, преломление сердцевины) показывает, насколько успешно произошло сваривание.
Прочное соединение кабелей между собой обеспечивает оптическая муфта мому. Это современная конструкция, имеющая приятный эргономичный дизайн, легко монтируется. В последнее время соединение кабелей с помощью муфт прекрасно заменяет оптический кросс настенный. Процессу монтажа оптических муфт препятствует обязательный комплекс испытательных мероприятий, направленных на проверку соединения с выбранным кабелем. Оптические муфты могут быть разветвительными или соединительными. Если муфты при соединении кабеля монтируются в земле, то возникает необходимость защиты их стальными коробами. Защита пластмассовых муфт требует установки специальных шкафов. В любом случае муфты всегда должны быть доступны для ремонта и перемонтажа.
Разъемные и неразъемные соединения
Назначение, классификация соединений и основные требования к ним. Соединение оптических волокон кабелей связи является процессом, от качества выполнения которого в дальнейшем зависит надежность и долговечность действия оптической линии связи. В общем случае данная задача может быть решена двумя принципиально различными способами: с помощью разъемных и с помощью неразъемных оптических соединителей (рисунок 4.6).

Рисунок 4.6. Основные разновидности оптических соединителей
Оптические соединители — это устройства, предназначенные для оптического соединения компонентов ВОСП. Разъемные оптические соединители — это устройства, допускающие многократные оптические соединения. Они предназначены для обеспечения разъемного подключения соединительных и оконечных шнуров к световоду оборудования, к коммутационному оборудованию в кроссовых и информационным розеткам рабочих мест. Неразъемные соединители допускают только однократное оптическое соединение и используются в местах постоянного монтажа кабельных систем большой протяженности (например, сетей связи общего пользования масштаба города, региона, страны и более).
Общие технические требования, которым должны отвечать оптические соединители, заключаются в следующем:
— внесение минимального затухания в сочетании с получением высокого затухания обратного рассеяния;
обеспечение долговременной стабильности и воспроизводимости параметров;
минимальные габариты и масса при высокой механической прочности;
простота установки на кабель;
простота процесса подключения и отключения;
устойчивость к внешним механическим, климатическим и другим воздействиям;
Дополнительно к разъемным соединителям предъявляют требования неизменности параметров при многократных соединениях.
Разъемные соединители по конструкции бывают симметричными и несимметричными. Упрощенные схемы представлены на рисунке 4.7 [21].

Рисунок 4.7. Конструкции соединителей
При несимметричной конструкции для организации соединения требуются два элемента: соединитель гнездовой и соединитель штекерный (рисунок 4.7а). Оптическое волокно в капиллярной трубке коннектора-штекера не доходит до торца капилляра, а остается в глубине. Напротив, волокно в гнездовом соединителе выступает наружу. При организации соединения физический контакт волокон происходит внутри наконечника-капилляра, который обеспечивает соосность волокон. Открытое волокно и капиллярная полость у этих соединителей являются основными недостатками, снижающими надежность несимметричной конструкции. Особенно недостатки сказываются при большом количестве переподключений. Поэтому этот тип конструкции получил меньшее распространение.
При симметричной конструкции для организации соединения требуется три элемента: два соединителя и переходная розетка (coupling) (рисунок 4.76). Главным элементом соединителя является наконечник (ferrule). Внешний диаметр его равен 2,5 мм. Наиболее жесткие требования предъявляются к параметрам отверстия (капилляра) наконечника. Оно должно быть достаточно большим, чтобы волокно могло зайти в него, и при этом достаточно малым, чтобы люфт волокна был незначительным. Диаметр отверстия в соответствии с нормативными документами TIA/EIA-568-A и ISO/IEC-11801 равен 126+1/-1 мкм для одномодового волокна и 127+2/-0 мкм для многомодового волокна. Наконечник, как самый прецизионный элемент соединителя, должен обладать такой прочностью, жесткостью и температурными характеристиками, которые дают возможность защитить оптическое волокно от повреждения при стыковке разъема, одновременно обеспечивая возможность небольшой деформации в месте стыка оптических волокон, необходимой для снижения потерь на отражении. Он изготавливается либо из керамики на основе Z202 или А1203, либо из нержавеющей стали. Твердость керамики на основе Z202 значительно выше, чем у оптического волокна и почти такая же, как у керамики на базе А1203. Модуль изгиба керамики из Z202 превышает почти в 3 раза это значение для керамики на базе А1203 и в 4 раза — на базе нержавеющей стали. Все это говорит о невозможности случайного разрушения наконечника при стыке. Модуль эластичности (модуль Юнга) у керамики Z202 почти такой же, как у керамики на базе А1203, что дает возможность создания нормального оптического контакта за счет осевых сил сжатия наконечников в разъеме. Используемые керамики позволяют создать разъемы с большим рабочим температурным диапазоном, обычно от -40° до +85°С. Торец наконечника выполняется сферическим с радиусом порядка 15-25мм, но существуют и конструкции с «косым» торцом, то есть с наклоном места стыка на 8,9,12° относительно оси разъема.
Переходная соединительная розетка снабжена центрирующим элементом, выполненным в виде трубки с продольным разрезом — должен быть контакт между наконечником и центрирующим элементом розетки (рисунок 4.7.в). Центрирующий элемент плотно охватывает наконечники и обеспечивает их строгую соосность.
Оптические параметры. К ним относятся вносимое затухание и величина обратного отражения. Затуханием разъёмного оптического соединителя называются потери оптической мощности, которые вносятся им в волоконно- оптическую линию передачи.
Потери разъемного соединения (арс), которые возникают при прохождении оптическим сигналом разъёмного соединения, рассчитываются по следующей формуле

где Ршх — значение оптической мощности после включения в линию разъёмного оптического соединителя; Рвх— базовое значение оптической мощности.
Для наиболее распространённых типов соединителей с физическим контактом типичное среднее значение вносимого затухания составляет до 0,2 дБ, а максимальное до 0,3 дБ.
Другим важнейшим оптическим параметром является величина обратного отражения, которое особенно велико в случае, если торцы волокон в разъёмном соединении разделены воздушным зазором. Тогда оптический сигнал отражается от торца ОВ вследствие разности показателей преломления сердцевины ОВ и воздуха. Этот параметр особенно важен для ВОСП, в которых источником излучения является лазерный диод, так как отражённый сигнал может привести к смещению центральной спектральной линии источника излучения, на которой нормированы его характеристики. Продолжительное воздействие отражённого сигнала в процессе эксплуатации ВОСП приводит к уменьшению срока службы источника излучения. Кроме того, из-за влияния отражённого сигнала может увеличиться коэффициент ошибок при передаче.
Величина обратного отражения (Rpc) определяется по формуле:

где Ротр — значение оптической мощности, отражённой разъёмным оптическим соединителем; Рвх — значение оптической мощности на входе разъёмного оптического соединителя.
Для снижения величины обратного отражения необходимо убрать воздушный зазор между соединяемыми ОВ. Это достигается использованием разъёмных оптических соединителей, обеспечивающих физический контакт между сердцевинами соединяемых ОВ. Для создания физического контакта используется закругление торцов ОВ при полировке с радиусом кривизны 10-25 мм. ОВ соприкасаются только выступающими частями в точке расположения их сердцевин. Плоские прижатые концы ОВ не используются, потому что получить идеально плоские параллельные торцы очень трудно. В маркировке оптических разъёмов сокращение PC (physical contact) указывает на наличие того или иного вида физического контакта ОВ. Существует несколько типов полировки торца ОВ, предусматривающих физический контакт ОВ в разъёмном соединении, каждый из которых соответствует различному уровню обратного отражения оптической мощности:
- — нормальная полировка (PC), при этом Rpc до -30 дБ;
- — суперполировка (super PC), при этом Rpc до -40 дБ;
- — ультраполировка (ultra PC), при этом Rpc до -50 дБ;
- — полировка под углом к оптической оси АРС (HRL-10), при этом Rpc до -70 дБ.
Особо следует остановиться на разъёмных оптических соединителях, имеющих угловой физический контакт (АРС). В оптических разъёмах этого типа физический контакт ОВ осуществляется под углом 8°, хотя существуют разъёмные соединители, где используется угол 9°, но они получили значительно меньшее распространение. Угловой контакт позволяет направить отражённое оптическое излучение не назад к источнику, а под углом к оптической оси. Разъёмные оптические соединители с угловым физическим контактом позволяют получить сверхнизкую величину обратного отражения.
На величину вносимого разъёмным соединением затухания влияют различные факторы. Их можно разделить на три основных группы:
- — внутренние — обусловленные погрешностями при изготовлении ОВ;
- — внешние — обусловленные погрешностями при изготовлении самого разъёмного оптического соединителя;
- — системные — связанные с распределением мод в ОВ.
Внутренние факторы. При соединении двух ОВ обычно предполагается, что они идентичны, однако на самом деле это не так. В процессе производства неизбежны некоторые отклонения геометрических параметров ОВ от номинальных. Точность геометрических параметров ОВ играет значительную роль как при разъёмном, так и при сварном их соединении. Допустимые отклонения геометрических параметров ОВ от номинальных не должны превышать значений, приведённых в нормативных документах таких международных организаций, как ITU-T и IEC. В таблице 4.7 представлены величины допустимых отклонений параметров для одномодовых (ОМ) и многомодовых (ММ) ОВ.
Таблица 4.7. Величины допустимых отклонений геометрических параметров для одномодовых (ОМ) и многомодовых (ММ) оптических волокон
ГШ-Т Rec. G651 (ММ)
ITU-T Rec. G 652 (ОМ)
Диаметр сердцевины ОВ
Диаметр поля моды ОВ
Некруглость сердцевины ОВ
потери при угловом смещении; б) потери при радиальном смещении; в) потери при осевом смещении; г) потери из-за микротрещин иммикрофрене- левского рассеяния на неоднородностях.
Зазор между поверхностями соединяемых ОВ. Наличие воздушного зазора между сколами приводит к увеличению френелевского отражения, связанного с разницей показателей преломления сердцевины ОВ и среды в зазоре (воздуха). Величина потерь зависит от значения числовой апертуры соединяемых ОВ. ОВ с большей числовой апертурой более чувствительны к величине зазора по сравнению с ОВ, имеющими меньшее значение NA.
Большинство современных разъёмных оптических соединителей имеет керамический наконечник, закреплённый на пружине и обеспечивающий физический контакт ОВ с фиксированным прижимающим давлением. Такая конструкция позволяет избавиться от воздушного зазора, достигая физического контакта ОВ без риска их повреждения.
Угловое рассогласование осей. Сколы соединяемых ОВ должны быть перпендикулярны осям ОВ и параллельны друг другу. Уровень потерь увеличивается с увеличением угла рассогласования. Величина потерь, так же как и в предыдущем случае, зависит от числовой апертуры соединяемых ОВ. Только в данном случае её влияние противоположно эффекту, возникающему при зазоре между ОВ, поэтому большее значение NA может в определённой степени скомпенсировать эффект углового рассогласования ориентации осей. При правильном использовании соединителя угловое рассогласование практически исключается, так как при изготовлении оптического соединителя контролируется перпендикулярность поверхности скола по отношению с оси ОВ.
Качество поверхности скола. Поверхность скола должна быть гладкой, не иметь дефектов типа трещин и царапин. Неровная поверхность торца ОВ разрушает геометрическую картину световых лучей, рассеивает их. Результатом является повышенное затухание в разъёмном соединении.
Потери при угловом в, радиальном L и осевом S смещениях определяются соответственно формулами [28]:

где NA — апертура волокна;
D — диаметр светонесущей части волокна;
L — радиальное смещение;
S — осевое смещение;
по — показатель преломления среды, заполняющей пространство стыка. Некачественная полировка торцов волокон, а также трение, возникающее при многократном переподключении соединителей, (имеющих физический контакт), может привести еще к одному типу потерь — потерь, связанных с рассеянием на микротрещинах (рисунок 4.8 г).
Приведенное соотношение для потерь при осевом смещении учитывает только фактор апертурной расходимости светового потока. Однако при появлении зазора между волокнами появляется и френелевское отражение из-за того, что среда, заполняющая пространство между открытыми плоскостями торцов волокон имеет отличный от волокон показатель преломления, рисунок 4.9.

Рисунок 4.9. Френелевское отражение
С учетом скачков показателей преломления коэффициент прохождения определяется из соотношения [23]:

При величине зазора, сравнимой с длиной волны или большей, по осцилляциям синуса можно произвести усреднение. Тогда потери определяются как

где П] — показатель преломления волокна (~1,5), одинаковый для обоих сторон и п — показатель преломления среды в зазоре. В случае воздушного зазора (п=1) потери составляют 0,35 дБ. Френелевские потери можно уменьшить, подбирая наполнитель между соединителями, близкий по показателю преломления к волокну, или делая зазор много меньше длины волны.
Обычно суммарные потери в соединителе составляют до (0,3-0,4) дБ для одномодового и многомодового волокон. При этом, естественно, более жесткие требования предъявляются к качеству соединителя одномодовых ОВ.
Рассеяние ведет не только к ослаблению проходящего сигнала, но и увеличивает обратный световой поток. Обратное отражение, как правило, начинает сказываться в оптических линиях широкополосной цифровой передачи, широкополосной аналоговой передачи, или в магистральных линиях с большим числом разъемных сопряжений. Для построения таких линий, в основном, используется одномодовое волокно. Сильное обратное отражение от стыков соединителей может взаимодействовать с активной средой лазерного передатчика и, в конечном итоге, приводить к ненужным дополнительным световым сигналам. В абонентских широковещательных сетях кабельного телевидения, использующих широкополосные (до 1 ГГц) аналоговые оптические передатчики, такая обратная связь приводит к паразитной интерференции передаваемых сигналов, в результате чего, например, ухудшается качество видеоизображения. При цифровой передаче обратное рассеяние менее критично, однако суммарный эффект обратного рассеяния на нескольких стыках соединителей может быть причиной потери битовой информации на приемном устройстве [23].
Обратное отражение является вторым по пагубности фактором после вносимых потерь. Коэффициент обратного отражения R определяется как R=Pr/Pin, а потери на обратном отражении или просто обратные потери Ъ — определяются как Ь = 10 lg R = 10 lg PJPin, [дБ], где Рг— интенсивность отраженного излучения. Знак минус, (в отличие от соотношения для вносимых потерь) здесь намеренно отсутствует, что ведет к отрицательным значениям для обратных потерь. Лучшими характеристиками обладает соединение с более низкими вносимыми потерями (ближе к 0 дБ) и более низкими (более отрицательными) обратными потерями.
Основным фактором, вносящим вклад в обратное отражение, является френелевское отражение вследствие зазора S (обычно воздушного) между торцами волокон. Наиболее общее выражение для коэффициента отражения имеет вид [23]

где W/ — показатель преломления волокна (одинаковый для обеих сторон); п — показатель преломления среды в зазоре.
Обычно пренебрегают разницей в показателях преломления между волокнами при разъемном соединении. Заметим, что RF + DF = 1, что соответствует закону сохранения энергии. Непараллельность торцов приводит к разным значениям зазора S для разных участков сердцевины. В этом случае, происходит усреднение по осцилляциям синуса, а обратные потери определяются как bF =-10^/. = -101g((w1 -п) 2 /(п 2 -ни 2 )), [дБ]. При П]=1,5 и п=1,0 они равны — 11дБ. Коэффициент отражения может обращаться в нуль при ненулевых значениях зазора 5 для разных участков сердцевины, когда аргумент синуса равен л. Однако практически этого невозможно достичь. Более того, это выполнялось бы только для одной длины волны и ее узкой окрестности. Поэтому, только путем уменьшения величины зазора можно достичь более низких коэффициентов отражения и, соответственно, обратных потерь.
При малых значениях S/Я (S/X Таблица 4,9. Характеристики типичных соединителей
Тип соединителя ФИРМА
Потери соединений, (дБ)
FC/PC (Nippon Telephone and Telegraph) США
ST (AT&T Bell Laboratories) США
(Nippon Telephone & Telegraph) США
DNP (EIAJ. Япония)
ОМ — одномодовое волокно, ММ — многомодовое волокно.
В настоящее время существует целый ряд SFF-соединителей: MT-RJ, LC, VF- 45, Opti-Jack, MU, LX.5, Е-2000 и другие. Однако явного лидера в разработке и производстве малогабаритных соединителей нет. Более того, сложно прогнозировать, какой из вариантов коннекторов станет будущим стандартом.
Соединитель Opti-Jack (Fiber Jack) был разработан фирмой PANDUIT в 1996 году и был первым ОС, выполненным в форм-факторе RJ-45.B его конструкции использованы прецизионные наконечники (феррулы), в которых закрепляется волокно. Использование широко распространенных наконечников обеспечивает высокие параметры ОС. Для снижения стоимости многомодовых Opti-Jack изготавливаются с пластиковыми феррулами. Opti-Jack — дуплексный соединитель. Коннектор Opti-Jack содержит два наконечника диаметром 2,5 мм. В розеточном модуле ОС наконечники неподвижно зафиксированы в центраторе. Для фиксации вилки используется защелка (как в хорошо известных ’’медных “ коннекторах серии RJ).
Соединитель Е-2000. Разработчик — фирма DIAMOND. Коннектор Е2000 имеет “фирменный” составной наконечник с диаметром D=2,5 мм, может быть дуплексным за счет попарной фиксации коннекторов. Соединитель Е2000 имеет защитную крышку, закрывающую наконечник коннектора в неподключенном состоянии. Соединитель примерно в 2 раза компактнее, чем SC, и широко используется в системах кабельного телевидения, где, де-факто, уже стал стандартом.
Соединитель LC. В конце 1995 года фирма LUCENT TECHNOLOGIES предложила новый ОС LC(Link-Control). В основе конструкции лежит традиционный способ юстировки волокон с наконечником и центратором. Диаметр наконечника уменьшен до 1,25 мм, что позволило уменьшить габариты соединителя. Использование керамических наконечников позволило сохранить высокие параметры традиционных ОС. Дуплексность LC достигается попарной фиксацией коннекторов.
Соединитель MU. Разработчик соединителя — компания NTT. Соединитель MU напоминает уменьшенный коннектор SC-типа. В конструкции использованы керамические наконечники типоразмера 1,25 мм. От коннектора SC этот тип ОС отличает также более простая конструкция и меньшее число деталей. Коннекторы и розетки MU могут объединяться в блоки до 16 соединителей и использоваться в качестве разъемного соединения печатных плат врубного типа.
Соединитель LX.5. Разработчик — фирма ADC TELECOMMUNICATION. В ОС LX.5 используется керамический наконечник диаметром 1,25 мм. Коннектор имеет защитную крышку. Дуплексная LX.5 розетка имеет форм-фактор одиночной розетки SC.
Соединитель MT-RJ был совместно разработан компаниями AMP, FUJIKU- RA, HEWLETT PACKARD (AGILENT TECHNOLOGIES), SIECOR и US CONEC и появился на рынке в 1997 г. В основу ОС был положен прямоугольный пластиковый наконечник соединителя МТ, разработанный ранее компанией NTT. Коннектор MT-RJ — дуплексный по конструктиву максимально приближен к коннектору RJ-45. Достоинством ОС MT-RJ является отсутствие в них дорогостоящих деталей, как керамический наконечник и центратор в розетке. Соединители MT-RJ следует считать многомодовыми, поскольку дуплексный пластиковый феррул приводит к ухудшению такого важного для одномодовых ОС параметра, как уровень обратного отражения. Тем не менее поставляются и одномодовые компоненты MT-RJ.
Соединитель VF-45 был разработан компанией ЗМ в составе полностью оптической СКС ЗМ Volition. СоединительУЕ-45 дуплексный, конструктивно близок к RJ-45. Поперечая фиксация волокон в коннекторе обеспечивается V- канавками. Отсутствие дорогостоящих феррулов и центраторов обеспечивает низкую стоимость соединителя. На базе ЗМ Volition наиболее экономично реализуется концепция “ волокно для рабочего места” (fiber to the desk). К недостаткам ОС можно отнести невысокие параметры по вносимым потерям и уровню обратного отражения, а также их низкую стабильность.
Сварные соединения оптических волокон, которые иногда называются сростками, широко применяются при создании линий связи большой протяженности (например, сетей связи общего пользования масштаба города и более). Соединение ОВ методом сварки стало одним из основных методов монтажа оптических систем связи. Возможности получения хорошего сварного соединения постоянно возрастают с усовершенствованием применяемого оборудования и технологии сварки, в дополнение к непрерывному совершенствованию геометрии волокна. В результате, типичные специфицируемые максимальные потери в сварном соединении находятся в настоящее время в диапазоне от 0,05 дБ (сварка индивидуальных волокон) до 0,10 дБ (одновременная сварка нескольких волокон).
Качество сварного соединения можно характеризовать двумя параметрами:
- — затуханием в месте сварки;
- — прочностью сварного соединения.
В соответствии с [28] потери в месте сварки не должны превышать:
- — для одномодовых волокон не более 0.08 дБ;
- — для многомодовых волокон не более 0.05 дБ.
Факторы, которые определяют затухание при использовании любого метода соединения волокон, могут классифицироваться на внутренние, присущие волокнам, и внешние. Факторы, определяемые ОВ, закладываются при изготовлении волокна, и поэтому в большинстве случаев находятся вне контроля оператора, производящего сварку.
Основные проблемы, создаваемые факторами окружающей среды, сводятся к возможности загрязнения волокна в месте сварки пылью и влагой. Попадание пыли в место сварки неизбежно ведет к росту затухания и снижению прочности. Поэтому рабочее место должно быть защищено от ветра и осадков. Необходимо также снижать время между разделкой волокна и сваркой, что снижает вероятность загрязнения.
Технологии сварки. Подготовка волокна. Для снятия покрытия с волокна исторически находили применение термический, химический и механический способы снятия покрытия с ОВ. На сегодняшний день основным методом является механический способ. При этом необходимо обеспечить сохранность поверхности оптического волокна поскольку поверхностные эффекты критическим образом снижают прочность волокна. Так, царапина размером около 1 мкм снижает прочность ОВ ниже уровня прочности, определяемого перемоткой — 1% удлинения, что соответствует усилию 8,6Н. На первый взгляд кажется, что такое растягивающее усилие весьма значительно и никогда не реализуется при нормальной эксплуатации волокна. Следует однако помнить, что проектируемый срок службы волокна в составе кабелей и муфт по существующим требованиям составляет 20-45 лет. Учитывая процессы старения волокна, фирма Coming Inc. по результатам многочисленных и долговременных экспериментов пришла к выводу о том, что постоянное натяжение волокна (или эквивалентный ему изгиб волокна в муфте) не должно превышать натяжения, соответствующего 0,2% удлинения его поверхности без отсутствия прямого контакта с влагой.
Скалывание волокна. Основное требование к поверхности скола ОВ состоит в обеспечении его перпендикулярности к оси волокна. Например, угол наклона поверхности скола более 2° может удвоить потери в сварном соединении. Имеющиеся в настоящее время на рынке устройства скола позволяют стабильно получать значения этого угла в пределах 0,5°.
Юстировка волокон. Сварка волокон может проводиться как по одиночке, так и по несколько волокон одновременно. В первом случае находят применение сварочные аппараты, использующие принцип автоматического или ручного сведения сердцевин волокон либо по максимуму оптического сигнала, проходящего через стык перед сваркой, либо по профилю показателя преломления волокна. При одновременной сварке нескольких волокон, например в случае ленточных кабелей, сведение волокон осуществляется путем использования V-образных канавок. В этом случае, когда точная индивидуальная стыковка волокон невозможна, приходится ориентироваться на геометрию ОВ, а именно концентричность его сердцевины и оболочки, собственный изгиб волокна (который определяется через радиус кривизны волокна в свободном состоянии — такое искривление возникает во время вытяжки волокна), а также стабильность диаметра кварцевой оболочки.
Процесс сварки. После того, как волокна состыкованы, начинается процесс их сварки. В качестве первого шага часто используется очистка от загрязнений с помощью вспомогательных дуговых разрядов. Следующий шаг состоит в предварительном нагреве концов волокон до состояния размягчения, что позволяет волокнам сплавляться в месте контакта. Слишком высокая температура на этой стадии может вызвать чрезвычайную деформацию концов волокон и привести к некачественной сварке из-за нарушения геометрии волокон. Слишком низкая температура — может вызвать искривление волокон и нарушение их стыковки при сварке. Оптимальная температура в момент сварки зависит от температуры предварительного нагрева, тока дуги и времени разряда в момент сварки и отрезком времени между предварительным нагревом и моментом сведения волокон. Применяемые в разных аппаратах методы предварительного нагрева могут быть разделены на продолжительный и импульсный нагрев. В первом случае достигается равномерный прогрев торцевой поверхности волокна, во втором — тепло концентрируется на периферии торца. Высокое качество сварки может быть достигнуто в обоих методах, но при импульсном нагреве сварное соединение внешне может иметь утонынение.
Оценка или измерение затухания в сростке. Современные высококачественные сварочные аппараты обеспечивают эту функцию для того, чтобы затухание в сростке можно было оценить непосредственно после сварки. В аппаратах с автоматической юстировкой концов световодов затухание в сростке оценивается настолько достоверно, что повторение измерения на отдельных сростках даже при самых высоких требованиях не требуются.
Испытания на растяжение готового сростка. Испытания на растяжение проводятся с целью проверки механической прочности незащищенного сростка для того, чтобы при эксплуатации кабельной сети обеспечить отсутствие повреждений из-за излома световодов в защитной оболочке сростка. В этой связи во многих сварочных аппаратах имеется специальный встроенный динамометр.
Защита сростка. Голые поверхности сростка должны быть защищены, например, обжимным или термоусаживаемым предохранителем сростка в предусмотренном для этой цели устройстве. Большинство стандартных типов защитных устройств обеспечивают долговременную защиту сростков. При этом дополнительные затухания благодаря конструктивным мерам исключены.
Хранение сростков. Защищенный сросток укладывается в гребенке для сростков внутри соединительной кассеты. При укладке защищенных сростков и резервной длины световодов следует соблюдать радиус изгиба — максимум 45 мм. При меньших радиусах изгиба могут возникнуть дополнительные потери и разлом оптоволокна.